
Navzdory rozvoji trhu stavebních materiálů a vzniku praktičtějších a levnějších analogů popularita cihel neklesá. Nadále se používá ve vícepodlažní a soukromé výstavbě. Vzhledem ke stabilní poptávce má smysl zvážit všechny technické nuance, kterými keramické cihly přitahují pozornost kupujících.
Struktura

Jemná hlína se používá jako hlavní složka pro výrobu. Suroviny se těží ve speciálních lomech vždy pomocí jednolopatových rypadel. Takové stroje mezi sebou nemíchají vrstvy hlíny a rovnoměrně odstraňují požadovanou vrstvu. K hlavní složce se přidává voda pro dosažení požadované konzistence a plasticity.
Kromě základních surovin jsou do složení keramických cihel často zahrnuty přísady pro dosažení požadované struktury a zlepšení technických vlastností produktu. Zejména:
Písek, popel nebo struska – pomáhají snížit hmotnost a minimalizovat smrštění;
Piliny, dřevěné uhlí, rašelina jsou hořlavé složky, které dávají cihle poréznost;
Pískovec, železná ruda – regulují tepelné zpracování a usnadňují proces formování.
Podle norem GOST neobsahují keramické cihly toxické ani chemicky aktivní látky, takže materiál je šetrný k životnímu prostředí.
Výrobní technologie
Jedná se o poměrně složitý a vícestupňový proces. Bez ohledu na výrobce se však používají dva způsoby výroby stavebních materiálů:
Plastická technika – výrobek je formován z hliněné hmoty s přídavkem velkého množství vody (17-30%). K získání hotového výrobku se používá technologie pásového lisování s následným sušením cihly ve speciálních komorách. V konečné fázi se vytvořené bloky vypalují v pecích.
Polosuché lisování – zde můžeme zaznamenat relativně malé množství vody (do 10 %). Lisování se provádí lisem, který vytváří vysoký tlak – asi 15 MPa.
V obou případech je cihla vypálena při vysokých teplotách, v důsledku čehož složky nízkotavitelné hlíny spolehlivě vážou prvky, které nepodléhají tavení.
Hlavní typy a regulační dokumenty
Keramika (červená, obklad, zadní strana, euro, modulární, porézní): GOST 530-2012;
Silikát: GOST 379-2015;
Odolné vůči kyselinám: GOST 474-90;
Ohnivzdorné (šamot, kamna): GOST 8691-73.
značkování

Značení je klasifikace hotových výrobků podle technických vlastností, které určují další rozsah použití. K tomuto účelu se obvykle používá abecední a číselné označení. V případě keramických cihel to vypadá takto:
KO – jednoduchá cihla standardní velikosti;
КЕ – evropský formát;
KU – zahuštěný produkt;
KM – modulární cihla standardní velikosti;
KUG – zahuštěný, jsou zde vodorovné dutiny;
KG – horizontální dutiny;
QC – velkoformátové produkty.
Kromě toho existují následující označení:
Р – soukromé;
Л – obličeje;
ON – plnoštíhlá;
PU – dutý.
Výše uvedená klasifikace určuje použití cihel. Každý výrobek má navíc speciální označení udávající technické vlastnosti:
М – značka síly. Tato hodnota se může pohybovat mezi 75-300. Čím vyšší je hustota cihly, tím je odolnější vůči dynamickému zatížení. Například M 75 je vhodný pro výstavbu jednopatrových budov, M 300 je materiál pro výstavbu výškových budov.
F – indikátor mrazuvzdornosti. Je zde použito i číselné označení v rozsahu 15-150. Čísla udávají počet cyklů zmrazování/rozmrazování, které cihla vydrží, aniž by ztratila své původní vlastnosti.
Příklad přepisu
KORPO 1NF 100/50 – jedna cihla standardní velikosti, třída 100, navržená pro 50 cyklů zmrazování/rozmrazování. Takové výrobky jsou vhodné pro výstavbu domů o výšce 2-3 podlaží.
Таблица размеров
Stanoveno v souladu s GOST 530-2007 (odpovídá evropské normě EN 771-1:2003)
| Názvy produktů | Označení | Délka, mm | Šířka, mm | Tloušťka, mm |
|---|---|---|---|---|
| Obyčejný nebo svobodný | KO | 250 | 120 | 65 |
| eur | КЕ | 250 | 85 | 65 |
| Zahuštěný | KU | 250 | 120 | 88 |
| Jeden modulární | KM | 288 | 138 | 65 |
| Zahuštěný vodorovnými dutinami | KUG | 250 | 120 | 88 |
Spotřeba materiálu
Počet cihel ve zdivu (včetně maltových spár), ks.
1 m 2 zdiva z ½ cihel
1 m 2 zdiva v 1 cihle
1 m 2 zdiva v 1,5 cihlách
1 m 2 zdiva v 2 cihle
Výhody a nevýhody

Nepopiratelné výhody keramických cihel vypadají takto:
Vynikající ukazatele síly.
Široká škála velikostí.
Správná geometrie umožňuje stavbu budov jakékoli složitosti.
Dobrý zvukově izolační výkon.
Mezi zřejmé nevýhody patří následující:
Cena – na trhu jsou levnější materiály s lepšími technickými vlastnostmi.
Tepelná vodivost – nutná dodatečná izolace.
Hmotnost – bez ohledu na počet pater potřebuje budova pevný základ.
Doba výstavby – stavba zděných budov trvá obvykle dlouho.
Chemická závislost – na keramických cihlách se často objevují výkvěty: bílé skvrny soli, které se objevily.
Všimněte si, že pro stavbu se cihly nakupují okamžitě, v požadovaném množství. Šarže od různých výrobců se mohou barevně lišit.
Технические характеристики
Hlavní technické parametry keramických cihel vypadají takto:
Prázdnota – asi 5 %;
Hustota – asi 1 700 kg/m3;
Paropropustnost – 0.14-0.17 mg/m*h*Pa;
Smrštění – 0.03-0.1 mm na metr zdiva;
Jedná se o průměrné hodnoty, které se mohou lišit v závislosti na struktuře a účelu materiálu.
| Typ cihly | Průměrná hustota | Pórovitost | Stupeň síly | Mráz- houževnatost |
|---|---|---|---|---|
| kg / m3 | % | |||
| Soukromý korpulent | 1600 – 1900 | 8 | 75 -300 | 15 – 50 |
| Soukromá prohlubeň | 1000 – 1450 | 6 – 8 | 75 – 300 | 15 – 50 |
| Obličej | 1300 – 1450 | 6 – 14 | 75 – 250 | 25 – 75 |
| Obličejová engoba | 1300 – 1450 | 6 – 14 | 75 – 250 | 25 – 75 |
| Slínku | 1900 – 2100 | 5 | 400 – 1000 | 50 -100 |
| šamotová hlína | 1700 – 1900 | 8 | 75 – 250 | 15 – 50 |
Rozdíly mezi vápenopískovými a keramickými cihlami

První věc, která tyto dva typy cihel odlišuje, je barva. Keramická cihla je vyrobena z pálené hlíny, a proto má červený odstín. Silikát je kombinací křemenného písku a vápna, což dohromady dává bílou barvu.
Kromě toho je silikátový analog vždy pevný – není zde žádná porézní struktura ani technické dutiny. Tato konstrukce znamená vysoké tepelné ztráty, proto jsou stěny z vápenopískových cihel silné, což vytváří dodatečné zatížení základů.
Liší se také technologie výroby. Zejména keramické cihly se formují a poté vypalují za vysokých teplot. Silikátový analog vzniká v autoklávech pod vlivem vysokého tlaku a horké páry.
Existuje významný rozdíl v ceně: vápenopísková cihla je mnohem levnější.
Ověření výrobci
Tato cihelna sahá až do roku 1933 a je považována za jednoho z největších výrobců v centrální oblasti země. Vizitka výrobce: široká škála rozměrů, kde kromě standardních výrobků jsou cihly koncové, klínové a trapézové.
Na rozdíl od většiny výrobců má firma vlastní ložiska jílu, což zaručuje vysokou kvalitu za přijatelnou cenu. Výrobní linka je plně automatizovaná a skládá se z italského zařízení. Roční obrat je asi 75 000 000 jednotek cihel ročně.
Výrobní závody se nacházejí v Rostovské oblasti, jedná se o jednoho z předních dodavatelů v jižní oblasti Ruska. Společnost používá suroviny různých přírodních odstínů, což poskytuje širokou škálu barev bez použití umělých barviv.
Firma spolupracuje s německou firmou HANS LINGL, což z ní dělá nejmodernějšího výrobce nejen v Rusku, ale i v evropských zemích. Výrobce má dvě továrny s celkovou výrobou cihel až 140 000 000 kusů ročně.
Relativně mladá společnost působící v moskevské oblasti od roku 1995. Výrobce nabízí spotřebitelům vysoce kvalitní cihly různých tvarů a odstínů.
Je třeba poznamenat, že v Rusku existuje asi 30 velkých podniků vyrábějících keramické cihly. S výběrem dobrého výrobce by proto neměly být žádné problémy.

Existuje mnoho druhů cihel, mezi všemi typy lze rozlišit hlavní rozdíly:
- výrobní materiál
- stupeň plnění
- размер
- aplikace
Nyní se podívejme a podívejme se na každou charakteristiku zvlášť.
Rozdíl v materiálu výroby

Vápenopísková cihla – jejím základem je křemičitý písek (80-90%), vápno (10-15%) a voda.
Keramická cihla – hlavní složkou jsou malé zlomky hlíny z jedné vrstvy.
Hyperlisovaná – tento typ cihel obsahuje cement (~20%), slouží jako pojivo. Základem je: vápenec, odpad z vývoje kamene, mramor nebo opuka.
Úroveň plnění

Pevná – z názvu je jasné, že se jedná o cihlu, která v sobě nemá díry. Má vysokou pevnost, ale hůře udržuje teplo. Nosné stěny a zdivo pro pec jsou vyrobeny pouze z takových cihel.
Duté – lze rozdělit na 2 typy: s technickými otvory a drážkové. První má na jedné straně dutiny, druhý je průchozí. Takové cihly mají nižší pevnost a tepelnou odolnost, ale velmi vysokou tepelnou a hlukovou izolaci. Právě díky komorám se suchým vzduchem je tato vlastnost zvýšena. Tato cihla je také ekonomičtější, protože její výroba vyžaduje méně surovin. Z takových cihel je zhotovena naprostá většina obkladových stěn a příček.
velikost
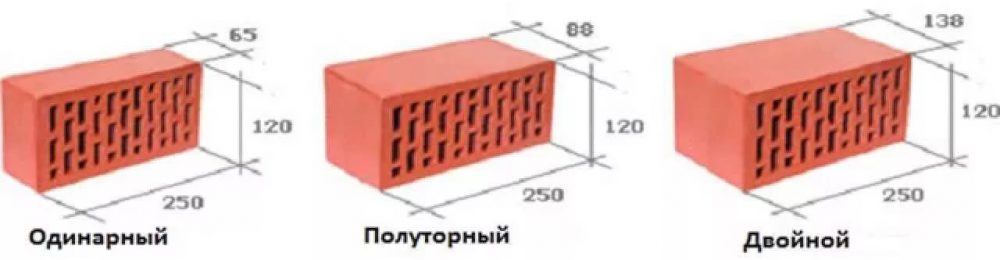
Existují 3 hlavní velikosti:
- jednoduché – 250*120*68 mm
- jeden a půl – 250 * 120 * 88 mm
- dvojitý – 250*120*138 mm
přihláška
Obyčejné (stavební) – široce používané při stavbě zdí a domů.
Obklad (čelní, fasádní) – má krásný vzhled, dokonale hladký nebo uměle štípaný (trhaný kámen) povrch, používá se k vnější dekoraci.
Klinker – používá se také pro obklady, vyrobený z čisté a žáruvzdorné hlíny, má velké množství barev.
Šamot (kamna) – vysoká tepelná odolnost, používá se na kamenné zdivo.
Struktura

Základem cihel jsou přírodní jílové minerály včetně kaolinu a břidlice. Malá množství manganu, barya a dalších přísad se smíchají s jílem, aby se vytvořily různé odstíny, a uhličitan barnatý se používá ke zlepšení chemické odolnosti cihly vůči prvkům.
Moderní cihlářské technologie používají mnoho dalších přísad, včetně papírových vedlejších produktů, amonných sloučenin, smáčedel, flokulantů (způsobují, že se částice tvoří do volných shluků) a deflokulantů (rozptylují takové shluky). Některé jíly vyžadují přidání písku nebo grogu (podzemní, předem vypálený materiál, jako je cihlový odpad).
K výrobě cihel specifické barvy nebo povrchové struktury se používá široká škála materiálů a způsobů povrchové úpravy. Pro vytvoření typické povrchové úpravy se písek (hlavní složka) mechanicky smíchá s nějakým typem barviva. Někdy se přidává tavidlo nebo frita (sklo obsahující barviva), aby se vytvořily povrchové textury. Tavidlo snižuje bod tání písku, aby se mohl spojit s povrchem cihly. Lze použít i jiné materiály včetně granulovaných a nepálených cihel, nefelinického syenitu a granulovaného kameniva.
Výroba keramických cihel

Počáteční fází výroby cihel je drcení a mletí surovin v separátoru a čelisťovém drtiči. Směs ingrediencí požadovaná pro každou konkrétní šarži je poté vybrána a zfiltrována před odesláním do jednoho ze tří procesů tvarování cihel – extruze, lisování nebo lisování, z nichž první je nejpřizpůsobivější, a proto nejběžnější. Poté, co jsou cihly formovány a jsou dokončeny všechny následné postupy, jsou vysušeny, aby se odstranila přebytečná vlhkost, která by jinak mohla způsobit praskání během následného procesu vypalování. Poté se vypalují v pecích a poté se ochladí. Nakonec se vyjmou – automaticky složí, omotají ocelovými pásy a doplní plastovými chrániči rohů.
Příprava surovin
Nejprve se každá ze složek dopraví do separátoru, který odstraní objemný materiál. Čelisťový drtič s horizontálními ocelovými deskami pak částice stlačuje, čímž je ještě zmenšuje. Jakmile jsou suroviny pro každou dávku cihel vybrány, často se k oddělení různých velikostí materiálu používá skenovací obrazovka. Správně dimenzovaný materiál je odeslán do skladovacích zásobníků a nadrozměrný materiál je přiváděn do drtiče, který jej drtí rychle se pohybujícími ocelovými kladivy.
Vytlačování

Extruze je nejběžnější metodou tvarování cihel. Rozdrcený materiál a voda jsou přiváděny na jeden konec mopsu, který pomocí nožů na otočné hřídeli řeže a skládá materiál do mělké komory. Směs se potom přivádí do extrudéru na vzdáleném konci mlýna.
Extrudér se obvykle skládá ze dvou komor. První odstraňuje vzduch z půdního jílu pomocí vakua, čímž zabraňuje praskání a dalším defektům. Druhá komora je vysokotlaký válec, který zhutňuje materiál tak, aby jej šnek mohl protlačit matricí. Po stlačení je plastový materiál vytlačen z komory, a to i přes speciální otvor pro lisování. Průřez extrudovaného sloupu, nazývaný mops, je vytvarován do tvaru matrice. Části požadované délky jsou řezány na míru pomocí rotujících nožů nebo pevných drátů.
Při formování se měkká, mokrá hlína obvykle vkládá do dřevěné krabice. Vnitřek krabice je často potažen pískem, který poskytuje požadovanou texturu a usnadňuje vyjmutí tvarované cihly z formy. K usnadnění uvolnění lze použít i vodu.
Lisování, třetí typ tvorby cihel, vyžaduje materiál s nízkým obsahem vody. Materiál je umístěn do matrice a poté zhutněn ocelovým pístem při požadovaném tlaku.
Srážení hran cihel

Stroje na srážení hran byly vyvinuty k výrobě drážek z cihel pro aplikace, jako je dlažba. Tyto stroje používají válce k odsazení cihel při jejich vytlačování. Někdy jsou vybaveny drátořezy pro srážení hran a řezání v jednom kroku. Takové stroje mohou vyrábět až 20 000 jednotek za hodinu.
Pokrytí
Volba pískového povlaku, který se také používá jako extruze cihel, závisí na tom, jak měkký nebo tvrdý je extrudovaný materiál. Pro potahování měkkým materiálem se používá kontinuální vibrační podavač, zatímco u strukturovaného materiálu je třeba nátěr v případě potřeby rozetřít nebo naválcovat. U tvrdších materiálů se používá přítlačný válec nebo stlačený vzduch a u extrémně tvrdých materiálů je nutné pískování.
Sušení

Před vypálením musí být cihla vysušena, aby se odstranila přebytečná vlhkost. Pokud se tato vlhkost neodstraní, voda se při vypalování příliš rychle spálí a způsobí praskání. Používají se dva typy sušiček. Tunelové sušárny používají vozidla k pohybu cihel zónami s kontrolovanou vlhkostí, které zabraňují praskání. Skládají se z dlouhé komory, kterou se pomalu pohybuje nádobí. Pro urychlení procesu jsou do sušičky přiváděny externí zdroje horkého vzduchu cirkulovaného ventilátorem.
Zejména v Evropě se používají i automatické komorové sušárny. Extrudované cihly jsou automaticky umístěny v řadách podél dvou rovnoběžných tyčí. Cihly jsou pak přiváděny do speciálních stojanů se zařízeními ve tvaru prstů, které obsahují několik párů tyčí v několika vrstvách. Tyto regály jsou pak dopravovány kolejovými vozidly nebo výtahy k sušárnám.
Hořící

Po vytvarování a potažení se cihly suší pomocí tunelových sušáren nebo automatických komorových sušáren. Cihly se pak automaticky nakládají na vozidla a přemisťují se do velkých pecí nazývaných tunelové pece. Při vypalování cihla ztvrdne a zpevní. Po vychladnutí se cihly ztuhnou a zabalí.
Instalace a balení
Jakmile je cihla vypálena a ochlazena, je vypuštěna ze stroje do pece prostřednictvím dekontaminačního procesu, který byl automatizován do té míry, že prakticky veškeré ruční blokování cihly je eliminováno. Byly vyvinuty automatické pokládací stroje, které dokážou ukládat cihly rychlostí přes 18 000 za hodinu a mohou cihly otáčet o 180 stupňů. Obvykle se instaluje v řadách širokých jedenáct cihel, stoh je ovinut ocelovými pásy a opatřen plastovými pásy, které slouží jako chrániče rohů. Zabalené cihly se pak posílají na staveniště, kde je obvykle vykládají kamiony.
















