
Řezné kotouče pro ruční úhlové brusky se dodávají ve dvou typech – typ 41 a typ 42. První jsou ploché, druhé mají zapuštěnou průchodku (někdy se jim říká miskovité). Druhé jsou vhodnější v případech, kdy je nutné odříznout výztužnou tyč vyčnívající ze stěny v jedné rovině se stěnou, takový pohárový kruh umožňuje provést řez téměř rovnoběžný se stěnou. Nejoblíbenější mezi výrobci i spotřebiteli. Existuje 41 typů řezných kotoučů na kov.
O značení. Na samotném řezném kotouči jsou zpravidla uvedeny rozměry kotouče, jeho trvanlivost na ocelovém vnitřním kroužku (nebo datum výroby), maximální provozní rychlost a specifikace. Kromě toho jsou uvedeny rozměrové parametry kruhu – vnější průměr, tloušťka kruhu a montážní průměr (obvykle 22,23 mm). Vnější průměr vlastně udává třídu (typ) brusky, pro kterou je tento kotouč určen – 115, 125, 150, 180, 230 mm atd. Při výběru řezného kotouče je nejprve nutné určit specializaci kotouče (abrazivní řezné „spotřební materiály“ se vyrábí pro řezání nejen kovu (železný kov a ocel), ale také nerezové oceli, kamene a dokonce i univerzální verze). Uvádějí také velikost kruhu, jeho trvanlivost, maximální provozní rychlost a značení. Označení řezného kotouče pro úhlovou brusku obvykle vypadá takto: A54SBF nebo jiné možnosti 14A63H35-39BU. Prvním symbolem je typ brusného zrna (A – normální elektrokorund, AS – bílý elektrokorund), číslo je zrnitost, S – tvrdost (podle evropského schématu označení, v Rusku může být označení T1, T2 atd. použité), B – bakelitové vazivo, F—přítomnost výztužných prvků (sklolaminátové síťoviny). O značení a jeho dekódování můžete napsat samostatný článek, někteří výrobci, například Luga nebo Isma, všechny detaily na svých stránkách dostatečně podrobně popisují s uvedením všech informací pro konkrétní typy kruhů.
Řezné kotouče pro úhlové brusky dělají se vždy na bakelitovou vazbu a vždy s výztužnými prvky a musí tam být minimálně dvě oka, mluvíme-li o řezacích kolečkách. Pro brusné kotouče se používají tři oka. Normální elektrokorund (oxid hlinitý) se používá na kotoučích pro řezání železných kovů. Kotouče s bílým elektrokorundem – oxid hlinitý, ale bez železa, síry a chlóru ve složení i ve formě nečistot, jsou určeny pro řezání nerezové oceli. Procento obsahu oxidu hlinitého v něm dosahuje 99%. Bílý elektrokorund nepálí jako normálně, proto se z něj vyrábí kotouče pro řezání nerezové oceli. U nerezové oceli je hoření nepřijatelné – při přehřátí se legující přísady vyhoří a nerezová ocel se změní na běžnou ocel a v místě řezu může začít proces koroze. Je důležité na to myslet při výběru řezacího kotouče a pozorně číst údaje na obalu. Je povoleno obrácené použití, tedy použití univerzálních kol STELL + INOX, nebo pouze s označením INOX pro železné kovy. Při řezání železných kovů s takovými kotouči se obvykle zvyšuje řezné množství jedním kotoučem, ale snižuje se řezná rychlost. Navíc jsou většinou dražší.
Nachází se také zirkoniový elektrokorund, který má ze všech korundových materiálů nejtvrdší zrno. Na jeho základě se vyrábějí kotouče pro řezání a broušení kolejnic i pro hrubé broušení. Mají velmi velká zrna a samotná kola jsou velmi tvrdá – to zvyšuje jejich zdroje.
O zrnitosti – každý výrobce má své složení a recepturu. V závislosti na velikosti frakce vybírají výrobci optimální složení různých složek. Je to právě složení chemických prvků, jejich procento a pokud to přeženete s tvrdostí, kruh se ukáže jako neúčinný, nebude řezat, ale pálit.
Tvrdost je dána nejen recepturou, ale také lisovacím tlakem.
Kromě samotného brusiva a bakelitového pojiva obsahuje kotouč různá plniva. Jejich složení je pro každého jiné a samozřejmě není inzerováno. Třetím důležitým prvkem obsaženým v kruzích je sklolaminátová síťovina. Dodává potřebnou sílu – bez ní (přesněji řečeno bez nich – jak již bylo řečeno, měly by být dvě) se kruh nevyhnutelně rozpadne. Síťovina také zabraňuje trhání při bočním zatížení, kterému se nelze vyhnout při provozu úhlové brusky. Nejedná se o stroj, a když budete nástroj držet v rukou, vždy dojde k mírným odchylkám v jednom či druhém směru vedoucí k ohybu kruhu. Takové deformace musí odolat a právě síťovina mu dodává patřičnou pevnost.
Čím je síťovina tlustší, tím je pevnější, ale tím méně abrazivní je v kruhu, což znamená, že její účinnost je odpovídajícím způsobem nižší. Výrobce je nucen hledat optimální poměr, volit tloušťku a sílu pletiva tak, aby kruh měl jak dobrý výkon, tak dostatečnou pevnost.
Čím tenčí čepel, tím snazší řezání. Silnější kotouč má větší odpor materiálu, což znamená, že řezání bude vyžadovat větší sílu. Tenké kruhy se řežou mnohem snadněji, rychleji a přesněji. Méně zahřívají materiál, ale také intenzivněji brousí. Takové kotouče jsou ideální volbou pro úhlové brusky s nízkým výkonem nebo akumulátorové modely, které spotřebují méně energie na řez. Standardní tloušťka kotouče o průměru 125 mm je 2-2,5 mm. Tenká varianta pro kotouč stejného průměru – 1-1,2 mm. Existuje názor, že tenké kovové řezné kotouče lze snadno zlomit na cestách, takže se mnozí bojí je koupit. Ve skutečnosti byste se neměli bát, protože uvnitř kruhu, bez ohledu na tloušťku, jsou nejméně dvě výztužné sítě; v každém případě je povinné použití ochranného pouzdra a osobních bezpečnostních prostředků. Řezací kotouč je však nutné před použitím pečlivě prohlédnout, nesmí se používat řezací kotouče s jakýmkoliv mechanickým poškozením (odštěpky, praskliny, znatelné rozměrové odchylky).
Řezání, hrubování nebo broušení.
Řezné kotouče se obvykle používají pouze pro řezání a řezání různých kovových konstrukcí. Pokud potřebujete nejprve vyčistit malé rovné plochy, musíte použít hrubovací nebo brusné kotouče na kov. Tento typ vyniká samostatně – TYP 27. Jsou celkem snadno rozeznatelné pouhým okem – jejich tloušťka je 6 mm. V poslední době se pro univerzální použití používají takové kruhy jako combi (univerzální 3v1). Tyto kotouče jsou ideální pro řezání, odstraňování otřepů a broušení. Samozřejmě nemají maximální zdroje, ale pro univerzální použití jsou vynikajícím řešením. VIDEO KRUHŮ 3 v 1 zde.
Na obrázku jsou oblíbené kruhy KLT (okvětní lístek end circle). Tyto kruhy jsou určeny pro čištění velkých ploch od rzi, otřepů a dalších problémů na velkých plochách. Šedá barva okvětních lístků je oxid křemičitý hlavně u černých ocelí, zirkonium (barva modrého korundu) je hlavně u nerezových ocelí.
V poslední době jsou velmi oblíbené polymerové kruhy (černé a fialové). Poslední jmenované jsou nejtvrdší a nezanechávají na dílech šmouhy. Takové kotouče postupně nahrazují jak brusné kotouče, tak KLT, ale stále jsou znatelně drahé (rozdíl 500 rublů).
 | %20%D0%BF%D1%80%D0%BE%D1%84%D0%BE%D1%81%D0%BD%D0%B0%D1%81%D1%82%D0%BA%D0%B0.jpg) |
| brusné/čistící kotouče | kombinované kotouče (řezání + čištění + broušení) |
 |  |
| klt kruhy (oxid křemičitý) | klt kruhy zirkon |
 |
| abrazivní polymerové kotouče |
Kovová kola, specializovaná podle druhu materiálu (nerez, litina atd.), univerzální.
V první řadě je třeba při výběru myslet alespoň na to, jaký kov bude nutné zpracovat. Každé řezací kolečko označuje typ materiálu, pro který je určeno. Řezné kotouče na kámen si již téměř nepamatujeme, protože diamantové kotouče se používají pro profesionální nebo trvalé použití. Při zpracování kovu je však třeba dávat pozor při výběru. Nejlepším řešením je použití specializovaných řezných kotoučů na kov. Nejčastěji se používají kruhy na kov nebo ocel. Tyto kotouče se doporučují pro řezání většiny typů oceli, ale je důležité si uvědomit, že se nedoporučují pro řezání nerezové oceli. Pokud použijete řezací kotouč s nápisem FOR METAL nebo FOR STEEL, vaše nerezová ocel po řezání zreziví.
Existují speciální kovová kola na litinu, neželezné kovy atd. Právě specializovaná kola nejlépe zajistí kvalitní práci jak z hlediska parametrů výsledného produktu, tak nemění jeho vlastnosti.Například všechna speciální kola určená pro nerezové oceli obsahují označení INOX nebo software STAINLESS STEEL.
Nyní nabízejí univerzální řezné kotouče na kov, to znamená s označením pro všechny druhy kovů včetně nerezu, barevných kovů a dalších.
 |  | |
| univerzální kruh | speciální kruh pro nerez | kruh pro kov, ocel |
POŽADAVKY NA KVALITU A BEZPEČNOST ŘEZNÉHO KOTOUČE
Lineární rychlost otáčení kotouče je 80 m/s (na okraji) – uvedena na každém řezném kotouči. Bezpečnostní požadavky uvádějí, že s úhlovou bruskou je nutné pracovat pouze s ochranným obalem a osobními bezpečnostními prostředky.
U řezných kotoučů pro úhlové brusky musí být minimální přípustná rychlost ničení minimálně 150 m/s. To znamená, že je vyžadována téměř dvojnásobná bezpečnostní rezerva ve srovnání s provozní rychlostí. K této pevnosti významně přispívá kromě vazu výztužná síťovina.
Brusné kotouče jako potenciálně nebezpečné produkty podléhají povinné certifikaci.

O pilových kotoučích na dřevo (jedná se o nejoblíbenější materiál pro řezání) lze snadno zjistit mnoho různých informací. Ale např. pro řezání kovů (neželezných materiálů a oceli) bohužel moc informací není. Rozhodli jsme se vás nejen informovat o hlavních bodech při výběru nebo použití pilového kotouče na hliník, ale také je otestovat a vzájemně porovnat.
Začněme tím, že pilové kotouče nemají na rozdíl od jiného spotřebního materiálu přísné normy. Vládnou zde výrobci nářadí a od nich „tančí“ především velikosti a typy pilových kotoučů. Pilové listy na kov lze tedy používat na ručních kotoučových pilách, na příčných řezacích strojích a na stacionárních nebo přenosných pilách. Protože řezání kovů je většinou úkolem profesionálních uživatelů, jsou na velikost a kvalitu řezání kladeny další požadavky. Právě v kategorii pilových kotoučů na hliník se evropské a světové značky a omezený seznam ruských značek těší největší poptávce a nejlepší pověsti. Zde není jejich úplný seznam.

Abychom byli přesní, na světě není více než 5-10 společností, které skutečně dokážou pravidelně vyrábět vysoce kvalitní pilové kotouče. V těchto továrnách jsou zpravidla vyráběny známé značky, což téměř 100% zaručuje trvale vysokou kvalitu produktu.
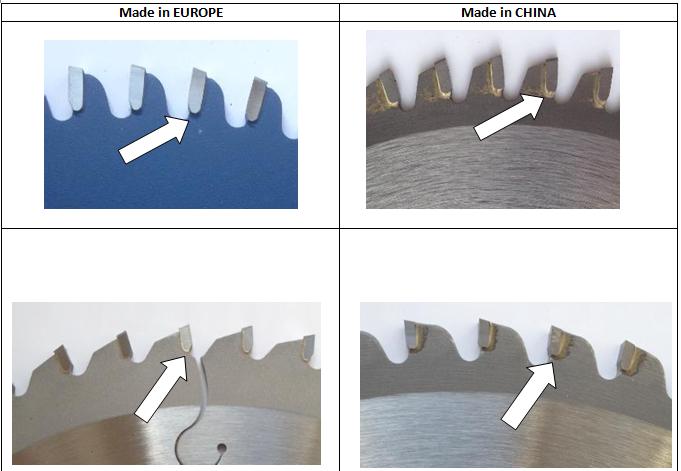
O pilových kotoučích a jejich vlastnostech jsme publikovali článek v jednom z předchozích časopisů, nutno podotknout, že prakticky výroba se nachází buď v Evropě nebo v Číně. Kvalita pilových kotoučů stejného typu dle normy je téměř stejná, lze je však snadno odlišit především kvalitou přivaření karbidových destiček k samotnému tělu kotouče. To je viditelné pouhým okem, ale kvalitu spojení to příliš neovlivňuje, to je patrné z našich testů.
Materiál na řezání. Hliník, tvrdý plast, plasty a plexisklo se svou strukturou liší minimálně, proto se hliníkové pilové kotouče výborně hodí pro řezání těchto materiálů. Při výběru je však důležité pochopit, co chceme řezat – dutý kus nebo masivní.

Někteří výrobci proto na obalech uvádějí, pro které obrobky (duté nebo plné) je konkrétní pilový kotouč nejvhodnější. Například TM ProfOsnastka uvádí, že pro masivní obrobky můžete použít pilové kotouče s nejmenším počtem zubů a naopak, pro řezání dutých a tenkostěnných obrobků se nejlépe hodí pilové kotouče s největším počtem zubů. Na tom bude záviset kvalita řezání.
Počet zubů. Toto je důležitý bod, který je jednoduchou standardní logikou – čím více zubů, tím vyšší je kvalita řezu, a tím vyšší cena pilového kotouče, protože náklady na samotný pilový kotouč jsou tvořeny především , karbidovými deskami – liší se cenou v závislosti na výrobci a na jejich velikosti. Ve standardní logice platí, že čím silnější je deska, tím větší počet řezů bude stačit za předpokladu, že samotný pilový list je navržen pro odpovídající zdroj. Mnoho lidí brousí pilové kotouče. Je důležité, že to lze efektivně provést pouze na vhodných strojích, ale obvykle se náklady na ostření téměř blíží ceně nového pilového kotouče (kromě kruhů s velkým průměrem pro průmyslové řezání).
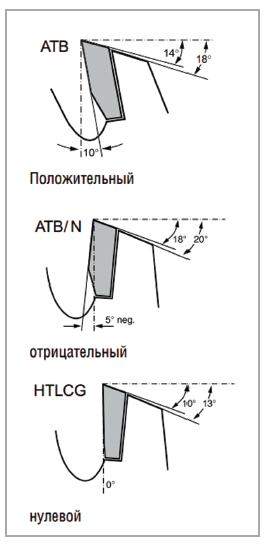
Úhly a typy zubů.
Výsledek řezání závisí na jednoduchých faktorech: tvar zubu, úhly sklonu, počet zubů. Jiné možnosti nejsou, záleží na volbě kombinací tří faktorů – získáme výstupní výsledky. Úhel náklonu může být záporný N (-), kladný P (+) a nulový, bez náklonu. Pilové kotouče s negativním úhlem dávají nejčistší, kvalitní řez v kombinaci s maximálním počtem zubů a naopak kladný úhel dává maximální rychlost řezání při řezání, ale spolu s nejmenším počtem zubů kvalitu řez bude výrazně horší.
















