V procesu výroby vysoce kvalitních dílů a výrobků se často musíme potýkat s nedostatečnou přesností při výrobě požadovaných otvorů. Pro získání potřebných parametrů se používá zahloubení.

Vrchní vrták d35
Použití a typy záhlubníků
Záhlubník je vícebřitý, vícezubý řezný nástroj používaný k zušlechťování předem vyrobených kulatých otvorů v dílech a obrobcích vyrobených z různých materiálů (na obrázku). Opracování tímto způsobem se používá ke zvětšení průměru a získání lepšího povrchu otvoru řezáním.
Tento proces se nazývá vystružování. Způsob řezání je podobný postupu vrtání: je pozorováno stejné otáčení nástroje pro zahlubování kolem jeho osy a současný translační pohyb nástroje podél osy.

Záhlubník s tvrdokovovými destičkami
Vyvinuli jsme záhlubník pro kovoobráběcí průmysl za účelem zpracování vrtaného, drážkovaného nebo děrovaného otvoru. Kovová vrtačka, jejíž požadavky na vlastnosti upravuje GOST 12489-71, se používá při provádění mezilehlého nebo již konečného zpracování. V tomto ohledu existují dva typy nástrojů:
- pro následné nasazení s příspěvkem;
- pro získání vysoce přesného otvoru – s kvalitou H11 (tolerance 4-5 tříd přesnosti).
Při použití vyvrtávání se zvyšuje průměr, zvyšuje se přesnost povrchu a čistota otvoru. Vystružování je určeno zejména pro:
- dosáhnout hladšího a čistšího povrchu otvoru před vystružováním nebo závitováním;
- kalibrace otvoru pro šroub, kolík nebo jiný spojovací prvek.
Záhlubníky, pro které jsou požadavky stanoveny GOST 12489-71, se používají také při zpracování koncových ploch a při provádění určitých operací, které dávají otvoru požadovaný profil (například rozšíření vybrání v horní části otvoru určeného pro šroub hlavy).
Záhlubníky jsou rozděleny do několika typů podle způsobu upevnění ve stroji:
- jízdní;
- ocas (s metrickým kuželem nebo s Morse kuželem – typy stopky pro montáž do stroje).

Podle návrhu jsou záhlubníky následujících typů:
- prefabrikovaný;
- Celý;
- svařované;
- s tvrdokovovými vložkami.
Pevná jádrová vrtačka je podobná vrtačce, takže její druhý název je vrták. Má více než jednoduchý vrták, spirálové drážky a řezné hrany (3 až 6 zubů). Řezná část nástroje, jak stanoví GOST 12489-71, je vyrobena z rychlořezné oceli P18, P9 nebo s břitovými destičkami z tvrdokovu (BK4, BK6, BK8 pro obrábění litiny, T15K6 pro obrábění oceli). Nástroj vybavený karbidovými břitovými destičkami má vyšší produktivitu (vyšší řeznou rychlost) než nástroj vyrobený z rychlořezné oceli.
Existuje také kuželový záhlubník (pro opracování ploch kuželové konfigurace) a tzv. reverzní typ záhlubníků.

Spirálové ocasní vrtáky
Zahlubování a související operace
Zahlubování je podobné operaci vystružování: oba procesy se provádějí s hotovým otvorem. Rozdíl je v tom, že výsledek vystružování je přesnější. Během provozu se odstraňují vady vzniklé po lisování, odlévání nebo vrtání. Zlepšují se takové ukazatele, jako je čistota povrchu, přesnost, je dosaženo vysokého stupně soustřednosti.
Při vytváření otvorů vrtákem (zejména hlubokých) je často pozorována odchylka od středu kvůli nízké tuhosti nástroje. Záhlubník se od vrtáku liší tím, že má vyšší tuhost díky zvýšenému počtu řezných zubů. Je důležité, aby tento rozdíl poskytoval přesnější směr pohybu nástroje a při menší hloubce řezu byla pozorována vysoká čistota. Při vrtání otvorů lze získat kvality 11–12, drsnost povrchu otvoru je Rz 20 mikrometrů. Při vystružování získáme stupně 9–11, drsnost 2,5 mikrometru.

Kuželové výstružníky Morse
Ještě přesnější operací je proces nasazení (6-9. třída, Ra 1,25-0,25 mikrometrů). Jedná se o jemné řezání. Vystružování otvorů je operace polotovaru. Zahlubování a vystružování otvorů, pokud obě tyto operace technologický postup zajišťuje, se provádí při jedné montáži dílu na stroj.
Často si pletou zahlubování a zahlubování děr a nesprávně nazývají jiný nástroj zahloubením – zahloubením (viz foto níže). Záhlubníky mají na rozdíl od záhlubníků jiný design a používají se k řešení jiných technologických problémů.

Zahloubení se používá v procesu zkosení horní části otvorů, stejně jako k získání kuželových vybrání. Existuje také válcový záhlubník, ale správnější je nazývat takový nástroj záhlubníkem. Pomocí takového nástroje se v detailech získají vybrání vhodného tvaru. K provedení takové operace zahloubení lze také použít univerzální nástroj – vrták speciálně kombinovaný se záhlubníkem.
Po zhlédnutí tohoto videa snadno pochopíte princip fungování a účel zahloubení, stejně jako jeho rozdíl od zahloubení a dalších souvisejících nástrojů pro vytváření otvorů.
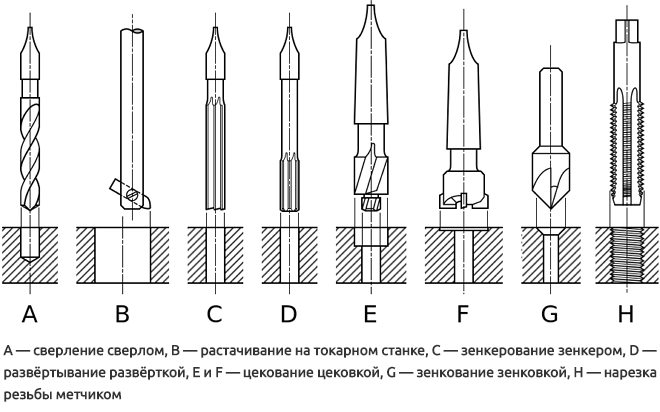
Aby nedošlo k záměně v podobných operacích, stačí zvážit a zapamatovat si toto schéma, které jasně vysvětluje konstrukční rozdíly a účel nástrojů pro zpracování otvorů.
Pravidla vystružování kovů
Doma se pro zahlubování prohlubní (například pod hlavy šroubů nebo pro změnu průměru otvoru ve větším směru) hodí i jednoduchá vrtačka připevněná k elektrické nebo i ruční vrtačce. V průmyslovém měřítku je vystružování operace, která vyžaduje značný výkon a přesnost použitého zařízení. Proto se ve výrobních podmínkách k provádění zahlubování, jako ve skutečnosti zahlubování, používá zařízení:
- soustružení (nejčastěji);
- vrtání (alespoň často);
- vyvrtávání (často jako jedna ze sekundárních operací);
- agregát (jako sekundární provoz automatizované linky);
- vertikální nebo horizontální frézování (vzácné).
Při zpracování otvoru získaného ve výrobku při jeho odlévání je vhodné jej nejprve vyvrtat frézou o hloubce asi 5–10 milimetrů, aby zahloubení nabralo správný počáteční směr.
Při zpracování ocelových výrobků se doporučuje používat řezné kapaliny. Proces vystružování litiny a neželezných kovů nevyžaduje chlazení. Správný výběr kovoobráběcích nástrojů používaných pro zahlubování i zahlubování je velmi důležitým krokem. Chcete-li to provést, věnujte pozornost některým faktorům:
- Typ nástroje se volí v závislosti na materiálu dílu, povaze zpracování. Mělo by se také vzít v úvahu umístění otvoru, sériovost prováděných procesů.
- Na základě dané hloubky, průměru, požadované přesnosti zpracování se volí velikost nástroje pro zahlubování a zahlubování.
- Provedení záhlubníku a záhlubníku je dáno způsobem uchycení nástroje na stroji.
- Materiál nástroje pro provádění operací zahlubování nebo zahlubování závisí na materiálu obrobku (existují například zahloubení speciálně pro obrábění dřeva), intenzitě pracovního režimu a některých dalších faktorech.

Zahlubování na CNC vertikální vrtačce
Vrták se vybírá z referenčních knih nebo se řídí takovým regulačním dokumentem, jako je GOST 12489-71. Nástroj musí splňovat určité technické podmínky použití, které také stanoví GOST 12489-71.
- Výrobky z konstrukční oceli s otvory do průměru 40 milimetrů se opracovávají záhlubníkem z rychlořezné oceli o průměru 10-40 milimetrů, respektive 3-4 zuby.
- Pro výrobky z těžkoobrobitelných a kalených ocelí se při vyvrtávání používá obrábění s tvrdokovovými deskami o průměru 14-50 milimetrů a mající 3-4 zuby.
- Ve výrobcích z konstrukční oceli jsou otvory do průměru 80 mm vyvrtány záhlubníkem z rychlořezné oceli pomocí skořepinových hlav o průměru 32–80 mm.
- U výrobků z neželezných kovů a litiny se pro vrtání slepých otvorů používá perová vrtačka.
- Slepé otvory o průměru 15–25 milimetrů jsou zpracovány speciálním zahlubovacím nástrojem, v jehož těle je kanál, kterým je chladicí kapalina přiváděna do řezné zóny.
Nezbytnou podmínkou pro zahloubení je dodržení povolenek. Průměr zvoleného nástroje by měl případně odpovídat konečnému průměru otvoru po obrobení. Když se po vystružování plánuje vystružování otvoru, průměr nástroje se zmenší o 0,15–0,3 mm. Pokud se plánuje hrubé vyvrtávání nebo vrtání pro zahlubování, je nutné ponechat na straně přídavek 0,5 až 2 milimetry.
Zahlubování je mnohem produktivnější proces než řezání frézami. Řezná rychlost pro záhlubník vyrobený z rychlořezné oceli se blíží procesu vrtání a rychlost posuvu je 2,5–3krát vyšší. Proto je proces vystružování rychlejší než proces vrtání.
















