Nejpoužívanější rovinné brusky se dělí na stroje: s pravoúhlým stolem a vodorovným vřetenem, s pravoúhlým stolem a svislým vřetenem, s kulatým stolem a vodorovným vřetenem a s kulatým stolem a svislým vřetenem.
Plošné brusky s pravoúhlým stolem a vodorovným vřetenem se vyrábějí ve dvou typech: přístrojové, určené pro použití v nástrojárnách, i v hlavních dílnách strojírenských závodů při výrobě malých přesných dílů, a výroba pro zpracování různé díly v hlavních mechanických dílnách továren.
Plošné brusky mají tyto hlavní mechanismy: pohon brusného kotouče (především od elektromotoru zabudovaného v tělese brusného vřeteníku souose s vřetenem brusného kotouče); mechanismus podélného posuvu (převážně z hydraulického pohonu), mechanismus příčného posuvu (z hydraulického pohonu nebo přes šroubový mechanismus); vertikální podávací mechanismus (ve formě rohatkového mechanismu poháněného dorazy stolu pomocí pákového systému nebo hydrauliky) a pohon stolu pro stroje s kulatým stolem (z elektromotoru přes podávací skříň, z hydromotoru objemového ovládání, z stejnosměrný elektromotor)
Plošná bruska ZB722 platí pro stroje s
obdélníkový stůl a vodorovné vřeteno (obr. 115).
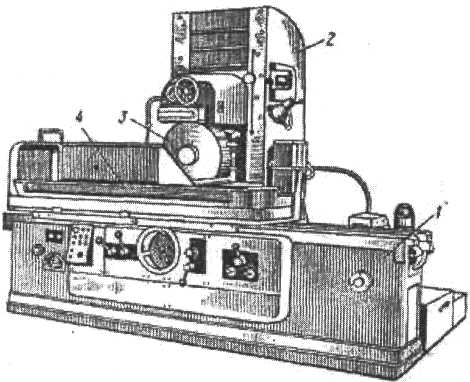
Rýže. 115. Plošná bruska ZB722 1-lůžkový; 2- stojan; 3- Brusný vřeteník; 4- Stůl.
Charakteristika stroje: rozměr pracovní plochy stolu 320 x 1000 mm; největší vzdálenost od osy vřetena ke stolu je 630 mm; průměr brusného kotouče 450 mm; rychlost otáčení brusného kotouče 1460 ot./min; automatický příčný posuv pro zdvih stolu 1-30 mm; automatický vertikální posuv pro zdvih stolu 0,005-0,1 mm; rychlost podélného pohybu stolu je 2-40 m/min; rychlost rychlého pohybu brusné hlavy je 0,4 m/min; výkon elektromotoru pohonu brusného kotouče 10 kW; celkové rozměry 3410 X 2020 X X2290 mm.
Hlavním pohybem ve stroji je otáčení brusného kotouče, podélný posuv je přímočarý vratný pohyb stolu s obrobkem. Příčné a vertikální posuvy jsou sdělovány brusným vřeteníkem s brusným kotoučem.
Brusný kotouč je upevněn na konci vřetena brusného vřeteníku. Obrobek se položí na stůl stroje. Během provozu přijímá stůl přímočarý vratný pohyb a brusný kotouč přijímá rotační pohyb. Pokud je šířka obrobku větší než šířka kotouče, pak je brousicímu vřeteníku dán periodický příčný posuv po každém jednoduchém nebo dvojitém zdvihu stolu. Vřetenová hlava je také informována o vertikálním posuvu pro odstranění potřebného přídavku.
Plošná bruska ZB740 je stroj s kulatým stolem a vodorovným vřetenem (obr. 116). Je určen pro přesné broušení a je široce používán ve strojírenských továrnách.
Charakteristika stroje: průměr stolu 400 mm; průměr brusného kotouče 350 mm, otáčky brusného vřetena 1900 ot./min; rychlost otáčení stolu ,20-200 ot/min; pohyb brusné hlavy na otáčku ciferníku je 0,375 mm; automatický vertikální posuv 0,0025—* 0,03 mm/min, výkon elektromotoru brusného kotouče 7 kW; celkové rozměry 2055x1565x1935 mm. Stroj zajišťuje, že povrch vzorku je rovnoběžný s jeho základnou 0,006 mm po celé délce”
Brusný kotouč je poháněn přímo z vestavěné el

116. Plošná bruska ZB740: Obr.
1 – postel. 2 – stojan; 3 – hlava vřetene; 4 – tabulka; 5 – kolébka; 6 – kočár
motor, jehož rotor je uložen na vřetenu brusného kotouče Vratný pohyb stolu je zajišťován hydraulickým pohonem Pohon otáčení stolu zajišťuje axiální pístový hydromotor.
Vertikální automatický posuv brusného vřeteníku je prováděn hydraulickým pohonem. Kromě automatického podávání může mít stroj ruční podávání. Pro broušení nakloněné plochy se kolébka s kulatým stolem nakloní do příslušného úhlu.
Účelem zařízení pro povrchové broušení je čištění a konečná úprava povrchů kovových výrobků pomocí diamantového nebo brusného kotouče. Sortiment společnosti Rustan zahrnuje velký výběr zařízení pro povrchové broušení od známých ruských a zahraničních výrobců.
Přehled

S použitím zařízení pro povrchové broušení bylo možné provádět vysoce přesné broušení plochých kovových povrchů. V důsledku této úpravy je zajištěna čistota povrchu třídy 9–10, což odpovídá drsnosti 0,63–0,16 mikronu podle GOST 2789-73.
Při použití dodatečného vybavení se funkčnost strojů výrazně rozšiřuje – je možné opracování tvarových ploch a kuželových prvků.
Zařízení pro povrchové broušení je prezentováno v různých modelech, které umožňují zpracování obrobků různých konfigurací:
- zařízení s horizontálním vřetenem, podpěrou a obdélníkovým pracovním stolem je optimální volbou pro broušení obvodu brusného kotouče. Odvádí vynikající práci při zpracování konců v mezích indikovaných instalačním pouzdrem. Obráběcí stroje tohoto typu jsou široce žádané v nástrojárnách;
- univerzální jednotky jsou vybaveny obdélníkovou pracovní plochou a 2 vřeteny. Vysoké produktivity je dosaženo díky výkonným elektromotorům, výrazné konstrukční tuhosti a působivé velikosti pracovních kotoučů. Pozor: přesnost není silnou stránkou univerzálních strojů.
Podle úrovně automatizace existují:
- poloautomatické instalace. Potřeba neustálého přizpůsobování pracovních procesů;
- neautomatizované.
Metody broušení

Při použití zařízení pro plošné broušení se obrábění kovů provádí 2 způsoby – koncem nebo obvodem brusného kotouče.
na broušení obličeje dosahuje vysoké produktivity. Díky malému oblouku kontaktu mezi obrobkem a strojem rychle stoupá teplota v zóně dopadu, což výrazně snižuje přesnost zpracování. Další nepříjemností je obtížnost odstraňování třísek.
- víceprůchodové broušení. Pevná část prochází opakovaně pod kruhem rychlostí nejvýše 45 m/min, v důsledku čehož se přídavek postupně odstraňuje;
- jednoprůchodové zpracování. Vhodné pro stroje s kulatými pracovními stoly. Přídavek se odstraní jedním průchodem do celé hloubky. Pro vysoce přesné zpracování objektů velkého rozsahu je pro hromadnou výrobu lepší zvolit zařízení se 3 hlavami;
- oboustranné broušení. Díl je zpracován z obou konců v několika průchodech.
Periferní zpracování vyznačuje se minimálním vývinem tepla, nízkou řeznou silou, nízkou produktivitou (v tomto ukazateli je výrazně horší než konečné zpracování). Metody broušení:
- hluboký. Při každém průchodu se odstraní velký přídavek. Rychlost posuvu v podélném směru je minimální;
- s příčným přerušovaným posuvem. Zajišťuje kvalitní zpracování objektů velkého rozsahu. Hlavní výhodou je vysoká přesnost;
- s nepřetržitým podáváním. Používá se pro broušení výrobků s rameny a díly, jejichž výška je mnohem větší než jejich šířka. Vlastnosti: nedostatek příčného posuvu, nízká přesnost, nerovnoměrné opotřebení.
Návrhové prvky

Design jednotky je reprezentován litým rámem upevněným na stojanu (tvoří monolit s rámem). Ve středu rámu je otvor se svislými vedeními, po kterých se pohybuje vozík vybavený systémem pojezdů pro pohyb brusného vřeteníku (ručně nebo hydraulicky).
Kinematické jednoduché řetězy, reprezentované šrouby, maticemi a vodítky, jsou zodpovědné za nepřetržitou dodávku zařízení. Pohyb brusného vřeteníku a vozíku zajišťuje speciální automatické zařízení umístěné na přední stěně lože. Díky podobnému zařízení instalovanému vzadu se zrychluje pohyb ve vertikálním směru.
Bezpečnost práce na těchto strojích je zajištěna:
- blokovací mechanismy;
- odrazová zařízení při prasknutí brusné hlavy;
- oplocení bloky.
Hodnocení oblíbených modelů od firmy Rustan

Dodáváme zařízení pro povrchové broušení předních zahraničních i tuzemských značek:
Stroje této značky jsou široce žádané v podnicích v různých průmyslových odvětvích. Mezi nejoblíbenější modely patří: JPSG-0618H, JPSG-1020AH, JPSG-1224AH, JPSG-1224TD a tak dále.
Nejoblíbenější modely jsou M3063AHD a M7130.
Nejoblíbenějšími plošnými bruskami jsou PROMA PBP-250 a PBP-300A a nejdražšími modely jsou PROMA PBP-200A a PROMA PBP-400A.
















