Existuje řada obecných pravidel, která je třeba dodržovat při provádění jakýchkoliv svářečských prací. Podívejme se na ty hlavní.
Obecná doporučení pro svařování
Před zahájením jakýchkoli svařovacích prací je nutné pečlivě zkontrolovat pracovní zařízení. Nejprve se kontroluje neporušenost napájecího a zemnícího kabelu, systému přívodu plynu, svařovacího hořáku a také jejich připojení ke svařovacímu stroji. Toto je jeden z prvních bezpečnostních požadavků. Pokud je některá z těchto položek poškozena nebo má uvolněné spojení, existuje vysoké riziko úrazu elektrickým proudem nebo otravy plynem.
Plyn musí být vhodný pro typ svařování. Rovněž stojí za to ujistit se, že směs je správně vybrána pro každý konkrétní typ práce. Zařízení na uvolnění plynu musí správně fungovat, což je také třeba zkontrolovat.
Kontroluje se také druh a síla použitého výplňového materiálu. Pro poloautomatické a automatické svařování musí být cívka drátu v podavači řádně zajištěna a její kola a vedení musí odpovídat průměru drátu. Svářeč musí také zkontrolovat chod samotných podávacích kol. Také mechanismus podávání drátu musí odpovídat velikosti a typu svařovací pistole. Chcete-li to ověřit, musíte odpojit pistoli od podavače.
Při kontrole svařovací pistole se kontroluje a samostatně čistí plynová tryska a plynová stříkačka, aby se odstranily kovové cákance. Speciálně pro tento účel je možné odpojit trysku od pistole. Kontroluje se typ kontaktního hrotu a jeho stav. Před zahájením práce je také nutné vyčistit držák špiček.
Před zahájením práce musíte zkontrolovat průtok plynu pomocí speciálního rotametru. Kontrola se provádí před navlékáním drátu do pistole. Pokud je drát již navlečený, musíte deaktivovat možnost posunu drátu. Chcete-li to provést, odstraňte šroub pro nastavení přítlaku válce z podávacího mechanismu. Průtok plynu lze zkontrolovat pouhým stisknutím spouště pistole a měřením průtoku. Některá zařízení mají speciální funkci „Kontrola dodávky plynu“. S jeho pomocí lze provést ověření snadněji bez zbytečných manipulací. Funkce zahrnuje pouze přívod plynu bez podávání drátu.
Výběr úhlu svařování
Volba úhlu svařování do značné míry závisí na použitém drátu. Svařování pevným drátem nebo drátem přídavného materiálu se provádí s rukojetí pistole orientovanou v opačném směru vzhledem k pohybu samotné pistole. Výjimku tvoří svařování ve směru shora dolů a svařování plechů velmi malé tloušťky. Svařování symetrických koutových svarů se provádí pistolí pod úhlem 45 o k koutovému svaru. Tupé spoje musí být provedeny pistolí umístěnou kolmo k drážce mezi řeznými hranami.
Jinak byste měli svařovací pistoli při svařování plněným drátem vést. V tomto případě by rukojeť pistole měla směřovat dopředu ve vztahu ke směru pohybu. Při nesprávném držení pistole se materiál drátu začne mísit s roztaveným svarovým materiálem. V důsledku toho se tvoří struska. Správné vedení rukojetí tomuto procesu zabrání použitím obloukového tlaku, který zadrží strusku za roztavenou částí svaru.
Některé typy svarů jsou výjimkou z tohoto pravidla. Například švy ve směru „zdola nahoru“. V tomto případě je tvoření strusky zabráněno gravitací a rukojeť pistole může být posunuta zpět vzhledem ke směru pohybu pistole.
Vliv rychlosti pohybu svařovacího hořáku na účinnost svařování
Jedním z nejdůležitějších provozních faktorů je správná volba rychlosti hořáku. Rychlost ovlivňuje hloubku průniku kovu, tvar a tloušťku výsledného svaru, rychlost a množství vneseného tepla. Vlastní tloušťka svaru je nejkratší vzdálenost od základny svarového spoje k povrchu svaru. Špatná volba rychlosti negativně ovlivňuje kvalitu přijímaného připojení.
Pokud pohybujete hořákem příliš pomalu, roztavená část svaru se začne odvíjet před obloukem, nikoli za ním. To ztěžuje ovládání svarové lázně. Pokud se hořák pohybuje příliš rychle, není možné dodržet požadovanou hloubku průniku a tloušťku svaru.
Pokyny pro svařování obvykle uvádějí doporučené otáčky hořáku. Důležité je ale také vyhodnocovat rychlost svařování během procesu. To často způsobuje problémy zejména nezkušeným svářečům. Jedním z účinných způsobů, jak určit rychlost, je odhadnout čas v praxi. K tomu se zaznamená čas a vytvoří se malý svarový šev o délce např. 10 cm.Po zastavení svařování se odhadne čas strávený prací. Díky tomu lze předvídat rychlost svařování v centimetrech za minutu.
Funkce pomalého startu
Rychlost podávání drátu se volí v závislosti na podmínkách svařování. Ale v prvních fázích může použití vysoké rychlosti ztížit spuštění procesu. Moderní vybavení umožňuje použít funkci pomalého startu pro snazší zahájení svařování.
Při použití funkce pomalého startu se podávání drátu spustí nízkou rychlostí. Nastavené rychlosti je dosaženo až v okamžiku, kdy se drát dotkne obrobku a začne protékat proud.
Některé svářečky nabízejí nejen funkci pomalého startu, ale také možnost volby rychlosti rozběhu. V tomto případě se koeficient zpomalení nastavuje pomocí ovládacího panelu na zařízení.
Horký start a měkký start
Mnoho kovů se obtížně svařuje kvůli jejich vysoké tepelné vodivosti. Patří mezi ně například hliník. Při práci s takovými kovy se mohou na začátku svařování snadno objevit vady svaru. Aby se to kompenzovalo, byla vyvinuta funkce horkého startu. Pomocí této funkce se výkon na začátku svařování okamžitě zvýší a překročí přednastavenou hodnotu. Doba horkého startu a výkon se nastavují na svařovacím stroji.
Některé procesy přitom vyžadují tzv. měkký start. V jádru je měkký start opakem horkého startu. Výkon na začátku svařování při měkkém startu se snižuje oproti nastavené hodnotě a postupně se zvyšuje na požadovanou hodnotu. Tato funkce bude užitečná pro svařování plechů na tupo. Výkon a doba pozvolného rozběhu jsou také samostatně nastavitelné.
Volba dalších parametrů svařování
Rychlost posuvu drátu přímo souvisí se svařovacím proudem. Při změně rychlosti posuvu se odpovídajícím způsobem změní i svařovací proud. Napětí musí odpovídat svařovacímu proudu a rychlosti podávání drátu. Pouze v tomto případě je možné zajistit stabilitu svařování. Když ale nastanou problémy, je často velmi obtížné posoudit, který parametr byl zvolen špatně a jakým směrem je potřeba jej změnit, aby bylo dosaženo dobrých výsledků.
Existuje řada znaků, podle kterých lze posoudit nesoulad mezi parametry. Například napětí oblouku je příliš nízké, pokud:
- oblouk dělá příliš mnoho hluku,
- kov příliš prská,
- šev se ukáže být velmi úzký a hlava je vysoká.
Naopak příliš vysoké napětí oblouku lze rozpoznat podle dalších parametrů:
- hluk vytvářený obloukem je tlumený nebo téměř neslyšitelný,
- oblouk je příliš dlouhý,
- šev je příliš široký a nízký,
- při použití výplňového materiálu se tvoří velké kapky,
- objeví se velké podříznutí.
Pro dosažení dobrých výsledků bylo vyvinuto množství tabulek a návodů, které vám pomohou s prací. Pomoc pro svářeče poskytují svářečky s vestavěnou funkcí pro stanovení potřebného napětí pro danou rychlost a svařovací proud. Ale i u této funkce je někdy potřeba dodatečné nastavení napětí. To je způsobeno rozdíly ve vlastnostech výplňového materiálu od různých výrobců.
V některých případech není možné přesně nastavit napětí oblouku ve vztahu k rychlosti podávání drátu. Jemné nastavení se provádí změnou rychlosti podávání drátu, nikoli změnou napětí.
Další tipy pro zlepšení účinnosti svařování
Účinnost svařování lze zlepšit různými způsoby. Nejprve byste měli pečlivě naplánovat všechny fáze ručního svařování a ergonomicky uspořádat své pracoviště. V případě jednotlivé výroby takové plánování pomůže výrazně zvýšit produktivitu, a to i ve srovnání s mechanizací procesu.
Dalším způsobem, jak zlepšit efektivitu, je výběr správné polohy při vytváření švu. Nejúčinnější je svařování ve spodní poloze. Svařování ve spodní poloze spočívá v umístění obrobku na úroveň, která zajistí svářeči nejpřirozenější polohu při práci. K tomu se používají speciální zařízení. S jejich pomocí můžete otáčet obrobky a dosáhnout tak nižší polohy obrobku, vhodné pro svářeče.
Pro produktivitu je důležité zvolit správný postup svařování. Je nutné prozkoumat všechny možnosti zvýšení produktivity svařování změnami technologických postupů. I když to vyžaduje dodatečné výdaje, výsledek může výrazně převýšit všechny náklady.
Pokud jsou všechny parametry svařování správně zvoleny, zvyšuje se efektivita práce, snižují se náklady na svařování a další práci. Například odstranění rozstřiku kovu je pracný proces, který snižuje produktivitu. Místo toho se vyplatí snížit intenzitu rozstřiku pomocí pulzního svařování nebo jiných metod.
Svařování s invertorem je přístupné začátečníkům díky jednoduchému nastavení zařízení a srozumitelnému pracovnímu postupu. Hlavní věcí je provádět veškeré svařovací práce v souladu s bezpečnostními pravidly, zvolit vhodný režim, vybrat elektrody a trénovat.
Teprve po 3-4 kg elektrod se začne rýsovat alespoň něco podobného rovnoměrnému švu. Hlavní je nezoufat, nevzdat se napůl, ale učit se dál. Z našeho materiálu se dozvíte o základních pravidlech pro svařování s invertorem pro začátečníky.
Základní bezpečnostní pravidla při svařování s invertorem
Přípravné práce před použitím střídače
Svařovací invertor můžete poprvé zapnout (nebo po jeho přemístění) až poté, co zkontrolujete izolační odpor mezi živými částmi a pouzdrem a také jej připojíte k zemi. Pokud se zařízení delší dobu nepoužívalo, měli byste před zahájením svařování zkontrolovat, zda uvnitř zařízení není prach.

Čištění řídicích jednotek a výkonových prvků se provádí stlačeným vzduchem, který je přiváděn pod mírným tlakem. Aby systém nuceného větrání střídače fungoval hladce, je nutné kolem něj zajistit volný prostor alespoň 0,5 m.
Invertorové svařování nelze použít v místech, kde pracují řezací nebo brusné stroje, protože kovový prach vznikající při jejich provozu může poškodit elektroniku a výkonovou část zařízení.
Pro začátečníky: pokud je technologie svařování invertorem prováděna venku, je nutné zajistit ochranu před slunečním zářením a deštěm. Samotné zařízení je instalováno na vodorovném povrchu nebo pod úhlem, který není větší než hodnota uvedená v pasu.
Vizuální kontrola
Před začátkem pracovní směny musí svářeč prohlédnout zařízení, zkontrolovat stav izolačních plášťů kabelů (svařovací, silové) a v případě potřeby je vyměnit nebo opravit.
Poté musí pracovník zkontrolovat svorku zemnícího kabelu, držák elektrody, stav zásuvek a zástrček, přes které je provedeno připojení ke střídači. Dále se kontroluje ovládací panel, zejména zda jsou v pořádku spínače, přepínače, kontrolky nebo tlačítka. Pokud je zařízení velmi zaprášené, je nutné jej vyčistit.
Používání ochranných prostředků
Při svařování se svařovacím invertorem pro začátečníky je osobní bezpečnost na prvním místě.
Během procesu svařování může pracovník dostat elektrický šok, popálit se odletujícími kapkami roztaveného kovu nebo poškodit sítnici světelným zářením elektrického oblouku.
Nejsou vyloučena mechanická poranění, stejně jako vdechnutí plynů uvolněných při procesu svařování. To naznačuje, že svářeči, kteří teprve začínají ovládat invertorový stroj, by se měli naučit bezpečnostní pravidla a vyzbrojit se osobními ochrannými prostředky.
Seznam povinných ochranných pomůcek pro svářeče zahrnuje rukavice odolné proti jiskrám, masku, boty a kombinézy vyrobené z nekonzumního materiálu, respirátor a brýle, které budou vyžadovány při čištění švů a obrobků.
S touto minimální sadou ochranných pomůcek se můžete chránit před zraněním, zvláště pokud se svařováním invertorem zabýváte poprvé. Zvláštní pozornost je třeba věnovat výběru svářečské masky, která bude chránit vaše oči před zářením vycházejícím ze svařovacího oblouku.
Výběr elektrod pro svařování s invertorem pro začátečníky
Níže je tabulka pro svařování s invertorem pro začátečníky, ve které najdete závislost průměru elektrody na tloušťce svařovaného kovu.
Zpravidla jsou pro každý konkrétní druh kovu uvedena doporučení týkající se výběru vhodné tloušťky a průměru.
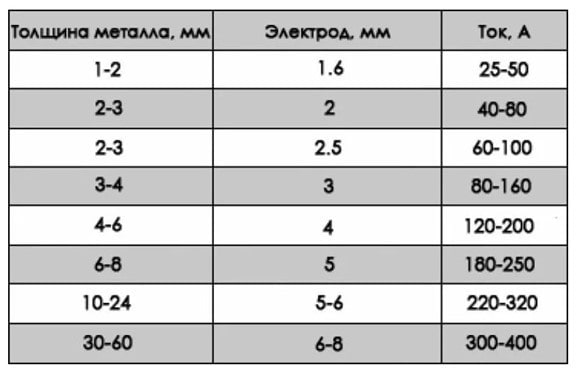
Tato data jsou zcela dostačující pro začínající řemeslníky, aby správně svařili s invertorem a vybrali spotřební materiál vhodného průměru. To je však jen část toho, na co byste si při výběru měli dát pozor.
Velkou roli hraje povlak elektrody. Rozlišují se následující typy:
- kyselé (A) – určené pro legování materiálů z nízkouhlíkové oceli a vyznačují se stabilitou oblouku a dobrým zapálením (i při nízkém napětí).
- Základní (B) – používá se pro svařování vícevrstvých pevných kovových konstrukcí. Jsou schopny udržet rovnoměrný oblouk během provozu s obrácenou polaritou a stejnosměrným proudem a také chránit švy před prasknutím.
- rutil (R) – tato možnost je pro začátečníka nejoptimálnější, protože umožňuje svařování v jakékoli poloze. Poskytuje kvalitní šev, umožňuje svařovat rezavá místa a je doprovázen minimálním množstvím rozstřiku. Takové elektrody lze použít pro svařování potrubí, protože jsou imunní vůči vlhkosti. Před použitím se však musí nejprve vysušit a kalcinovat.
- Celulóza (C) – používá se pro svařování výrobků na těžko přístupných místech. Díky svým vlastnostem lze tyto elektrody použít pro práci v jakékoli poloze. Vhodné pro začátečníky, protože svařování vertikálních (horizontálních) švů invertorem je doprovázeno tvorbou minimálního množství strusky a také zajišťují stabilitu oblouku. Elektrody s tímto typem povlaku však mají i nevýhodu, kterou je nutnost dodatečného broušení.
- Kombinovaný (smíšený) – možností může být spousta, ale nejčastější jsou rutil-celulóza. Tyto elektrody jsou vhodné pro začátečníky, protože kombinují dva typy, které jsou nejlepší.
Volba polarity při svařování s invertorem
Invertor používaný pro ruční obloukové svařování vyrábí stejnosměrný proud. Na předním panelu přístroje naleznete dva konektory „+“ a „–“ pro připojení kabelů.

Pro přímou polaritu je držák připojen k „mínusu“ a „kolečko na prádlo“ k „plus“. V případě obrácené polarity drží držák elektrody na „plus“ a hmota kolíčku na prádlo na „mínus“.
Pokud mluvíme o tom, kterou ze dvou možností si vybrat, pak teoreticky (návody) a podle některých se kov lépe taví a zahřívá při „přímé polaritě“. Ve skutečnosti je však vše úplně jinak.
Více tepla se generuje na kontaktu označeném „+“, proto, když je k němu držák připojen (přepólování), je průnik hlubší. Tato možnost je tedy vynikající pro svařování silnostěnných kovů (desky, profilové trubky, úhelníky o tloušťce 4-5 mm). Tenký materiál (maximálně 1,5-2 mm) se tedy spojuje přímou polaritou, jinak na něm mohou vzniknout otvory v důsledku roztavení stěn.
Můžete si to ověřit praktickým způsobem. Chcete-li to provést, vezměte invertor, nastavte svařovací proud na 100, připojte zem a držák elektrody ke konektorům a zkuste odříznout plech o tloušťce 4-5 mm (výztuž nebo roh). Nejprve to musí být provedeno na přímou polaritu, poté na opačnou, ale se stejnou proudovou intenzitou a elektrodou (průměr 3 mm). V důsledku toho bude vidět, že ve druhém případě je proces mnohem rychlejší.
Pokyny krok za krokem pro svařování s invertorem pro začátečníky
Invertorové svařování pro začátečníky začíná u základů. Nejprve je třeba prostudovat technologii práce a proces použití kusových elektrod. Další věcí je určit maximální možnosti elektrické sítě místnosti, kde plánujete pracovat, vybavit místo a zvážit připojení napájecího kabelu pro napájení zařízení.
Dále musí začínající mistr pro svařování s invertorem připravit tenký kov (konstrukční nebo plech malé tloušťky), balíček elektrod, jejichž průměr hlavního povlaku je 2-3 mm, kovový kartáč na čištění povrchy obrobků a švů.
Krok 1. Nastavení proudu
Kvalita svaru do značné míry závisí na tom, jak správně je zvolen proud měniče. Pokud jste v tomto oboru noví, pak je lepší použít speciální tabulky, které jsou připojeny ke každému zařízení, které udávají hodnoty odpovídající průměru elektrody a tloušťce kovu.

Požadovaná intenzita proudu se nastavuje otáčením knoflíku po zapnutí vypínače měniče. Na každém zařízení lze stupnici hodnot nalézt na různých místech, pro některé – na předním panelu podél oblouku otáčení regulátoru, pro jiné – na digitálním indikátoru.
Je však třeba pamatovat na to, že nastavená hodnota proudu nemusí odpovídat požadované hodnotě a při provádění zkušebních svarů bude nutné ji upravit pro lepší průvar.
Krok 2. Připojení elektrody
Konec tyčové elektrody, tj. část nepokrytá povlakem (20-30 mm), je upevněna v držáku, kterým je přiváděn svařovací proud. Dnes se nejčastěji používají „clothespins“ (držáky svorek s vnitřní částí čelistí profilovanou pro tyč elektrod). Jsou velmi pohodlné na použití a umožňují rychlou výměnu škváry za nové elektrody a pevnou fixaci.
Krok 3. Zapálení oblouku
Svařovací oblouk se vyrábí dvěma způsoby. První je dotknout se kovového povrchu svisle drženou elektrodou (koncem) a posunout ji o několik milimetrů zpět. Druhý se nazývá „úder“, protože pohyb připomíná zapálení zápalky, když je hlava natažena podél boku krabičky.
V případě invertorů je zapálení elektrody mnohem jednodušší, protože mají vestavěnou funkci “horký start”. Při dotyku kovového povrchu se objeví proudový impuls zvýšeného výkonu a s vytvořením oblouku se hodnota proudu vrátí na jmenovitou hodnotu.
Krok 4. Pohyb a naklánění elektrody při svařování
Pohyb elektrody po povrchu při ručním a invertorovém svařování se neliší. Existují celkem tři typy náklonu. Nejběžnější invertorovou svařovací technikou pro začátečníky je provádění svarů pod úhlem dopředu.
Pokud se pracuje na těžko dostupných místech nebo v omezeném prostoru, pak je poloha elektrody obvykle kolmá. Tento způsob však vyžaduje vysoce kvalifikovaného pracovníka, proto není vhodný pro začátečníky, i když funkce měniče částečně kompenzují některé chyby. U spojů na tupo a rohů se svařování obvykle provádí s úhlem hřbetu.
Krok 5 Ovládejte Arc Gap
Pro získání kvalitního a rovnoměrného svaru je nutné správně zvolit a dodržet velikost svařovacího oblouku, který vzniká mezi rovinou materiálu a koncem elektrody.
Podle doporučení týkajících se techniky provádění tohoto typu práce by její velikost neměla být větší než průměr elektrody. Protože je však poměrně obtížné udržet takovou vzdálenost, je povolen oblouk, který přesahuje průměr o ne více než 1-2 mm.
Tipy pro začínající svářeče
Následuje několik tipů, jak přivařit úhelníky ke sloupkům, což je jedna z nejběžnějších svařovacích operací.
Nejprve se musíte vyzbrojit domácím svařovacím invertorem:
- Nejlepší elektrody pro invertorové svařování pro začátečníky jsou ty, které mají průměr 2,5 mm – to je optimální velikost.
- Počínaje shora by měl být svar proveden po osmičkách směrem dolů s maximálně 1 mm přírůstky.
- Je lepší nevařit kov okamžitě, to znamená ne od začátku do konce, ale nejprve udělat několik cvočků, které zabrání deformaci materiálu v důsledku zahřívání různých stran.
- Pokud se po svaření produktu a odražení strusky vytvořily dutiny, musíte tato místa znovu vařit.
- Při odrážení strusky nezapomeňte nosit brýle nebo chameleonskou svářečskou masku.

Nejčastěji se v každodenním životě používá „tři“ elektroda, i když standardní invertory mohou také vytáhnout „čtyřku“, což je docela dost. Pokud jde o sílu proudu, můžete ji změnit a vybrat požadovanou hodnotu během procesu svařování a nastavit optimální režim. Zde je třeba mít na paměti, že pokud jsou indikátory menší, než je nutné, elektroda se přilepí, pokud jsou hodnoty příliš vysoké, může se vytvořit díra.
Úkolem svářeče je spojit okraje obou částí k sobě a svařit roztavený kov elektrodové tyče na vrchu švu.
Při svařování ocelového úhelníku na kovový stůl je lepší nežádat někoho, aby vám pomáhal držet obrobek, protože to může mít za následek popáleniny očí (sliznice nebo sítnice) a kůže od potřísnění roztaveným kovem. Nejlepší je použít magnetické rohy nebo svorky.
Pro výběr optimálního proudu pro svařování použijte následující rady.
Vezměte kovový polotovar a začněte vařit na vysoký proud. Pokud se vytvoří díry, musíte je snížit. Tak je zvolena síla proudu, při které kov nepropálí. Neexistují žádná tajemství svařování s invertorem, hlavní věcí pro začátečníky je praxe a zkušenosti, které přicházejí s časem.
Pro trénink můžete použít rezavé kovové kusy a nacpat si na ně ruku. Možná bude stačit spálit pár elektrod na cvočky na rez, aby se svařil již dobrý kov ve vysoké kvalitě.
Než začnete svařovat, nezapomeňte vyčistit díly a spoje od barvy a rzi na čistý povrch.
doporučené články
Vertikální invertorové svařování pro začátečníky je obtížný úkol, ale pokud se naučíte, jak vytvořit krásný šev v této poloze, pak bude horizontální ideální.
Zde je několik pokynů:
- Nikdy nepracujte s vlhkými elektrodami nebo elektrodami s odštěpeným povlakem. Měly by být skladovány mimo vlhkost, a pokud stále potřebujete sušit, lze to provést buď v troubě, nebo v elektrické troubě.
- Abyste se naučili dobře svařovat, musíte cvičit, takže čím více elektrod a kovových polotovarů použijete, tím lepší budou švy. Poté, co začnete pracovat s plotem vyrobeným z vlnitých plechů, budete po chvíli schopni převzít složitější úkoly (svařování skleníků, oblouků, bran, křídlových a posuvných bran, přístřešků nad domy, stejně jako zařízení a nástroje používané v každodenní život).
Každá osoba, která zná základy svařování s invertorem pro začátečníky, může dělat vysoce kvalitní, rovnoměrné a krásné svarové švy, hlavní věcí je více cvičit a nebát se spálit elektrody.
















