K ochraně kovů před korozí se používají různé metody, které lze rozdělit do těchto hlavních oblastí: legování kovů; ochranné nátěry (kovové, nekovové); elektrochemická ochrana; změny vlastností korozního prostředí; racionální design produktu.
Legování kovů. Jedná se o účinnou metodu zvýšení korozní odolnosti kovů. Při legování se do složení slitiny nebo kovu vnášejí legující prvky (chrom, nikl, molybden atd.), které způsobují pasivitu kovu. Pasivace je proces přechodu kovu nebo slitiny do stavu zvýšené odolnosti proti korozi způsobené inhibicí anodického procesu. Pasivní stav kovu se vysvětluje vytvořením strukturně dokonalého oxidového filmu na jeho povrchu (oxidový film má ochranné vlastnosti za předpokladu, že krystalové mřížky kovu a výsledného oxidu jsou co nejpodobnější).
Legování našlo široké uplatnění pro ochranu proti plynové korozi. Legování podléhá železo, hliník, měď, hořčík, zinek, jakož i slitiny na jejich bázi. Výsledkem jsou slitiny s vyšší korozní odolností než samotné kovy. Tyto slitiny současně mají odolnost vůči teplu и odolnost vůči teplu.
Odolnost vůči teplu – odolnost proti plynové korozi při vysokých teplotách. Odolnost vůči teplu – vlastnosti konstrukčního materiálu pro udržení vysoké mechanické pevnosti při výrazném zvýšení teploty. Tepelné odolnosti se obvykle dosahuje legováním kovů a slitin, jako je ocel s chromem, hliníkem a křemíkem. Při vysokých teplotách tyto prvky oxidují energeticky více než železo a vytvářejí tak husté ochranné filmy oxidů, např. Al2O3 a Cr2O3 .
Legování se také používá ke snížení rychlosti galvanické koroze, zejména koroze vyvíjející se vodík. Mezi slitiny odolné proti korozi patří například nerezavějící oceli, ve kterých jsou legujícími složkami chrom, nikl a další kovy.
Ochranné nátěry. Vrstvy uměle vytvořené na povrchu kovových výrobků k jejich ochraně před korozí se nazývají ochranné nátěry. Aplikace ochranných nátěrů je nejběžnějším způsobem boje proti korozi. Ochranné nátěry nejen chrání výrobky před korozí, ale dodávají povrchům řadu cenných fyzikálních a chemických vlastností (odolnost proti opotřebení, elektrická vodivost atd.). Dělí se na kovové a nekovové. Obecnými požadavky na všechny typy ochranných nátěrů jsou vysoká přilnavost, návaznost a trvanlivost v agresivním prostředí.
Kovové povlaky. Kovové povlaky zaujímají zvláštní postavení, protože jejich působení je dvojí. Dokud není narušena celistvost potahové vrstvy, její ochranný účinek se redukuje na izolaci povrchu chráněného kovu od okolního prostředí. Tím se neliší od účinku jakékoli mechanické ochranné vrstvy (nátěr, oxidový film atd.). Kovové povlaky musí být odolné vůči korozivním činidlům.
Když je povlak poškozen (nebo má póry), vytvoří se galvanický článek. Povaha korozní destrukce základního kovu je určena elektrochemickými vlastnostmi obou kovů. Ochranné antikorozní nátěry mohou být katoda и anodický. Do katodové povlaky Patří sem povlaky, jejichž potenciály v daném prostředí mají kladnější hodnotu než potenciál obecného kovu. Anodické povlaky mají zápornější potenciál než potenciál obecného kovu.
Takže například ve vztahu k železu je niklový povlak katodický a zinkový povlak je anodický (obr. 2).
Při poškození niklového povlaku (obr. 2, a) v anodických oblastech dochází k procesu oxidace železa v důsledku výskytu mikrokorozních galvanických prvků. Na katodových sekcích – redukce vodíku. V důsledku toho mohou katodové povlaky chránit kov před korozí pouze v nepřítomnosti pórů a poškození povlaku.
Lokální poškození ochranné vrstvy zinku vede k její další destrukci, přičemž povrch železa je chráněn před korozí. Proces oxidace zinku probíhá na anodických místech. Na katodových úsecích – redukce vodíku (obr. 2,b).
Elektrodové potenciály kovů závisí na složení roztoků, proto se při změně složení roztoku může změnit i povaha povlaku.
K získání kovových ochranných povlaků se používají různé metody: elektrochemický(galvanické pokovování);ponoření do roztaveného kovu(žárové zinkování, cínování);metalizace(nanášení roztaveného kovu na chráněný povrch pomocí proudu stlačeného vzduchu);chemické(získávání kovových povlaků pomocí redukčních činidel, jako je hydrazin).
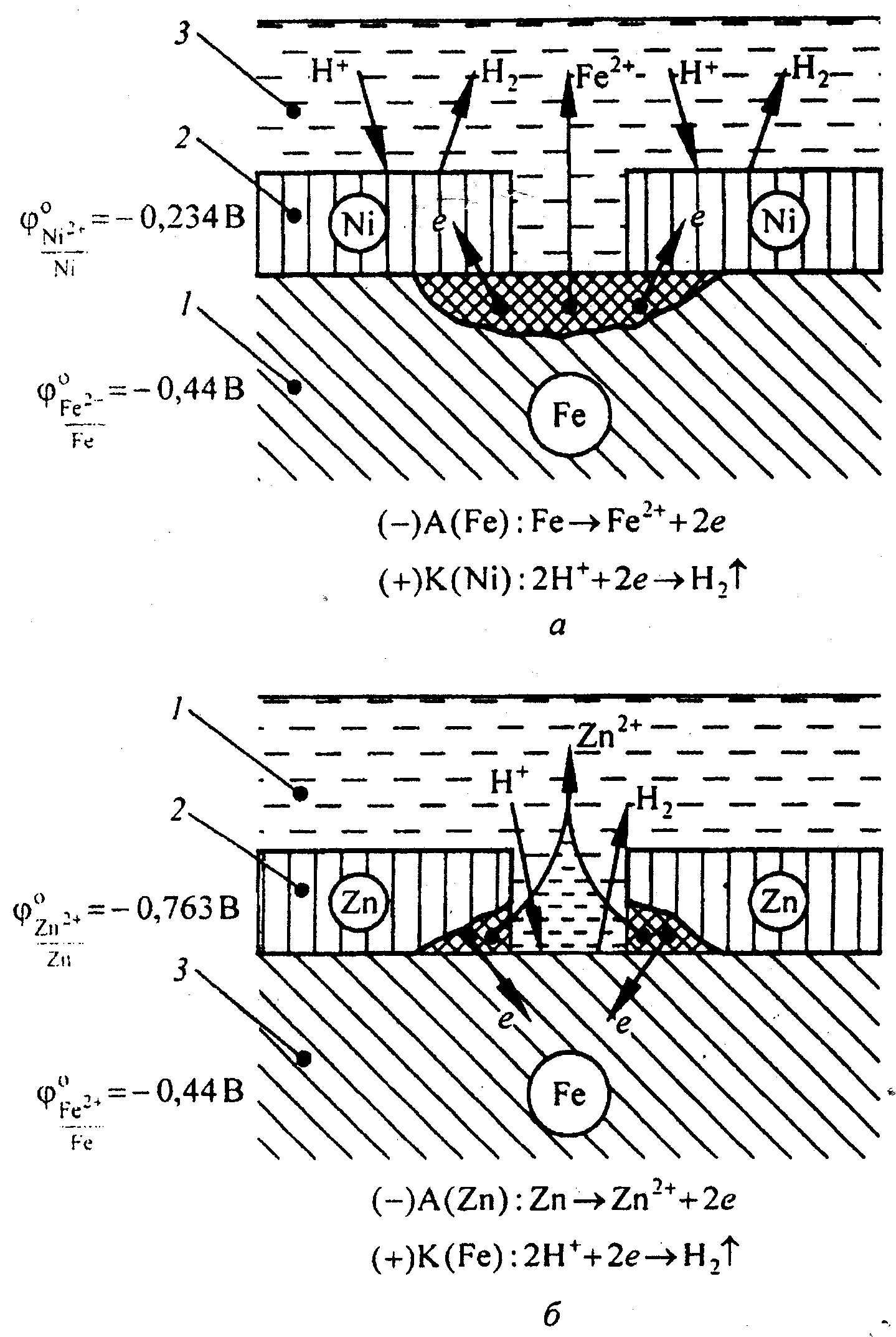
Rýže. 2. Koroze železa v kyselém roztoku s katodickými (a) a anodickými (b) povlaky: 1 – obecný kov; 2 – nátěr; 3 – roztok elektrolytu.
Materiály pro ochranné nátěry kovů mohou být buď čisté kovy (zinek, kadmium, hliník, nikl, měď, chrom, stříbro atd.) nebo jejich slitiny (bronz, mosaz atd.).
Nekovové ochranné nátěry. Mohou být buď anorganické nebo organické. Ochranný účinek těchto povlaků je redukován především na izolaci kovu od okolního prostředí.
Jako anorganické povlaky se používají anorganické emaily, oxidy kovů, sloučeniny chrómu, fosforu atd. Organické povlaky zahrnují nátěrové hmoty, povlaky s pryskyřicemi, plasty, polymerní filmy a pryž.
Anorganické emaily jsou silikáty svým složením, tzn. sloučeniny křemíku. Mezi hlavní nevýhody takových povlaků patří křehkost a praskání v důsledku tepelných a mechanických rázů.
Nátěry nejčastější. Nátěr barvy a laku musí být souvislý, plynotěsný a vodotěsný, chemicky odolný, elastický, musí mít vysokou přilnavost k materiálu, mechanickou pevnost a tvrdost.
Chemické metody velmi rozmanité. Mezi ně patří například ošetření povrchu kovu látkami, které s ním vstoupí do chemické reakce a vytvoří na jeho povrchu film stabilní chemické sloučeniny, na jehož vzniku se podílí samotný chráněný kov. Mezi takové metody patří oxidace, fosfátování, sulfidace et al.
Oxidace – proces tvorby oxidových filmů na povrchu kovových výrobků.
Moderní metodou oxidace je chemické a elektrochemické zpracování dílů v alkalických roztocích.
U železa a jeho slitin se nejčastěji používá alkalická oxidace v roztoku obsahujícím NaOH, NaNO3, NaNO2 při teplotě 135-140 O C. Oxidace železných kovů se nazývá modření.
Oxidační proces probíhá na anodických místech:
Proces redukce probíhá na katodových sekcích:
Fe(OH) se tvoří na povrchu kovu v důsledku provozu mikrovoltaických článků.2, který se následně oxiduje na Fe3O4. Oxidový film na nízkouhlíkové oceli je sytě černý a na oceli s vysokým obsahem uhlíku je černý s šedavým nádechem.
Antikorozní vlastnosti povrchového filmu oxidů jsou nízké, takže rozsah použití této metody je omezený. Hlavním účelem je dekorativní úprava. Modrení se používá, když je nutné zachovat původní rozměry, protože oxidový film má pouze 1,0 – 1,5 mikronu.
Fosfátování – způsob výroby fosfátových filmů na výrobcích z neželezných a železných kovů. Pro fosfátování se kovový produkt ponoří do roztoků kyseliny fosforečné a jejích kyselých solí (H3PO4 + Mn(H2PO4)2) při teplotě 96-98 oC.
Na povrchu kovu se v důsledku činnosti mikrogalvanických článků vytváří fosfátový film, který má složité chemické složení a obsahuje špatně rozpustné hydráty dvou- a trojsubstituovaných fosforečnanů manganu a železa: MnHPO4 , Mn3(PO4)2 ,FeHPO4 , Fe3(PO4)2 nH2O.
Oxidační proces probíhá na anodických místech:
Na katodových sekcích probíhá proces redukce vodíku:
Když ionty Fe2+ interagují s anionty kyseliny ortofosforečné a jejích kyselých solí, tvoří se fosfátové filmy:
Výsledný fosfátový film je chemicky vázán na kov a skládá se z prorostlých krystalů oddělených ultramikroskopickými póry. Fosfátové filmy mají dobrou přilnavost a mají rozvinutý drsný povrch. Jsou dobrým základním nátěrem pro nanášení barev a penetračních maziv. Fosfátové nátěry se používají především k ochraně kovů před korozí v uzavřených prostorách a také jako způsob přípravy povrchu pro následné lakování nebo lakování. Nevýhodou fosfátových filmů je nízká pevnost a elasticita, vysoká křehkost.
Eloxování – Jedná se o proces tvorby oxidových filmů na povrchu kovu a zejména hliníku. Za normálních podmínek je na povrchu hliníku přítomen tenký oxidový film oxidů Al2O3 nebo Al2O3 ∙nH2O, který jej nedokáže ochránit před korozí. Vlivem prostředí se hliník pokryje vrstvou korozních produktů. Proces umělé tvorby oxidových filmů lze provádět chemickými a elektrochemickými metodami. Při elektrochemické oxidaci hliníku hraje hliníkový produkt roli anody elektrolyzéru. Elektrolytem je roztok kyseliny sírové, ortofosforečné, chromové, borité nebo šťavelové, katodou může být kov, který s roztokem elektrolytu neinteraguje, například nerezová ocel. Na katodě se uvolňuje vodík a na anodě se tvoří oxid hlinitý. Celkový proces na anodě může být reprezentován následující rovnicí:
Koroze kovů je proces destrukce kovů a slitin v důsledku chemické nebo elektrochemické interakce s vnějším prostředím, v důsledku čehož kovy oxidují a ztrácejí své vlastní vlastnosti. Koroze je nepřítelem kovových výrobků. Každý rok se na světě ztratí 10. 15 % roztaveného kovu v důsledku koroze nebo 1. 1,5 % veškerého kovu nashromážděného a využitého lidmi.
Chemická koroze je destrukce kovů a slitin v důsledku oxidace při interakci se suchými plyny při vysokých teplotách nebo s organickými kapalinami – ropnými produkty, alkoholem atd.
Elektrochemická koroze je destrukce kovů a slitin ve vodě a vodných roztocích. K rozvoji koroze stačí, když se kov jednoduše pokryje tenkou vrstvou adsorbované vody (mokrý povrch). Vlivem heterogenity kovové struktury při elektrochemické korozi v ní vznikají galvanické páry (katoda – anoda) např. mezi kovovými zrny (krystaly), které se od sebe liší chemickým složením. Atomy kovů z anody vstupují do roztoku ve formě kationtů. Tyto kationty ve spojení s anionty obsaženými v roztoku vytvářejí na povrchu kovu vrstvu rzi. Kovy se ničí hlavně elektrochemickou korozí.
Pro zvýšení trvanlivosti a zachování dekorativních vlastností jsou kovové konstrukce chráněny před korozí. Podstatou většiny metod protikorozní ochrany je ochrana kovového povrchu před pronikáním vlhkosti a plynů vytvořením ochranné vrstvy na kovu. Existují i jiné metody, např. elektrochemická ochrana Nejjednodušší, ale krátkodobou metodou ochrany kovu je nanášení voděodolných nekovových nátěrů (bitumenové, olejové a emailové barvy) na jeho povrch. V posledních letech se stále více používá metoda ochrany proti korozi potažením kovu tenkou vrstvou plastu.
Kov můžete před korozí chránit i překrytím vrstvou jiného korozivzdornějšího kovu: cínu, zinku, chrómu, niklu atd. Ochranná vrstva kovu se nanáší niklováním, chromováním, cínováním, galvanizací a olovem pokovování. Zinkový povlak se používá k ochraně zabudovaných částí železobetonových výrobků, vodovodních potrubí a střešních plechů před korozí. Ochranná vrstva se nanáší galvanickou (elektrolytická depozice ze solného roztoku) nebo tepelnou (ponořením do roztaveného kovu nebo stříkáním taveniny) metodami.
K vytváření povlaků (hustých oxidových filmů) na kovu se používají chemické metody: fosfátování (u železných kovů) a eloxování (u slitin hliníku).
K získání kovů, které dobře odolávají rozmarýnu, se používá legování. Zavedením chrómu a niklu do oceli v množství 12. 20% se tak získávají nerezové oceli, které jsou odolné nejen vodě, ale i minerálním kyselinám.
4. Hlavní složky barev a laků a jejich účel.
Barvy a laky: barvy, laky, emaily, základní nátěry a tmely pro vytváření povlaků na površích předmětů s cílem dodat jim ochranné, dekorativní a speciální vlastnosti. Podle chemického složení: olej, alkyd-akryl, perchlorovinyl, epoxid, organosilikát, organokřemičitan atd.
Nátěrové hmoty jsou složité látky (mechanická směs několika složek nebo složek). Hlavní složkou nátěrových hmot je filmotvorná (pojivá) látka, která po zaschnutí tvoří lakovaný povrch. povrch s odolným filmem, který k němu dobře přilne. Výrobce na bázi přírodních a syntetických pryskyřic.
Pojiva pro bezvodé kompozice jsou vysychavé oleje a syntetické ve vodě nerozpustné polymery, které umožňují získat voděodolné nátěry. Vysychavé oleje jsou pojiva pro olejové barvy. 3 skupiny: přírodní, zhutněné (polopřírodní), umělé (syntetické). Vysoušecí oleje mají schopnost tvrdnout na vzduchu v tenké vrstvě po dobu 12-24 hodin. Během procesu vytvrzování vysychajících olejů dochází k oxidativním polymeračním procesům. Přírodní vysychavé oleje pro přípravu vysoce kvalitních olejových barev pro nátěry m/k, pokrývačské a tesařské práce jsou nejvyšší kvality.
1. Přírodní vysoušecí oleje – termální produkty. zpracování rostlinných olejů se zavedením urychlení tuhnutí sušších – manganových nebo kobaltových solí mastných kyselin.
2. Zhutněné vysychavé oleje se získávají rozpuštěním rostlinných olejů, zhutněných oxidací nebo polymerací. Při oxidaci se rostlinné oleje zhutňují ohřevem a foukáním vzduchu. Rozpuštěním lněného oleje, zhutněného během oxidace v přítomnosti sušidla, se získá oxol. Rozpouštědla: organické látky (lakový benzín nebo solventní nafta). Rostlinné oleje se zhutňují polymerací při 280-300 °C a výsledné polopřirozené vysychavé oleje se nazývají polymerované.
3. Čl Vysoušecí oleje se vyrábějí tepelným nebo chemickým zpracováním polymerů, často s přídavkem rostlinných olejů (sušicí olej glyph-thalic).
Barva se dodává nátěrovým materiálům pomocí speciálních látek (přírodních nebo syntetických) nazývaných barviva a pigmenty. Barvivo se rozpouští ve filmotvorném prostředku, zanechává jej průhledný a používá se k přípravě laků. Pigment je nerozpustný ve filmotvorném prostředku, zavádí se ve formě prášku, díky němuž je filmotvorný prostředek neprůhledný, a používá se k přípravě barev, emailů atd. Plnivo je práškovitá bílá nebo slabě zbarvená látka, nerozpustná ve filmotvorném prostředku, která se přidává do nátěrových hmot pro úsporu pigmentu. Rozpouštědlo je organická kapalina, ve které se rozpouští filmotvorná látka (terpentýn, aceton, lakový benzín a vícesložková rozpouštědla sestávající ze směsí toluenu, etanolu atd.), aby se nátěrový materiál dostal na požadovanou viskozitu. Kromě hlavních složek může složení nátěrových hmot zahrnovat další – tvrdidla, změkčovadla atd.
Podle typu nátěru: ^ Lak – roztok filmotvorné látky v organickém rozpouštědle. Po odpaření rozpouštědla vytvoří lak na povrchu pevný průhledný film. Sklovina je roztok filmotvorné látky v organickém rozpouštědle se suspendovanými částicemi pigmentu a plniva. Barva je směs vysychajícího oleje nebo vodné disperze syntetických polymerů a suspendovaných částic pigmentu a plniva. Pro dosažení požadované barvy lze do barvy přidat několik pigmentů najednou. Prášková barva je směs (suchá) filmotvorné látky s pigmenty a plnivy. Tato barva se po nanesení na povrch roztaví, ochladí a v důsledku vytvrzení vytvoří na povrchu tvrdý neprůhledný film. Primer je barva nebo email, který má vyšší přilnavost (schopnost lépe přilnout k lakovanému povrchu a materiálu nanesenému přes základní nátěr). Účel – zvýšit ochranné vlastnosti laku. Tmel je barva nebo email, který má jiný poměr složek, díky čemuž je hustší. Vyplnění nerovností a vyrovnání povrchu, který má být natřen.
















