Přírubový spoj je nejzranitelnějším a nejslabším místem potrubí.
Montáž potrubí s přírubami je jednou z nejběžnějších a nejkritičtějších operací při výrobě a instalaci potrubí, protože porucha přírubového spojení vyžaduje odstavení potrubí.
K únikům média netěsnostmi v přírubových spojích při testování a provozu potrubí dochází v důsledku slabého dotažení přírub, deformací mezi rovinami přírub, špatného čištění těsnicích ploch přírub před instalací nového těsnění, nesprávné instalace těsnění mezi příruby, použití nekvalitního těsnícího materiálu nebo materiálu, který nevyhovuje environmentálním parametrům, vady na těsnicích plochách (zrcátkách) přírub.
Proces montáže přírubového spoje spočívá v instalaci (montáži), vyrovnání a upevnění přírub na koncích trubek, instalaci těsnění a spojení obou přírub pomocí šroubů nebo svorníků. Před montáží přírubového spoje se ověřuje přímost os spojovaných úseků trubek.
Při montáži přírub na potrubí v souladu s SNiP ShT.9-62 musí být splněny následující požadavky.
Odchylka kolmosti příruby п k ose potrubí (zkreslení), měřeno podél vnějšího průměru příruby (obr. 99, a) by nemělo přesáhnout 0,2 mm za každých 100 mm průměr potrubí navržený pro práci pod tlakem do 16 kgf/cm 2, 0,1 mm – pod tlakem od 16 kgf / cm 2 na 64 kgf / cm 2 a 0,05 mm pod tlakem nad 64 kgf/cm2.
Příruby musí být instalovány tak, aby otvory pro šrouby a svorníky byly umístěny symetricky k hlavním osám (vertikální a horizontální), ale nesplývaly s nimi (obr. 99,6). Posuny os otvorů pro šrouby v přírubách т vzhledem k ose symetrie by neměla překročit ± 1 mm s průměrem otvoru 18-25 mm, ± 1,5 mm – ve 30-34 mm a ±2 mm – ve 41 mm.
Posunutí os otvorů příruby po obvodu trubky se kontroluje pomocí olovnice nebo vodováhy, ze které se zjistí svislá nebo vodorovná osa, a poté se posunutí otvorů řídí pravítkem.
Kolmost příruby se kontroluje zkušebním čtvercem (obr. 100) a spároměrem. Přírubová mezera 2 a čtverec 1 měřeno v bodech diametrálně opačných k bodům dotyku.
Pro montáž na trubky se jmenovitým vrtáním do 200 mm Pro ploché a natupo svařované příruby s jejich vystředěním podél vnitřního průměru trubky použijte zařízení znázorněné na Obr. 101. Zařízení se skládá z pákového zařízení 1 namontované na tyči 3, a disk 5. K instalaci příruby 6 pákový mechanismus je vložen dovnitř potrubí 2. Když se tyč otáčí 3 ve směru hodinových ručiček se páky rozbíhají a tlačí tyče 4 ke stěně potrubí, zatímco disk je instalován přísně kolmo k ose potrubí. Ploché příruby jsou instalovány na disku zařízení (pozice 1), a na tupo svařované – podél konce trubky a upínacích lišt (poloha II). Po kontrole polohy příruby je zajištěna svařováním elektrickým obloukem.
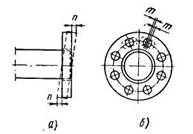
Rýže. 99. Poloha příruby při instalaci na potrubí:
a je odchylka od kolmosti příruby k základně. trubky,
b – posunutí os otvorů pro šrouby v přírubách vzhledem k ose symetrie
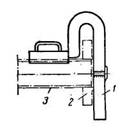
Rýže. 100. Kontrolní čtverec:
I – náměstí, 2 – příruba, 3 – komín
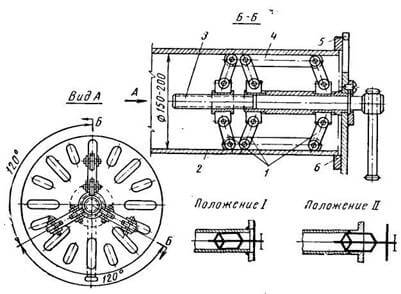
Rýže. 101. Zařízení pro montáž přírub s vyrovnáním podél vnitřního průměru trubky:
1 – pákové zařízení, 2 – trubka, 3 – tyč s knoflíkem, 4 — lišta, 5 — disk, 6 – příruba
Při montáži potrubních prvků a sestav na montážních stojanech se používají speciální mobilní zařízení pro osazení přírub.
Pro montáž přírub na tupo s jmenovitým vrtáním do 5O0 mm nejracionálnější zařízení znázorněné na obr. 102, a. Přivařená příruba je instalována na vyměnitelné ovládací čepy 1, vyrobené podle průměru otvoru pro šroub příruby. Tyto kolíky používají šroub s dvojitým závitem 2 a rukojeti 3 posuňte a zafixujte polohu otvorů pro šrouby příruby symetricky ke svislé ose. Kolmost příruby k podélné ose trubky je dosažena přitlačením jejího zrcadla k rovině instalačního vozíku 4. Koincidence osy příruby s osou trubky se dosáhne vertikálním pohybem vozíku s přírubou pomocí šroubu 5 a rukojeti 6. Zařízení je namontováno na vodicích kladkách 7, a po sestavení a přichycení lze prvek snadno odrolovat.
Při montáži ploché příruby na takové zařízení se do ní vloží instalační kroužek tak, aby trubka nedosahovala na konec vozíku (rovinu příruby) o požadovanou hodnotu. Nevýhodou tohoto provedení je nutnost individuálního vyrovnání vnitřního otvoru příruby a trubky při montáži.
Na Obr. 102,6 ukazuje zařízení pro montáž plochých přírub se jmenovitým vrtáním do 500 mm. Od výše popsaného se liší tím, že na instalačním vozíku je spolu s ovládacími čepy připevněn trn 8, mající řadu válcových výstupků, jejichž průměry odpovídají vnitřním průměrům sestavených přírub. Šířka výstupků se bere v úvahu s ohledem na hodnotu, na kterou není příruba nastavena. Koncové plochy výčnělků jsou zpracovány přísně kolmo k podélné ose. Příruba se nasadí na trubku a přitlačí se zrcadlem na koncovou plochu trnu. Montážní vozík se posune pomocí šroubu 5 tak, aby jeho výška byla ve stejné ose s trubkou.
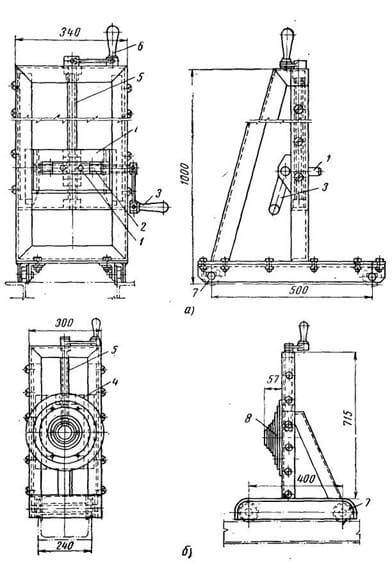
Rýže. 102. Zařízení pro montáž přírub:
а – svařovaný na tupo, б — ploché svařované; 1 – ovládací kolík, 2 – dvouzávitový šroub,
3, 6 – rukojeti, 4 – instalační vozík, 5 – šroub, 7 – vodicí válečky 8 – trn
Pokud příruba není zkosená nebo je velikost zešikmení přijatelná, provede se konečná montáž spoje s montáží těsnění. Před instalací se měkká těsnění (z paronitu, lepenky, azbestu) navlhčí vodou a na obou stranách se potřou suchým grafitem. Těsnění není možné mazat tmelem nebo grafitem zředěným v oleji, protože tmel a olej připalují k přírubovým zrcadlům a poškozují jejich povrch.
Těsnost přírubového spoje do značné míry závisí nejen na čistotě povrchu zrcadel přírub, kvalitě a velikosti těsnění, ale také na pečlivé a zručné montáži a dotažení matic. Před montáží přírubových spojů s výstupkem a vybráním byste se měli ujistit, že výstupek jedné příruby volně zapadá do vybrání příruby, která k ní přiléhá, a že těsnění není posunuto jedním nebo druhým směrem.
Montáž trubek s volnými přírubami na svařovaný kroužek nebo přírubová trubka se neliší od výše uvedeného a spočívá především v přípravě konce trubky.
Oprava nesouososti přírub během jejich montáže utahováním šroubů nebo svorníků, stejně jako eliminace mezer instalací klínových těsnění není povolena. Takový zásah způsobuje jednostranné stlačení těsnění a nepřijatelné natažení šroubů nebo svorníků, v důsledku čehož se spojení uvolní. Příliš utažené šrouby nebo svorníky se mohou během provozu zlomit.
Matice přírubových spojů s paronitovým těsněním se dotahují křížovým způsobem. Nejprve utáhněte jeden pár protilehlých šroubů, poté druhý pár, umístěný pod úhlem 90° k prvnímu. Postupně utahujte všechny šrouby příčným otáčením matic. Při této sekvenci utahování matic nedochází k žádné deformaci přírubových spojů.
Matice s kovovými distančními vložkami se utahují kruhovým způsobem, to znamená, že u troj- nebo čtyřnásobného kruhového okruhu jsou všechny matice utaženy rovnoměrně. Matice přírubových spojů se utahují pomocí ručních a silových ráčnových klíčů. Mezi elektrické nářadí patří klíče s elektrickým nebo pneumatickým pohonem. Rovnoměrnost utažení a velikost napnutí svorníků přírubových spojů a vík ventilů na vysokotlakých potrubích za studena se kontroluje pomocí momentových klíčů měřením prodloužení svorníku během utahování. Přípustná velikost studeného napětí čepů je v rozmezí od 0,03 do 0,15 mm za každých 100 mm délka čepu.
Při demontáži a opravách přírubových spojů se pro posuv používají zařízení s klínem. Po demontáži přírub nezapomeňte vyměnit těsnění. Staré těsnění nelze nainstalovat, i když je jeho stav zcela vyhovující.
Při montáži přírubových spojů je zakázáno nechávat uvolněné šrouby nebo svorníky, spojovat příruby bez těsnění a ponechat montážní šrouby.
Šroub ve spojení není šroub – je to pružina! Utahování přírub je místo, kde utahujete nebo povolujete pružinu. Obrázky č. 1 ukazují, jak lze pružinu považovat za podepření šroubu utahujícího příruby.

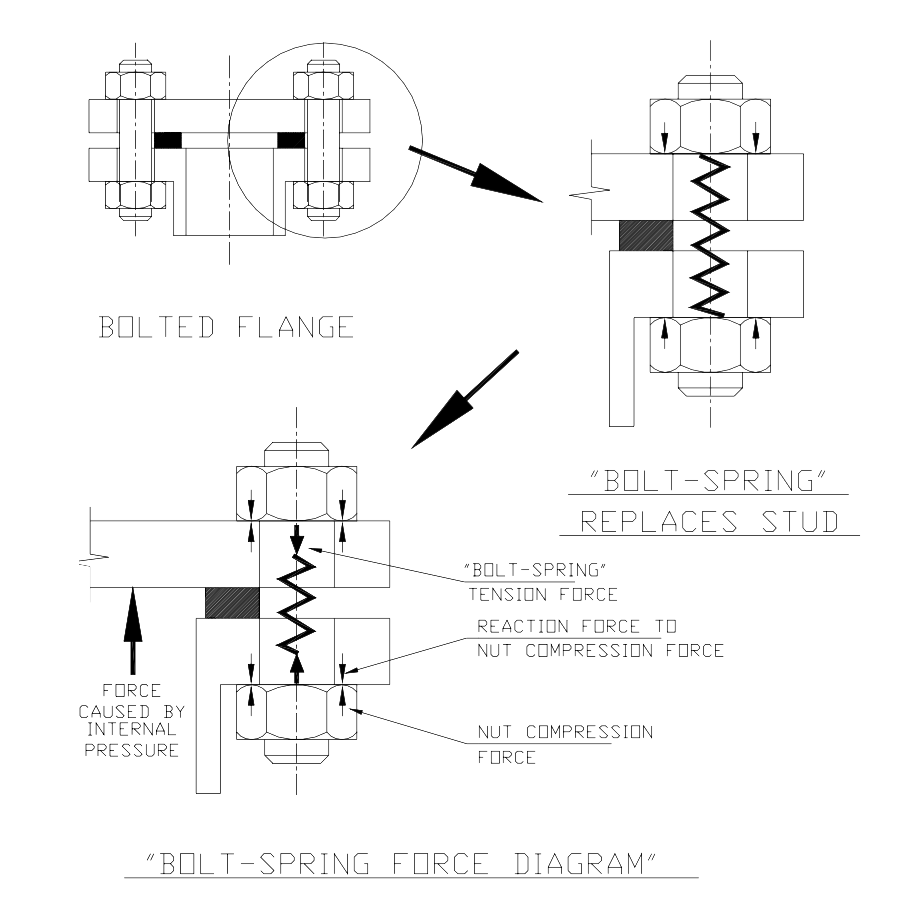
Obrázek č. 1. Síly působící na „svorník-pružinu“
Síla šroubu a pružiny musí přiblížit příruby k sobě než síly působící na jejich odtlačení. Pokud je pružina šroubu příliš volná, tlak natáhne šroub, což způsobí otevření a netěsnost příruby. Aby se zabránilo oddělení příruby, jsou šrouby předepnuty (napnuty). Hodnoty krouticího momentu šroubu se vypočítají tak, aby se získal šroub natažený alespoň na 65 % jeho meze kluzu.
Mez kluzu je napětí, při kterém se dřík šroubu začíná natahovat (mezní je okamžik, kdy dojde k jeho přetržení).
Těsnění není těsnění
Když je těsnění vtlačeno mezi příruby, chová se jako těsnění i jako pružina. Obrázek č. 2 ukazuje, že těsnění se chová jako pružinový materiál, který vyvíjí svou vlastní reakční sílu. V tomto článku to bude označováno jako “distanční pružina”.

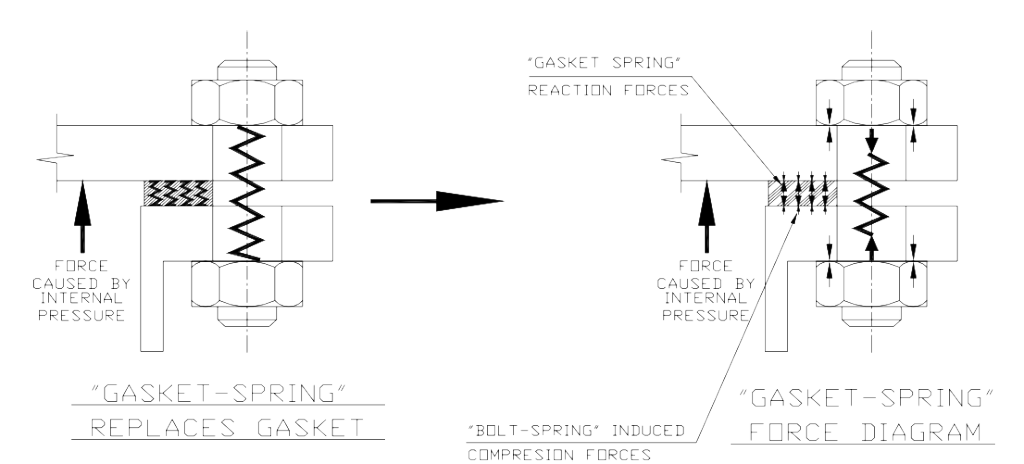
Obrázek č. 2. Síly působící na „těsnicí pružinu“
“Rozpěrka-pružina” se bude plížit (mačkávat) s časem nebo teplotou.
Tečení těsnění je postupná ztráta jeho pružnosti. Napětí pružiny v těsnění slábne. Tečení těsnění může vyžadovat pravidelné napínání přírub. Často je nutné zkontrolovat tabulky šroubů a utahovacích momentů výrobce těsnění, abyste vybrali maximální přípustný utahovací moment, který bude použit.
Při použití pryžových, korkových nebo podobných měkkých distančních vložek již nelze šrouby natáhnout, aby zajistily distanční vložku na místě. Pokud jsou šrouby utaženy, měkké těsnění se vymáčkne. Při použití měkkých těsnění je těsnění zajištěno pouze pružinovými vlastnostmi materiálu těsnění. Měkká těsnění lze používat pouze v prostředí s nízkým tlakem.
Typicky se lepidlo nanáší na povrchy těsnění, aby je mechanicky spojilo s povrchy přírub a snížilo pravděpodobnost úniku.
Abyste zabránili netěsnosti příruby, je třeba zkontrolovat několik věcí. Následující tabulka poskytuje několik pokynů.
Co je potřeba
- Hřídel pružiny šroubu musí být natažen na 75 % – 80 % výtěžnosti materiálu a překročit maximální zatížení šroubu.
- Použijte šrouby s dostatečnou pevností v tahu, aby vydržely proces a utahovací síly přírub.
- Napětí šroubu musí brát v úvahu cyklické zatížení, rázové zatížení, smykové zatížení a vibrace.
- Při utahování šroubů se snažte utahovat rovnoměrně a plynule.
- Čisté, rovné povrchy přírub.
- Utahovací příruby. Použijte podložky pod hlavu šroubu a matici.
- Těsnění musí být vhodné pro udržení obsahu potrubí a musí mít zanedbatelné prokluzování těsnění.
- Vyřízněte úhlednou podložku s těsnou tolerancí, aby zcela zakryla přítlačnou plochu příruby.
Co mám dělat?
Zeptejte se výrobce šroubu na maximální točivý moment šroubu a počet závitů z těsného uložení, abyste toho dosáhli, nebo použijte podložky indikující zatížení.
Jako poslední možnost použijte vysoce kvalitní napínací klíč podle specifikací utahovacího momentu výrobce šroubů. Zkontrolujte razicí značky hlavy šroubů podle norem výrobce hlavy šroubů, abyste se ujistili, že šrouby a matice splňují požadavky na provozní zatížení.
Vyměňte šroub na vyšší pevnost v tahu a více jej utáhněte. Ujistěte se, že všechny šrouby mají stejnou kapacitu a průměr. Lehce namažte závity šroubů a dodržujte doporučenou sekvenci utahování šroubů.
Zkontrolujte, zda jsou obě příruby čisté a ploché. Umístěte ocelovou rovnou hranu na každou stranu a ujistěte se, že jsou ploché. Povrchy přírub stroje nejsou rovné a jsou dostatečně silné, aby splňovaly požadavky tlakového předpisu.
Účelem podložky je rovnoměrně rozložit zatížení a eliminovat vliv vysokých míst pod hlavou nebo maticí způsobujících nerovnoměrné podepření.
Vyberte nejtenčí distanční vložku kvůli vysokým požadavkům na přizpůsobení.
Použijte nová těsnění, protože stará těsnění ztratila „pružinu“. Těsnění musí zcela zakrývat tlakové plochy, aby zatížení na přírubu těsnění rovnoměrně stlačovalo.
Utažení šroubu a matice
Utahování přírub „dotykem“ je nejnepřesnější metoda.
Vzhledem k tomu, že “pocity” každého jsou jiné, existuje 35% pravděpodobnost chyby. Použití momentového klíče má chybu 25 %. Počet otáček z čisté chyby je 15 %. Plněné podložky mají chybu 10 %. Změna měření délky šroubu má chybu 5 %. Měření napětí šroubu je nejpřesnější metodou s chybou 1 %.
Obrázek č. 3 poskytuje představu o tom, jak měřit točivý moment. Točivý moment je míra zkroucení vytvářeného silou působící v kolmé vzdálenosti od bodu zkroucení. Skica ukazuje muže o hmotnosti 80 kg stojícího na vodorovném klíči o délce jednoho metru.
Tato osoba aplikuje točivý moment asi 800 Newtonmetrů (Nm) (80 kg x 10 m/s2 = 800 Nm). Ale to je na hladině moře v plné gravitaci, v prostoru, kde člověk nebude mít žádnou váhu, nebude moci touto metodou aplikovat točivý moment. Pokud by byl klíč dlouhý 500 mm (polovina předchozí délky), točivý moment by byl 400 Nm, a pokud by byl dlouhý 300 mm, točivý moment by byl kolem 250 Nm.

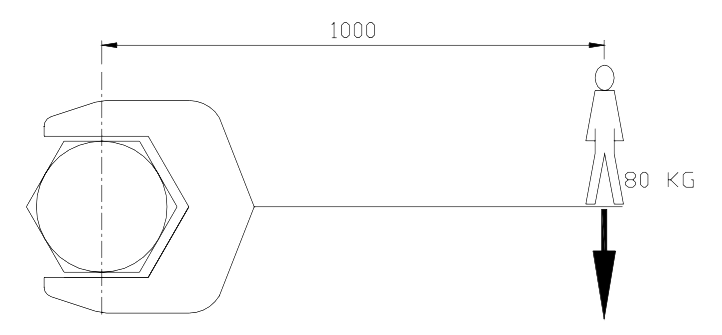
Obrázek č. 3. Utahovací moment na matici
Utahovací moment příruby doporučený pro vysoce pevné 20mm šrouby pro dosažení 75% meze kluzu je přibližně 550 Nm. Osoba utahující přírubový šroub o průměru 20 mm pomocí dlouhého klíče 300 mm nebo dokonce 450 mm pravděpodobně nevyvine dostatečnou sílu k utažení šroubů.
U šroubů o průměru 20 mm nebo větším, v závislosti na tlaku potrubí a typu těsnění, může být nutné použít prodlužovací rameno klíče nebo hydraulický napínač matic, aby se dosáhlo požadovaného utahovacího momentu.
Povrch závitu šroubu
Povrchová úprava závitů šroubu a matice také ovlivňuje velikost točivého momentu potřebného k předpětí (natažení) šroubu.
Suché pozinkované závity šroubů vytvářejí větší tření mezi šroubem a maticí než šrouby, které jsou dobře opracované a namazané. Při stejném aplikovaném kroutícím momentu by utahování suchého galvanizovaného závitu způsobilo menší prodloužení šroubu než utahování upraveného a mazaného závitu. Existují tabulky, které udávají faktory, které lze použít ke zvýšení nebo snížení výrobcem doporučeného utahovacího momentu šroubu.
Pohybují se od 2,1 pro suché galvanizované závity do 0,7 pro dobře opracované a mazané závity.
Sekvence šroubů
Výkres na obrázku č. 4 slepých přírub s otvory pro šrouby příruby ukazuje sekvenci kroků při výrobě přírub.
Po odstranění otřepů lehce namažte závity šroubů. Vložte šrouby do otvorů v přírubě a začněte utahováním všech šroubů prstem. Potom v tomto pořadí utáhněte šrouby na poloviční utahovací moment, znovu v tomto pořadí, utáhněte šrouby na konečný utahovací moment, nakonec vraťte všechny šrouby zpět v tomto pořadí a znovu je utáhněte. až do poslední chvíle, abyste potvrdili, že je vše správně.
Tato metoda umožní, aby sendvič zůstal na místě a rovnoměrně zatížil “distanční pružinu”.
















