určeno pro vrtání, vystružování, zahlubování, zahlubování, vystružování a vyvrtávání otvorů s relativně nízkými požadavky na přesnost; řezání závitů, stejně jako frézování (obvykle s omezenými režimy) rovin a drážek |.
Největší jmenovitý průměr vrtání v dílech ze středně tvrdé oceli (ocel 45 podle GOST 1050-88) je považován za hlavní parametr strojů. Pokud je zajištěna možnost frézování, musí být stroje vybaveny souřadnicovými stoly s ručním nebo mechanickým posuvem a sestava vřetena je navržena s ohledem na radiální zatížení při frézování s mírnými přídavky a režimy zpracování.
Oblasti použití a hlavní vlastnosti různých typů jsou uvedeny v tabulce 7.8. Rozměry VSS se jmenovitým průměrem vrtání 3 – 80 mm jsou normalizované (GOST 370-93).
Nosný systém nejběžnějšího typu stroje tvoří základová deska a sloup (regál). Základní deska slouží jako podpěra stroje. Jeho horní (pracovní) plocha u strojů s kulatým sloupem a stolem otáčejícím se kolem tohoto sloupu je opatřena drážkami ve tvaru T pro upevnění obrobků nebo přípravků. Kulatý sloup slouží jako vedení pro zvedací a otočný skládací stůl kolem něj. K hornímu konci kulatého sloupu je obvykle připojen přídavný díl s vodítky pro instalaci a někdy i instalační pohyb vrtací hlavy. Prizmatický sloup je vybaven vedením jak pro instalační pohyb vrtací hlavy, tak pro zvedací stůl, přičemž tato vedení mohou být jednoduchá. U strojů s prizmatickým sloupem lze k základně připevnit dva oblouky styku řemene s hnanou kladkou namontovanou na hlavě vřetena z důvodu umístění napínací kladky na druhé straně hnací kladky (vzhledem k hnané) .
Zásobování pracovních orgánů se provádí pomocí hydraulických válců nebo převodů šroub-matice; Navíc v druhém případě je při použití široce nastavitelných elektromotorů relativně jednoduše a spolehlivě zajištěna plynulost malých pracovních posuvů potřebných pro dokončovací práce.
V tabulce 7.8 jsou uvedeny hlavní typy vertikálních vrtaček.
Tabulka 7.8. Hlavní typy horizontálních vyvrtávaček
Typy a schémata strojů
Hlavní prvky uspořádání a designu

Stroje s výsuvným vřetenem. Vrtací hlava se montuje s možností vertikálního montážního pohybu na kulatém sloupu pevně připevněném k základní desce. Na desce jsou upevněny obrobky, svěrák nebo závěsné stoly
Stroje s jmenovitým průměrem vrtání 3-16 mm. Používá se v pomocné výrobě, montážních dílnách.
Pokud jsou vybaveny zařízeními pro automatizaci cyklu vřetena a přípravky, mohou být použity v hlavní výrobě
Vrtání, vrtání a řezání závitů

Stroje s posuvnými vřeteny. Vrtací hlava je namontována na kulatém sloupu, pevně připevněném k základní desce a může mít nastavitelný vertikální pohyb. Stůl, otočný nebo upevněný kolem své osy, má vertikální polohovací pohyb podél sloupu a otáčí se kolem něj, aby umožnil instalaci velkých obrobků na pracovní plochu desky
Stroje s jmenovitým průměrem vrtání 16 – 40 mm. Používá se v jednorázové a malosériové výrobě
In-line vrtání, závitování a vrtání

Skupina jednovřetenových strojů se společnou základnou a deskou nebo zvedacím stolem s pracovní plochou pro upnutí obrobků nebo přípravků. Obvykle se skládá ze dvou až čtyř strojů
Stroje s jmenovitým průměrem vrtání 3-20 mm. Používá se v sériové výrobě s fixací konstantní operace v každé poloze a posouváním obrobku do po sobě jdoucích pozic
Pokračování tabulky. 7.8
Typy a schémata strojů
Hlavní prvky uspořádání a designu
vrtání, vrtání-závitování a vrtání-frézování

Jednovřetenové stroje s výsuvným vřetenem. Vrtací hlava se montuje s možností vertikálního montážního pohybu na hranolový sloup pevně připevněný k základové desce. Jsou vybaveny zvedací stolní deskou, na kterou lze instalovat křížové „plovoucí“ stoly nebo stoly s podávacím mechanismem. Existují modifikace se souřadnicovým křížovým stolem pevně připevněným k desce
Stroje s jmenovitým průměrem vrtání 20 – 80 mm.
Používají se v kusové a malosériové výrobě a při vybavení cyklickým řízením nebo CNC – v hromadné výrobě. Jsou-li vybaveny pinolou s přírubou pro montáž vícevřetenových hlav, jsou základem pro speciální stroje používané ve velkovýrobě
Vrtání, vrtání a frézování

Stroje s revolverovou hlavou (šest až deset vřeten, z nichž některá lze frézovat), osazené s možností pracovních a montážních pohybů na hranolovém stojanu. Souřadnicový křížový stůl se montuje na hřebenová vedení s možností pomocných instalačních pohybů nebo na základovou desku, kterou lze použít jako podnož stolu
V sériové výrobě se používají stroje o jmenovitém průměru vrtání 16 – 32 mm, vybavené CNC zařízením
Souřadnicové vrtačky a frézky

Stroje s výsuvným vřetenem. Vrtací hlava se pohybuje po pevné nebo svisle pohyblivé příčce nad deskou stolu (stojanem) a spolu se stojanem podpírajícím příčku – po desce stolu. CNC stroj může být vybaven automatickou výměnou nástrojů
Stroje s jmenovitým průměrem vrtání 40 – 50 mm.
Používá se pro zpracování plochých dílů (jako jsou mřížky) a částí těla
skříňky s pevnou výškou, křížové stoly. Základové dutiny se používají jako usazovací nádrže a zásobníky řezné kapaliny.
Stoly se obvykle vyrábějí obdélníkové, ale mohou mít i kulatý tvar (u strojů s otočnými, skládacími nebo horními stoly). Malé stroje mohou používat tzv. „plovoucí“ stoly, které nemají žádné podávací mechanismy. Pohyb v libovolném směru je vyvolán silou vyvíjenou operátorem přímo na horní část stolu. Při použití v hromadné výrobě mohou být „plovoucí“ stoly vybaveny zařízením pro zobrazování souřadnic otvorů podle kopírky (referenční díl) nebo výkresu.
Křížové stoly především pro vrtačky a frézky jsou vybaveny ručními nebo mechanizovanými pohony posuvu, jejichž ovládacím mechanismem jsou šroubové mechanismy (včetně odvalovacích) nebo šnekové a hřebenové převody. Takové stoly jsou obvykle vybaveny samostatnými upínacími mechanismy v podélném a příčném směru. Přesnost osových vzdáleností zpracovávaných otvorů, kterou lze získat při použití ručních stolů i stolů s digitálním zobrazením a předběžným nastavením souřadnic, je v rozmezí 0,05 – 0,1 mm.
Vřetenové jednotky vrtaček jsou vystaveny značnému axiálnímu zatížení. S ohledem na to se zpravidla používají samostatná axiální a radiální ložiska v přední spodní podpěře vřeten. Aerostatické podpěry lze použít ve vřetenech strojů pro obrábění otvorů malého průměru. Téměř všechny stroje používají výsuvné vřetenové jednotky pinolového typu, u kterých je translační pohyb pracovního posuvu (vysoká rychlost) prováděn pohybem vřetenové objímky (pinky) spojené s podávacím mechanismem ozubeným převodem. Pro vyvážení vřetenových jednotek jsou k dispozici protizávaží, obvykle pružinového typu.
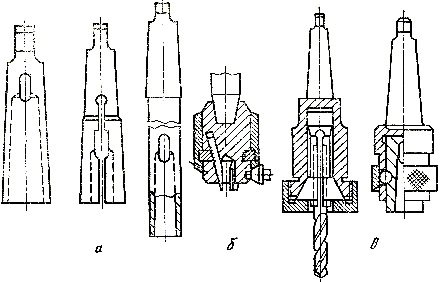
Připojovací body pro konce nástrojů vřeten jsou standardizované. U malých strojů se pro upevnění vrtacích nebo závitořezných sklíčidel používají vnější Morseovy kužely, u středních a velkých strojů se používají vnitřní Morseovy kužely nebo kužely s kuželem 7 : 24. Na Obr. Obrázek 7.9 ukazuje různé typy vřetenových vertikálních vrtaček.
Hlavní pohon u malých strojů obvykle tvoří asynchronní elektromotor a řemenový pohon s víceřemenovými řemenicemi nebo variátorem.
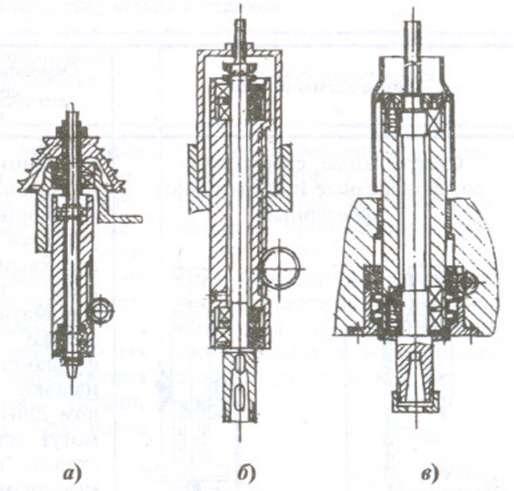
Rýže. 7.9. Vřetenové jednotky vertikálních vrtaček:
a – s řemenovým pohonem; před naším letopočtem – s pohonem přes drážkovaný hřídel: b – s Morse kuželem; PROTI – s kuželem 7:24
Používají se také pohony s nastavitelnými elektromotory. Hlavní provedení hlavního pohonu u vertikálních vrtaček s jmenovitým průměrem vrtání 20 mm a více je s asynchronním elektromotorem a převodovkou s vertikálními hřídeli a pohyblivými převodovými bloky 6–12 stupňů. Koeficient série se obvykle pohybuje v rozmezí 1,26 – 1,6. Otáčení vřetena se obrátí přepnutím elektromotoru nebo pomocí třecích spojek.
Pohony posuvu jsou typicky poháněny vřetenem nebo nějakým jiným hlavním hnacím hřídelem a zahrnují skříň a podávací mechanismus se šnekem a ozubeným kolem a pastorkem jako konečným článkem. Rychlost posuvu v každé fázi se určuje v milimetrech na otáčku vřetena. Na Obr. Obrázek 7.10 ukazuje podávací mechanismus vřeteníku středně velké vertikální vrtačky.
Podavač vrtaček a závitořezných strojů obsahuje otočné posuvy shodné s kroky pro zpracování závitů, což zajišťuje možnost řezání závitů frézou a lepší kvalitu závitů při řezání závitníky. Podavač může být vybaven zařízením pro automatizaci hlavních obráběcích cyklů: vrtání, závitování, zahlubování atd. Taková zařízení obvykle používají kotouče nebo tyče s nastavitelnými vačkami, které působí na koncové spínače řídicího systému při pohybu vřetena.

Obr.7.10. Mechanismus podávání vřeteníku vertikální vrtačky
VSS využívá: ruční, cyklické řízení a CNC; poslední jmenované se používají v souřadnicových vrtačkách a vrtačkách-frézkách.
7.22. Radiální vrtačky (RSS) Určeno pro vrtání, závitování a vyvrtávání otvorů s omezenými požadavky na přesnost. Zvláštností PCC je schopnost pohybovat vrtací hlavou na významné radiální vzdálenosti vzhledem k nosnému sloupu a také ji otáčet o 1° kolem něj, což poskytuje velký objem pracovního prostoru a schopnost zpracovávat velké rozměry díly. Stroje nacházejí uplatnění především v kusové a malosériové výrobě, v montážních a opravárenských provozech.
Za hlavní RSS se bere největší jmenovitý průměr vrtání u dílů ze středně tvrdé oceli.
Oblasti použití a hlavní vlastnosti různých typů RSS jsou uvedeny v tabulce 7.9.
Nosný systém stacionárního stroje se skládá ze základové desky, sloupu a manžety. Desky mají krabicovitou strukturu s vnitřními žebry a dutinami pro sběr chladicí kapaliny. Na horní (pracovní) ploše desky jsou vytvořeny drážky ve tvaru T pro upevnění obrobků a zařízení. Kromě hlavního typu – poměrně úzké obdélníkové desky, lze použít desky jiných konfigurací (rohové, křížové, kulaté), rozšiřující pracovní prostor stroje.

Obr.7.11. Ložiskový systém radiální vrtačky
Protáčení vřetena při zatížení o 60 – 70 % závisí na deformaci sloupu, v důsledku čehož jsou na něj kladeny zvýšené požadavky na tuhost. Nejběžnější provedení je s vnitřním pevným sloupem a na něm uloženým vnějším válcovým pouzdrem na valivých ložiskách (obr. 7.11). Tato konstrukce poskytuje vysokou tuhost, schopnost kompenzovat vychýlení vnitřního sloupku od hmotnosti objímky a vrtací hlavy použitím excentrické podložky v horní podpěře a stálost svislé polohy osy vřetena při objímce se otáčí kolem sloupu. Vnější válcová plocha objímky sloupku je vedení pro vertikální pohyb objímky, který se obvykle provádí pomocí šroubového mechanismu.
Nosný systém je vybaven mechanismy pro upnutí vnějšího pouzdra na vnitřní sloupek a pouzdra na pouzdro sloupku, které jsou ovládány z dálkového ovladače na vrtací hlavě.
U přenosných strojů je sloup vybaven konzolou, pomocí které je stroj posouván zvedacím a transportním mechanismem.
Vrtací hlava je hlavní jednotkou stroje, ve které je umístěno vřeteno, hlavní pohon, skříňový a vřetenový podávací mechanismus, zařízení a ovládací panel. Vrtací hlava je namontována na objímkových vodících, z nichž horní je obvykle obdélníkový a přebírá váhu vrtací hlavy a spodní je typu „rybinový“ a pomáhá bezpečně upnout hlavu na objímku. Pohyb vrtací hlavy může být prováděn buď ručně nebo mechanizovaně při zachování ručního ovládání pro přesné vyrovnání vřetena k ose zpracovávaného otvoru. U těžkých strojů se také používají servomechanismy k otáčení objímky kolem sloupu.
Vřetenové jednotky pinolového typu jsou konstrukčně téměř totožné s vřeteny vrtaček, liší se však delší drážkovanou stopkou, která zajišťuje přenos točivého momentu z výstupní hřídele převodovky po celé délce výrazného zdvihu. Většina strojů je vybavena vestavěným nebo navrženým zařízením pro vytlačování nástroje z vřetena. Sestava vřetena je obvykle vyvážena pružinovým protizávažím.
Převodovky a posuvy se vyznačují rozšířeným rozsahem otáček a počtem stupňů. U těžkých obráběcích strojů jsou známy případy použití nezávislých pohonů posuvu s nastavitelnými elektromotory. Spojení mezi podávací skříní a pinolou vřetena se provádí pomocí šnekových a hřebenových převodů. Mechanismus umožňuje zapnout ruční nebo mechanický posuv pomocí ozubených spojek a obvykle kryje koaxiální mechanismus pro pohyb vrtací hlavy po objímce. Páky podávacího mechanismu jsou spojeny číselníkem pro počítání axiálního pohybu vřetena, opatřeným stavitelným dorazem pro vypnutí posuvu v dané hloubce.
Vrtací hlava obsahuje ovládací prvky pro všechny mechanismy stroje. Střední a těžké stroje využívají předselektivní řídicí systémy pro převodovky a posuvy, které zkracují pomocný čas, a dále digitální zobrazovací zařízení, která zajišťují vizualizaci polohy vřetena a automatické provádění některých základních pracovních cyklů (vrtání, závitování, zahlubování atd.) s specifikoval velikost pohybů při vysoké rychlosti a při pracovním posuvu.
Tabulka 7.9. Hlavní typy vertikálních vyvrtávaček
Typy a schémata strojů
Hlavní prvky uspořádání a designu
Stacionární s pevnou základovou deskou

Jednovřetenové stroje s posuvným vřetenem. Vrtací hlava je namontována s možností radiálního (podél objímky) a svislého (s objímkou) instalačního pohybu, jakož i rotace vůči kulatému sloupu pevně připevněnému k základní desce. K desce jsou upevněny obrobky, závěsné stoly a další zařízení
Stroje s jmenovitým průměrem vrtání 25 – 125 mm. Používají se v pomocné výrobě, montážích a opravnách. Když jsou vybaveny automatizačními zařízeními, speciálními zařízeními a nástroji, mohou být použity v hlavní výrobě
Stacionární s ramenem s pevnou výškou a zvedacím stolem

Stroje s objímkou pevně připevněnou k hornímu konci sloupu a navíc vybavené stolem, který se zvedá a otáčí kolem sloupu. Stůl může mít další rotaci kolem jedné a vrtací hlava – jedna nebo dvě horizontální osy
Stroje s jmenovitým průměrem vrtání 25 – 40 mm. Používá se v kusové a malosériové výrobě pro zpracování malých dílů namontovaných na stole a velkých a vysokých dílů namontovaných na desce

Stroje se základovou deskou (nebo soklem) uzpůsobené pro přenos a zvýšenou stabilitu při provozu. Vrtací hlava je instalována s možností samostatného otáčení nebo s pouzdrem kolem tří vzájemně kolmých os
Stroje s jmenovitým průměrem vrtání 25 – 80 mm. Používá se při výrobě velkorozměrových dílů, jejichž přeinstalace je nemožná nebo nepraktická pro vrtací práce

Stroje (stacionární typ), jejichž sloup je upevněn na saních pohybujících se ve směru lože
Stroje se jmenovitým průměrem vrtání 30 – 100 mm pro zpracování podlouhlých dílů v kusové i malosériové výrobě. Délka posuvu až několik metrů
Pokračování tabulky. 7.9
Typy a schémata strojů
Hlavní prvky uspořádání a designu

Obráběcí stroje (stacionární typ), jejichž sloup je upevněn na samojízdném vozíku pohybujícím se po kolejích
Stroje se jmenovitým průměrem vrtání 50 – 100 mm pro zpracování dlouhých dílů jako jsou stavební vazníky, kolejnice atd. v podmínkách kusové i sériové výroby. Délka pohybu skluzavky není omezena
Vrtačky jsou určeny pro opracování otvorů vrtáky, záhlubníky, výstružníky, ploskačky a axiálními kombinovanými nástroji. Tyto stroje se také používají k řezání vnitřních závitů, k výrobě kuželových a válcových zápichů, ke zpracování plochých konců nálitků a nálitků a k řezání kotoučů a kroužků z plechových polotovarů. Pomocí pohonů vrtacích strojů se získávají potřebné tvarotvorné pohyby: hlavním řezným pohybem je rotace obrobku nebo nástroje a posuvovým pohybem je translační pohyb nástroje podél osy rotace.
Vrtací stroje jsou podle klasifikace ENIMS zařazeny do skupiny vrtací a vyvrtávací a jsou v ní zastoupeny třemi typy strojů.
1. Vertikální vrtačky mají vertikální osu vřetena a jsou k dispozici ve dvou verzích: stolní a podlahové. Hlavní charakteristikou vertikálních vrtaček je největší průměr vyvrtaného otvoru v oceli s в = 500. 600 MPa. U stolních strojů tento průměr nepřesahuje 16 mm a u stojacích strojů – 75 mm.
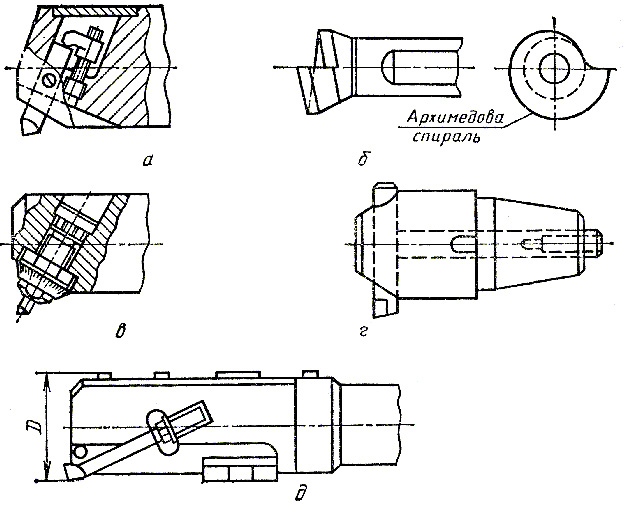
Rýže. 2.31 Vyvrtávací nástroje
Hodnota největšího průměru vrtání je zahrnuta v označení sériově vyráběných strojů jako charakteristika jejich technologických možností. Například v označení vertikální vrtačky 2N135 poslední dvě číslice udávají, že největší průměr vrtaného otvoru u tohoto stroje je 35 mm.
Zvláštností práce na univerzálních vertikálních vrtačkách je, že vyrovnání osy obráběného otvoru s osou vřetena se provádí pohybem (obvykle ručně) obrobku po stole stroje, dokud se tyto osy neshodují. Tato vlastnost omezuje hmotnost obrobků zpracovávaných na vertikálních vrtačkách a vysvětluje použití přípravků a značení (v kusové výrobě). Podle počtu vřeten se vertikální vrtačky dělí na jednovřetenové a vícevřetenové a podle stupně automatizace na poloautomatické, automatické a automatizované s programovým řízením.
2. Radiální vrtačky jsou vytvořeny na bázi vertikálních vrtaček, ale jejich technologické možnosti pro zpracování těžkých a rozměrných obrobků jsou širší. Při obrábění na radiálních vrtačkách se vyrovnání osy vřetena s osou obráběného otvoru provádí pohybem hlavy vřetena po rádiusu (po traverze) a po kruhovém oblouku (kolem sloupu). V domácím průmyslu obráběcích strojů se pro radiální vrtačky používá velikostní řada s následujícími největšími průměry: 25, 35, 50 a 100 mm (například stroje 2K52, 2M53, 2M55 a 2M58).
U podlahových vertikálních vrtaček jsou pohony hlavního pohybu a posuvu provedeny ve formě převodových skříní 3 a směny 2 a umístěn na rám krabice 4, připevněna k základové desce 5 (obr. 2.32). Vnitřní dutina základové desky se často používá jako zásobník pro skladování COTS. Stůl je pohyblivě uložen na svislých vedeních rámu 1 pro obrobky a vřetenovou hlavu vyváženou protizávažím. Stůl pro instalaci obrobků je vybaven ručním pohonem pro vertikální pohyby.
Kinematika vertikálních vrtaček je taková, že hnací motor otáčí vstupní hřídel převodovky a hnaná hřídel podávací skříně přijímá rotaci z jednoho z vložených hřídelů převodovky. Výstupními prvky převodovky a podávací skříně jsou vřeteno, resp 6 a objímkou vřetena 7. Vřeteno je uloženo na ložiskách ve vnitřním otvoru pouzdra vřetena 7a na horním konci vřetena je sekce s drážkami pro plynulý přenos rotace na nástroj při jeho translačním pohybu. Pohyb posuvu na hřeben, prováděný na objímce vřetena, pochází z ozubeného kola 8, koaxiálně s nímž na příčném hřídeli 9 Nainstalovaný podávací mechanismus. Skládá se z čelisťové spojky 11, namontovaný na volantu a jednosměrná spojka, náboj 10 která je uvázána v pejscích 12 s oboustranný ráčnový kotouč 13.
Mechanismus posuvu zajišťuje provoz stroje v následujících režimech: ruční přivádění nástroje k obrobku; zapnutí mechanického posuvu; ruční posun posuvu; vypnutí mechanického posuvu; ruční vyjmutí nástroje z obrobku; ruční podávání, obvykle používané při řezání závitů. Pro odebírání nástrojů je stroj vybaven zařízením ve tvaru vačky 14, sklopně namontované v drážce vřetena. Když se jednotka vřetena přiblíží do nejvyšší polohy, vačka se zastaví, opře se o stěnu vřeteníku a vytlačí nástroj z otvoru vřetena.
Radiální vrtačky jsou konstrukčně složitější a jejich výkonné orgány konají větší počet pohybů (obr. 2.33) než u vertikálních vrtaček. Tyto stroje jsou s výhodou namontovány na základové desce 1, na jehož horní rovině je instalován obrobek nebo odkládací stůl 2 pro zpracování malých obrobků. Sokl je pevně připevněn k základové desce с pevný vnitřní sloup, kde je na ložiskách uložen otočný vnější sloup 7. Na otočném sloupu je instalována traverza 8, který se může pohybovat vertikálně. Hlava vřetena se pohybuje po příčných vedeních v radiálním směru 4. Vertikální pohyb traverzy je mechanizovaný a je prováděn převodem šroub-matice z elektromechanického pohonu instalovaného na horním konci otočného sloupu.
Vysoké tuhosti a odolnosti proti vibracím radiálních vrtaček je do značné míry dosaženo pomocí upínacích zařízení pro traverzu, otočný sloup a vřetenovou hlavu. Otáčení traverzy spolu s rotačním sloupem a radiální pohyb vřetenové hlavy se provádí ručně. Elektromotor pohání převodovky a posuvy, vzájemně kinematicky spojené a umístěné v těle tohoto vřeteníku, namontované na skříni hlavy vřetena. Aby se zkrátil pomocný čas, mají převodovky a posuvy předselektivní řízení. Pro snadnou údržbu jsou všechny ovládací prvky stroje soustředěny na předním panelu vřetenové hlavy.
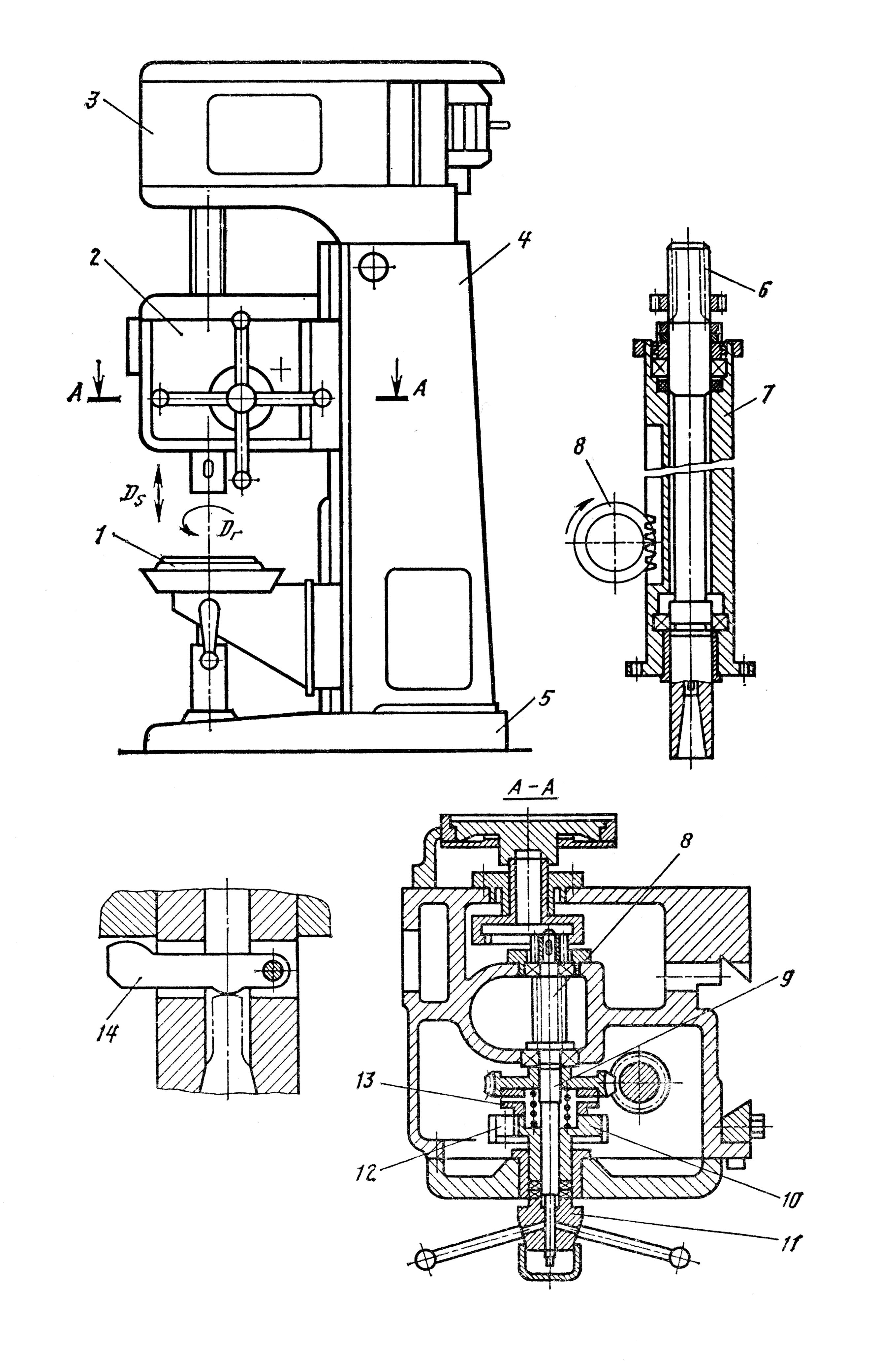
Rýže. 2.32 Vertikální vrtačka
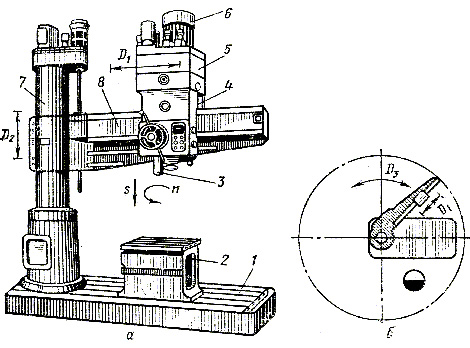
R a str. 2.33. Radiální vrtačka (а) a diagram pohybu jeho vřetena v zóně zpracování (б): 1 – deska; 2 – tabulka; 3 – vřeteno; 4 – hlava vřetene; 5 – převodovka;
6 – elektromotor; 7 – sloupec; 8 – traverz.
Efektivní provoz vrtacích strojů je možný pouze při dostatečném počtu pomocných nástrojů a zařízení. Pomocné nástroje jsou instalovány ve vřetenech. Jsou určeny pro upnutí řezného nástroje, zajišťující mu další pohyby, stanovenou přesnost, rychlou výměnu atd. Nejjednoduššími pomocnými nástroji jsou pouzdra nástrojů s Morse kuželem č. 1 – 5, dělená pouzdra, prodlužovací trny (obr. 2.34, а), čelisťová a kleštinová sklíčidla (obr. 2.24, б). Pro kompenzaci odchylek od vyrovnání nástroje s vřetenem se používají plovoucí sklíčidla, která umožňují pohyb nástroje rovnoběžně s jeho osou. S Pro zkrácení pomocného času se používají rychlovýměnná sklíčidla (obr. 2.34, c), která umožňují výměnu nástrojů bez zastavení vřetena.
Pro zlepšení kvality řezaného závitu a ochranu nástroje před zlomením se používají bezpečnostní patrony, které zastaví přenos točivého momentu při přetížení.
Rýže. 2.34 Pomocný nástroj
Instalace a upevnění obrobků různých konfigurací při zpracování na vrtačkách se provádí pomocí univerzálních zařízení: strojní svěráky, čtverce, plovoucí stoly, upínače atd. (obr. 2.35, a B C). Tato zařízení se používají v individuální výrobě při zpracování otvorů podle značení s odchylkou osové vzdálenosti (0,25. 0,5) mm.
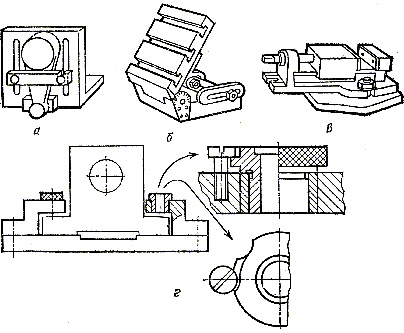
R a str. 2.35. Příslušenství k vrtačce:
а – náměstí; б – otočný talíř; в – strojní svěrák; г – přípravek s rychlovýměnnými pouzdry
S rostoucí sériovostí a zvyšujícími se požadavky na přesnost zpracování se začala používat speciální zařízení, u kterých se pro vedení nástroje při zpracování používají trvalá nebo rychlovýměnná pouzdra přípravků z kalené oceli U12A (obr. 2.35, Obr. d). Vrtání podél přípravku umožňuje snížit odchylku středové vzdálenosti na (0,05 – 0,30) mm.
Mezipolohu mezi univerzálními a speciálními zařízeními zaujímají univerzální prefabrikovaná zařízení (USP). Myšlenka vývoje USP spočívá v tom, že zařízení pro zpracování konkrétních dílů jsou sestavena z normalizované sady univerzálních prvků a sestav. Po zpracování dávky přířezů se přípravek rozebere a jeho prvky se použijí k sestavení nových přípravků.
















