Během kalandrování je polymerní materiál nepřetržitě protlačován mezerou mezi vyhřívanými dutými válci, které se otáčejí směrem k sobě, což má za následek vytvoření nekonečné tenké vrstvy nebo filmu. Na rozdíl od zpracování na válcích není hlavním účelem technologických operací prováděných na kalandrech změnit stav nebo strukturu materiálu, ale dát mu tvar archu nebo nanést na archový materiál vrstvu polymeru dané tloušťky, která se plynule přivádí do mezery mezi válečky. V tomto ohledu jsou požadavky na povrch válců a přesnost udržování mezer mezi nimi vysoké. Kalandry pracují pouze v kontinuálním režimu a materiál je v každé mezeře pouze jednou.
Typicky se kalandrování provádí ve specializovaných zařízeních – kalandrovacích jednotkách, jejichž hlavní částí je kalandr. Schéma typické jednotky na výrobu PVC fólie je na Obr. 123. Příprava kompozice se provádí v uzavřené míchačce typu 1 (nebo kontinuální míchačce). Hotová směs je vyložena z míchačky na válce podávacích válců 2, páska odříznutá z válců je nasměrována do horní mezery kalandru 4. Cestou ke kalandru prochází páska kolem hlavy detektoru kovů. 3, který přestane podávat hmotu, pokud jsou v ní velké kovové inkluze. Tím se zabrání riziku poškození válečků pádem kovových předmětů do polymeru. Je-li kalandr poháněn extrudérem 9, je na něm instalována pasírovací hlava, jejíž mřížka nepropouští žádné pevné předměty. V tomto případě není potřeba instalovat detektor kovů.
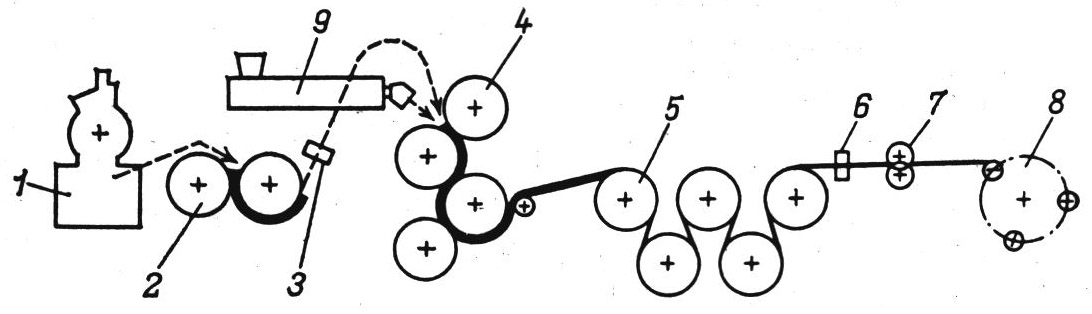
Film opouštějící kalandr 4 jde do chladicích bubnů 5; poté fólie prochází tloušťkoměrem 6, zařízením 7 pro ořezávání okrajů a je přijata na cívku sešívacího zařízení 8.
Kromě toho se na kalandrech provádějí operace jednostranného nebo oboustranného lemování tkanin a také operace ražení povrchu již vytvořeného plošného materiálu.
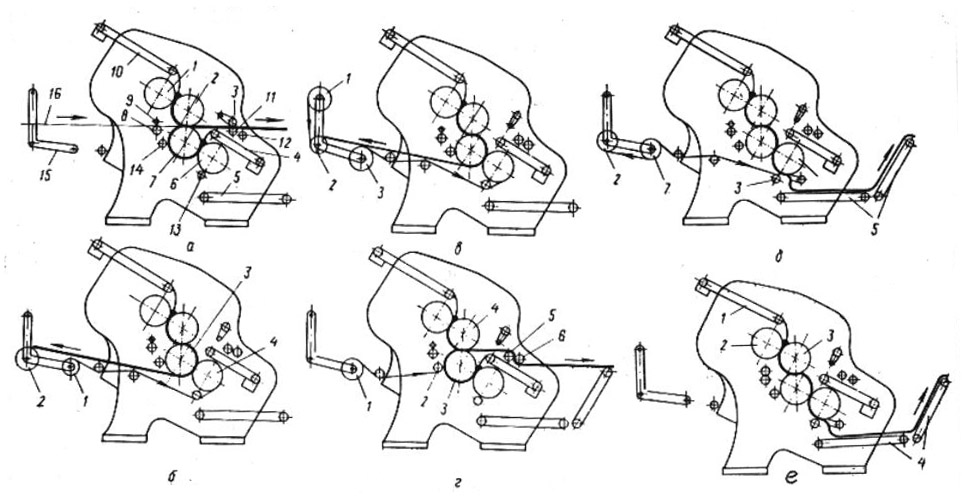
Podívejme se na pořadí provádění těchto operací univerzální čtyřválcový kalandr (obr. 124). Jak je vidět z Obr. 124 a kalandr má kromě hlavních pracovních částí (čtyř válců 1, 2, 6 a 7) mnoho pomocných mechanismů: dopravníky pro přívod kaučukové směsi (4 a 10) a pro příjem hotového výrobku nebo polotovaru. hotový produkt (5); poháněné (8 a 11) nebo volně rotující (3, 12, 13, 14) válce pro tažení, vedení nebo přitlačování pásových materiálů k válci; konečně držák 15 pro instalaci cívek na něj, na který se navíjí (nebo ze kterého se odvíjí) navinutý materiál.
Jednostranná látková podšívka (obr. 124, b). Tkanina, odvíjená z role 1, prochází třemi vodícími válci a je vtahována do mezery mezi válci 3 a 4, kam také vstupuje polymerní směs. Před vstupem do mezery je tkanina po určitou dobu v kontaktu s horkým válcem 4 a zahřívá se, což zvyšuje spolehlivost jejího následného spojení s polymerní směsí. Obložení se provádí prakticky bez tření mezi válečky 3 a 4. Při obložení může být koeficient tření až 1,4. Rozdíl v rychlostech válců podporuje hlubší pronikání kompozitu do pórů tkaniny. Hotová tkanina, vystupující z mezery, se navine na střední hnací cívku 2.
Pokud je nutné zakrýt druhou stranu látky (obr. 124, c), pak se role odstraní ze střední cívky 2 a znovu se nainstaluje na spodní cívku 3, zatímco role propojovací látky je instalována na horní cívka 1. Podšívka je provedena tak, jak je znázorněno na obr. 124, nar. Na cívce 2 je spolu s látkou potaženou oboustranně směsí navinuta tlumicí látka, která zabraňuje slepování produktu v roli.
Současné oboustranné mazání (obr. 124, d). Tkanina, odvíjená z role 1, je přitlačována válcem 2 proti horké směsi na válci 3 a poté padá do mezery mezi válci 3 a 4, kde se setkává s druhou vrstvou směsi. Pomocí 5 hnacích a 6 přítlačných válců je pogumovaná tkanina přiváděna k následnému zpracování nebo k navíjení do role s mezivrstvovou tkaninou.
Duplikace (obr. 124, d). Provádí se, pokud je například nutné nanést na tkaninu další vrstvu polymerní směsi. Tkanina se odvine z role 1 a tlumící tkanina, která zabránila slepení role, se okamžitě navine na cívku 2. Látka, která má být duplikována, procházející vodícími válci, je navíjena přítlačným válcem 3 na vrstva pryžové směsi na válci 4 a je okamžitě přiváděna na přijímací dopravník 5.
Opuštění směsi (obr. 14, f). Polymerní směs je přiváděna dopravníkem 1 do mezery mezi válečky 2 a 3 předběžné kalibrace. Následné dvojnásobné setrvání v mezerách mezi válci zajišťuje vysokou přesnost konečné kalibrace. Hotový arch se odebírá z kalandru dopravníkem.
Podle technologických charakteristik se kalandry dělí na listnatý, mazací, podšívka (duplikát) a ražení. Tyto typy kalandrů se stejně jako válečky liší koeficientem tření a sadou pomocných mechanismů. Všechny jsou vyráběny s pohonem, který umožňuje měnit rychlost otáčení válců v rozsahu 1–10. Minimální (priming) obvodová rychlost povrchu válce by neměla být vyšší než b m/min.
Kromě uvedených specializovaných typů se vyrábí univerzální laboratorní a průmyslové kalandry. Konstrukce posledně jmenovaného zajišťuje plynulou změnu koeficientu tření válců a poměrně kompletní sadu pomocných mechanismů.
Hlavní klasifikační konstrukční rysy kalandrů jsou počet válců a jejich velikosti.
Posledním z hlavních konstrukčních znaků, podle kterých jsou kalandry klasifikovány, je relativní poloha válců. Na Obr. 125 ukazuje různé možnosti uspořádání rolí: a) ve tvaru L; b) ve tvaru L; c) vertikální; d) trojúhelníkový; e) ve tvaru Z; e) ve tvaru písmene S.
– Rozdíly v provedení jsou zásadní: u kalandrů je hlavním žehlicím nástrojem kovový válec, vyhřívaný zevnitř buď elektřinou nebo párou, a soustava žehlících pásů v podobě dopravníku, které se ohýbají kolem válec co nejvíce a přitiskněte prádlo na rovnou plochu určitou silou. To znamená, že zatímco se válec otáčí, pásy se s ním pohybují stejnou rychlostí, do mezery mezi nimi se vtahuje rovné prádlo, dochází k procesu žehlení a zároveň se odpařuje velké množství vlhkosti. Tato konstrukční vlastnost kalandrů umožňuje žehlit prádlo se zbytkovou vlhkostí 50 %, tedy ihned po odstředění (buď v odstředivce nebo v pračce s konečným odstředěním). Proto se kalandrům často říká sušicí a žehlící kalandry; takové stroje jsou produktivnější.
Na kluzištích se tento proces podobá, řekněme, každodennímu procesu žehlení: existuje speciální rádiusová plocha zvaná „žehlicí tác“, na kterou je prádlo přitlačováno válečkem, který prádlo protahuje žehlící plochou. . Samotný váleček je potažen měkkou tkaninou a má speciální pružinovou podvrstvu nebo vinutí kovovou vlnou. Válce oproti kalandrům odpařují méně vlhkosti a jsou méně produktivní, takže válečky mohou žehlit pouze oblečení, které bylo vysušeno v sušičce na zbytkovou vlhkost 25 % nebo nižší. Předpokládá se, že kvalita žehlení na válcích je lepší, protože dochází k kluznému efektu. Současně s tím je však režim žehlení prádla na kalandrech šetrnější, protože nedochází k tření prádla o žehlicí plochu, čímž se prádlo méně opotřebovává.
– Co zajišťuje vysokou kvalitu žehlení na válcích/kalandrech? Jaké parametry to ovlivňují?
– Jak jsem již řekl, kvalita žehlení na válcích je lepší díky procesu klouzání po zahřátém povrchu, protože látka je napnutá, rovnoměrně vyhlazená, jsou odstraněny záhyby, zvlnění a nerovnosti; v kalandrech je to jinak: prádlo je zde pevně přitlačeno k vyhřívanému válci páskami, a pokud se během procesu objeví nějaké záhyby, zůstanou na prádle. Navíc, pokud se mezi stuhami v důsledku jejich nesprávného napnutí vytvoří velká mezera, mohou na prádle zůstat nevyžehlené pruhy.
– Ale přesto se dá na kalendáři dobře vyžehlit dvojitě složené prádlo, prakticky bez pomačkání.
– Vše záleží na tom, jak prádlo zastrčit, na umění žehlícího, k tomu se musíte naučit: žehlící vědí, jak správně zastrčit prádlo jak do válečků, tak do kalandrů, aby se na prádle netvořily žádné obláčky.

– Jaké režimy a pro jaký typ tkaniny lze na ovladači konfigurovat?
– Řídicí ovladače válce a kalandru Vyazma jsou původně vyrobeny tak, aby splňovaly požadavky platné pro různé typy tkanin. Existuje norma, která nastavuje teplotu pro žehlení určitých druhů látek. V souladu s tím mají naše ovladače, i ty nejjednodušší, tři úrovně ohřevu podle teploty žehlicí plochy. Uživatel si v závislosti na typu látky, kterou žehlí, může zvolit jednu nebo druhou teplotu.
V souladu s návodem musí při přepínání z jedné teploty na druhou dostat válec příležitost takříkajíc dosáhnout požadovaného režimu. Ovladače, které se používají na válcích VG-1430, VG-1630, VG-2030, stejně jako na všech kalandrech, se vyznačují plynulým nastavením, to znamená, že uživatel může nastavit téměř jakoukoli teplotu. Kromě toho je možné plynule regulovat rychlost žehlení: ve válcích vzhledem k tácu, v kalandrech – společně s válcem.
Malé ovladače, které používáme na VG-1018 a VG-1218, mají také tři rychlosti žehlení: pomalé, 1,25 m/min, pro nízké teploty; střední – 1,85 m/min, a rychlé, 2,5 m/min, které lze použít pro vyšší teploty. V každém případě si uživatel může vybrat poměr mezi rychlostí a teplotou, a to na základě výkonu, kterého chce dosáhnout, a typu prádla, které žehlí. Ovladače, které řídí velké válce a kalandry, mají rozšířený rozsah otáček s horním limitem, který je díky zvětšenému průměru hřídele dvakrát nebo vícekrát vyšší než rychlost žehlení na malých válcích. Tento parametr zvyšuje produktivitu strojů.
– Jak je organizován nouzový a bezpečnostní systém v žehlícím zařízení Vjazma?
– Na zajištění bezpečnosti stroje jsou kladeny poměrně přísné požadavky euroasijských norem. Naše stroje jsou konstruovány tak, aby plně vyhovovaly předpisům, někdy i nad rámec požadovaných požadavků.
Konstrukce žehlicích strojů Vyazma neumožňuje uživateli, pokud si to záměrně nepřeje, dostat se do míst, kam by se dostat neměl.
Všechny válce a kalandry mají systém ochrany rukou obsluhy, protože vkládání prádla do žehlicí zóny je vždy ruční, aby byly chráněny ruce uživatele v nebezpečné zóně – žehlicí zóně, kde je intenzivní provoz, aby jeho oblečení se nevtahuje dovnitř, je zde speciální bezpečnostní panel, nebo, jak se tomu říká „bezpečnostní lišta“. Pokud se něco zachytí, sepnou se mikrospínače a pohon se zastaví a dokonce se přetočí kalandry, aby uživatel mohl prádlo uvolnit. Pokud je navíc vyžadováno nouzové zastavení, v souladu s požadavky norem je v přístupném prostoru instalován speciální nouzový spínač.

Naše vozy plně vyhovují euroasijským bezpečnostním standardům, někdy i nad rámec požadovaných požadavků
Dále, aby bylo zajištěno, že teplota během ohřevu nepřekročí teplotu, má regulátor nastaven parametr maximální přípustné teploty: i když z nějakého důvodu teplota překročí provozní teplotu nastavenou operátorem, topení se vypne a dojde k přehřátí. nenastane. Pokud naopak za určitou dobu kalandr nedosáhne nastavené teploty, rychlost ohřevu není zajištěna, regulátor signalizuje, že mohou být vadná topná tělesa. Proto je nutné provádět preventivní údržbu, kontrolovat a vyměňovat topné těleso. Také v případě jakýchkoliv přetížení při provozu pohonu, havarijních situací, poškození nebo pokud uživatel např. neměl čas přemýšlet a odevzdal náklad prádla, vznikal velký odpor, když pásy přesunuto, v případě přetížení bude fungovat ochrana pohonu, zastaví se, práce se zastaví . O tom, že existuje základní ochrana proti průrazu při poškození izolace atp., ani nemluvím. Ochranných prvků je spousta, ze všech možných režimů. Nejdůležitější je, aby byl uživatel chráněn, řídicí systém chrání před přehřátím.
– Co je poskytováno v případě výpadku proudu?
– V případě nouzového výpadku proudu je k dispozici manuální systém. Se sadou je dodávána speciální rukojeť (je instalována ve stojanu): boční obložení se rychle otevře, je zde otočný spínač, který odpojí pohon převodovky od pohonu dopravníku, a rukojeť je vložena. Abyste zabránili spálení pásek, prádla nebo náhlému zaseknutí mechaniky, můžete dokonce všechny pásky odstranit otočením rukojeti; lze je snadno rozebrat: zadní strana se odstraní, napínací válec se zvedne, pásky se otočí dokud se zámek nezarovná, zámek se vytáhne a pásky se neuvolní. Ale u válečků je to samozřejmě jednodušší: tam tato rukojeť není potřeba, protože existuje mechanismus zatahování hřídele, hřídel můžete kdykoli zasunout, nebude hořet, i když je žehlicí deska zahřátá na maximální teplotu . To je mimochodem výhoda válce, že se nespálí, prádlo snadno uvolníte, ale u válečků je další problém: v průběhu žehlení se mohou na žehlicí ploše tvořit uhlíkové usazeniny: hází teplo do vysoké teploty, spálit a přilepit na žehlicí plochu. Proto je třeba válečky čistit častěji než kalandry.

AKTUALIZOVANÁ ŘADA ŽEHLICÍCH KALENDŮ „VEGA“
– V roce 2018 byla dokončena modernizace kalandrů, přibyly nové modely, které se dříve nevyráběly. V čem jsou kalendáře „Vega“ lepší než jejich předchůdci „Lotos“?
– Před výrobou kalandru „Vega“ jsme prostudovali mnoho kalandrů od jiných výrobců a vzali v úvahu všechny nedostatky, které u kalandrů „Lotos“ byly, a to: kalandry řady LK byly náročné na údržbu, dokonce i drobné opravy, např. výměna opěrných válečků, nutná demontáž téměř celého stroje. Nyní se konstrukce stala modulárnější: stroj, a to i pro vážné opravy a údržbu, nemusí být zcela rozebrán; v tomto ohledu se stal pohodlným; téměř jakýkoli hřídel, pokud samozřejmě taková potřeba vznikne, může lze snadno vyjmout bez demontáže celého kalandru.
– Jaký je důvod pro výměnu ložisek za ložiskové jednotky?
– To bylo provedeno právě proto, aby se vyrovnaly všechny možné montážní nepřesnosti, aby byly hřídele vyrovnané. Dříve byl problém v tom, že jsme neměli samovyrovnávací podpěry, takže při práci při topení se hřídele zasekávaly a charakteristicky vrzaly. Nyní nic takového neexistuje.
– Jsou nyní podpěry v kalandrech samovyrovnávací?
– Ano, nové kalandry používají samonastavitelné podpěry: hřídel je namontována na čtyřech „nezávislých“, volně se otáčejících přítlačných válcích, díky čemuž se otáčejí volně, bez zadrhávání a provoz kalandru je méně hlučný.
– Jaká byla výhoda chromování na kalandrech a válcích?
– Chromová vrstva umožnila zvýšit korozní odolnost pracovních částí a dokonale vyhladit žehlící plochu a tím zlepšit kvalitu žehlení. Spolu s tím se u žehlicích kalandrů Vega změnila i konstrukce samotných válců – došlo k jejich zeslabení, což zase odstranilo problémy s nerovnoměrným ohřevem po celé šířce žehlící zóny. Co se týče válečků, povrch byl původně nerezový, ale nerez je velmi vrtošivý materiál a kvalitní tác s tímto povrchem nebylo možné sehnat. Nerezová ocel má navíc velkou nevýhodu: při zahřívání je náchylná k velkým tepelným deformacím.
Díky chromování jsme získali kombinaci dvou vlastností, které byly dříve u nerezu těžko kombinovatelné: kvalita povrchu a zároveň výrazná tepelná odolnost
Ale na válečcích VG-1018 a 1218 stále máme nerezové tácky: jsou malé a tolik se nedeformují. Tyto stroje zatím nebudeme komplikovat. Nyní ve svém designu nejsou horší než dovážené analogy a ve srovnání s domácími jsou technicky a technologicky vyspělejší.
– Jsou fluoroplastové stahováky k dispozici také na kalendářích Vega?
– Ano, museli jsme zavést fluoroplastové stahováky kvůli vlastnostem chromového povlaku: je velmi tvrdý a často dost abrazivní; kovové stahováky se opotřebovávají a zanechávají stopy na válci; fluoroplast nezanechává stopy, válec neškrábe, pečlivě oddělují prádlo od válce, aniž by jej poškodily, což samozřejmě zvyšuje kvalitu žehlení.
– Jaké další změny byly provedeny?
– Změnila se konstrukce ohřívače, zefektivnil, s vyšší účinností, to znamená, že při stejném výkonu získáme vyšší výkon. Kromě toho se zpřesnil systém měření teploty: díky tomu ovladač lépe udržuje nastavenou teplotu a nedochází k znatelnému „selhání“ při dodání studeného vlhkého prádla do žehlící zóny. Také v kalandrech Vega se objevil tlakový válec, který je umístěn u vstupu do žehlící zóny a svou hmotností pomáhá vyhladit příchozí prádlo: i když prádlo dorazí s nějakými záhyby, tyto záhyby narovná. Kvalita žehlení se výrazně zvýšila, znatelně. Za zmínku také stojí, že jsme použili nový pohon s jiným převodovým motorem a udělali novou tepelnou izolaci ve strojích jak samotného válce, tak ohřívače uvnitř, a proto jsou tepelné ztráty z kalandru nyní výrazně menší, tedy účinnější, rychlejší ohřev na nastavenou teplotu a úsporu energie.
V nových kalandrech jsme použili regulátory s jinou provozní logikou: nyní samy volí způsob udržování teploty s cílem maximální úspory
Když je potřeba rychlé intenzivní zahřátí, zapnou se všechna topná tělesa současně a poté, podle toho, jak uživatel žehlí, intenzivně nebo ne, regulátor sám vybere, které skupiny topných těles zapnout/vypnout, a dokonce aplikuje pulzní režim ohřevu, čímž spotřeba elektřiny znatelně klesá.
KALENDÁŘE „VEGA“ – DIPLOMATIVOVÉ A VÍTĚZOVÉ SOUTĚŽE „100 NEJLEPŠÍCH VÝROBKŮ RUSKA“
V roce 2018 se Vjazemsky strojní závod poprvé zúčastnil soutěže „100 nejlepších výrobků Ruska“, kde představil novou řadu modernizovaných kalandrů
V důsledku toho byl diplom „100 nejlepších produktů Ruska“ zaslouženě udělen kalendářům řady Vega: VK-1640 a VK-1840. Tyto modely navíc získaly i certifikáty Novinka roku. Žehlicí kalendáře stejné řady VK-2050 a VK-2450 získaly certifikát „Laureát“ soutěže.



Za hlavní výběrové kritérium označila odborná komise moderní a efektivní přístup k zajišťování kvality. Trh je podle organizátorů přesycen rozmanitým zbožím, ale najít skutečně kvalitní produkty není jednoduché. Soutěž je navržena tak, aby pomohla spotřebitelům správně si vybrat.
My jsme zase přesvědčeni, že produkty mohou být vysoce kvalitní pouze tehdy, když je vytvářejí, vyrábějí a udržují profesionálové. Dalším potvrzením kvality zařízení Vyazma jsou čestné odznaky udělované zaměstnancům našeho závodu. Zástupce generálního ředitele – vedoucí inženýrského centra V.A. Golubev byl oceněn odznakem „Za úspěchy v oblasti kvality“. „Vynikající v kvalitě“ byl vedoucí Úřadu pro žehlení, dokončovací zařízení a chemické čištění – V.A. Griebennik.
Posouzení kvality zařízení Vjazma na celoruské úrovni je pro společnost podnětem k posunu vpřed, zlepšování a modernizaci sortimentu prádelního zařízení.
VÝRAZNÉ PARAMETRY VÁLEČKŮ A KALENDŮ
| Parametr | Kluziště | Kalendář | |
| Funkce | žehlení | sušení a žehlení | |
| Velikost hřídele | průměr, mm | 180,300 | 240,414, 514 |
| délka, mm | 1000-2000 | 1400-2400 | |
| Rychlost žehlení, m/min | 1,25-5 | 1-8 | |
| Produktivita, kg/hod | 15-50 | 25-85 | |
| Typ vytápění | elektrický | elektrické nebo parní | |
Tento článek co nejúplněji zobrazuje výhody a nevýhody žehlicích válců a kalandrů Vyazma. A právo výběru, co nažehlíme, necháváme na našich klientech.
















