Aby elektrické svařování pomocí invertoru dalo požadovaný výsledek a výsledný svar měl vysokou spolehlivost a pevnost, je nutné zvolit správné elektrody pro invertorové svařování. Je velmi snadné se zmást v obrovské rozmanitosti podobných produktů prezentovaných na moderním trhu.

Chyby ve výběru elektrod pro svařování negativně ovlivní výsledek práce
Liší se materiálem výroby, jejich typem, průměrem, složením povlaku a řadou dalších významných charakteristik. Jaké elektrody lze použít pro svařování s invertorem a jak je správně vybrat, chceme mluvit v tomto článku.
Kritéria pro výběr elektrod
Především je třeba mít na paměti, že elektrody mohou být spotřebního i nekonzumovatelného typu. První jmenované jsou vyrobeny z kovové tyče, na jejímž povrchu je nanesen speciální nátěr, který přispívá k ochraně svařovací zóny a zvyšuje stabilitu oblouku. Používají se k provádění ručního obloukového svařování. Výrobky druhé kategorie – nekonzumovatelné – se používají k provádění svařování v prostředí ochranného plynu (argon), jejich odrůdy a vlastnosti použití budou popsány v samostatném článku.
Při výběru elektrod pro svařování pomocí invertoru je třeba vzít v úvahu, že materiál výroby dílů, které mají být spojeny, také ovlivní kvalitativní charakteristiky vytvořeného švu. V souladu s tím se pro svařování různých materiálů používají různé typy svařovacích elektrod. Takže například:
- pro připojení výrobků vyrobených z nízkouhlíkových a nízkolegovaných ocelí se volí uhlíkové elektrody;
- pro spojování výrobků z legovaných ocelí se používají elektrody odpovídajících jakostí: OZS-4, MP-3 (GOST 9466-75), MP-3, ANO-21, UONI 13/45 (GOST 9467-75);
- pokud je nutné provádět svářečské práce s navařováním nebo jinými druhy oceli, pak zvolte elektrody s jádrem z vysoce legovaného kovu – TsL-11 (GOST 9466-75);
- pro vaření litiny je také nutné vybrat elektrody příslušné značky – OZCH-2 (GOST 9466-75).
Celkový pohled na elektrody MP-3
K dnešnímu dni bylo vytvořeno následující hodnocení elektrod používaných pro svařování pomocí invertoru.
- ANO. Svařovací elektrody této značky se dobře zapalují, není třeba je dodatečně zapalovat. Pracovat s nimi mohou stejně dobře jak svářeči začínající, tak profesionálové.
- MP-3 jsou univerzálního typu, lze je použít i pro spojování nečištěných ploch.
- MR-3S. Elektrody této značky by měly být vybrány, pokud jsou na vlastnosti švu kladeny zvýšené požadavky.
- UONI 13/55 se používá pro instalaci kritických konstrukcí, které vyžadují vysoce kvalitní svary. Pro začínajícího svářeče bude obtížné s nimi pracovat: jejich použití vyžaduje určité zkušenosti a vysokou kvalifikaci.
Elektrody UONI 13/55
Výhody populárních značek elektrod
Mnoho moderních typů elektrod pro svařování pomocí invertoru má následující výhody.
- Snadnost svařování. Potíže při svařování s takovými elektrodami mohou nastat, pokud jste je nesprávně vybrali podle složení materiálu jádra.
- Vysoce kvalitní šev. Tento parametr je při svářečských pracích nejdůležitější a elektrody těchto značek jej umožňují zajistit. Pomocí takových elektrod pro invertor je možné získat vysoce kvalitní vnitřní a vnější spoje, konvexní a konkávní svary.
- Snadná oddělitelnost strusky. Struska získaná při svařování pomocí takových elektrod se snadno odděluje, což umožňuje okamžitě zjistit, jakou kvalitu svaru poskytují.
- Zkorodované díly lze svařovat. Výrobky pokryté vrstvou rzi se samozřejmě svařují velmi zřídka, ale tyto elektrody umožňují i v tomto případě získat vysoce kvalitní a spolehlivý šev.
- Proces svařování je pro svářeče bezpečný z hlediska hygienických a hygienických norem.

Elektrody značky ANO známého výrobce ESAB
Rozdíly v elektrodách podle značky a průměru
Mezi zkušenými svářeči existuje názor, že při použití invertoru můžete svařovat s libovolnými elektrodami. Takový názor je zpravidla založen pouze na osobních zkušenostech takových specialistů, kteří se podílejí na provádění určitého typu práce (svařování konstrukcí z tvarových trubek nebo rohů). Při provádění práce s měničem neklade spojení vážné požadavky na jeho těsnost, proto lze bez problémů použít elektrody o průměru 0,5–2 mm.
Výběr průměru a značky elektrody by měl být založen na tom, jak silný musí být kov s nimi spojen. Detaily velké tloušťky vyžadují dlouhodobé svařování, resp. elektroda pro jejich svařování musí být zvolena s větším průměrem. Svařovací elektrody malého průměru se ještě musí naučit pracovat, velmi rychle vyhoří. Obvykle se s takovými produkty vyrábějí cvočky.
Které elektrody je lepší vybrat, je také ovlivněno typem práce, pro kterou se plánuje použití. Pro provádění složitých prací na trase je tedy nutné vybrat elektrody o velkém průměru a instalaci konstrukcí z profilových prvků lze provádět s výrobky o průměru až 2 mm. Právě tyto elektrody se používají zejména při instalaci sekčních vrat a výrobě různých uzavíracích konstrukcí z profilových trubek a vlnité lepenky.
Klasifikace svařovacích elektrod
Za prvé, svařovací elektrody jsou rozděleny do samostatných typů podle jejich hlavního účelu. Je tedy obvyklé rozlišovat následující typy:
- ty, se kterými se svařují uhlíkové a nízkolegované oceli;
- pro spojování konstrukcí z vysokopevnostních žáruvzdorných ocelí;
- pro práci s vysoce legovanou ocelí (často se jim říká “elektrody z nerezové oceli”);
- ty, se kterými je hliník svařován, stejně jako jeho slitiny;
- určený pro svařování mědi a jejích slitin;
- pro spojování dílů z litiny;
- ty, se kterými se vyrábějí povrchové úpravy a provádějí různé opravy;
- určený pro spojování dílů z ocelí neurčitého složení a těžko svařitelných ocelí.
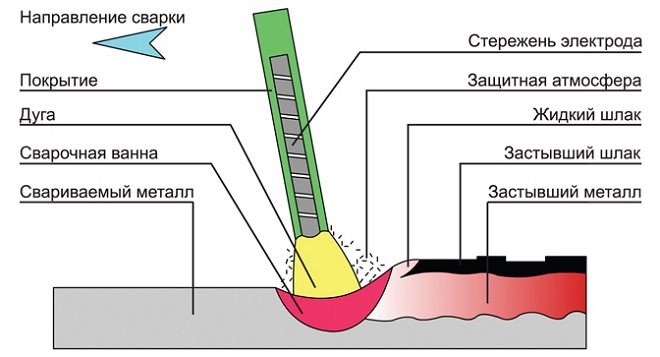
Schéma procesu svařování obalenou elektrodou
Na svařovací elektrody lze nanášet různé povlaky. Podle typu krytí se dělí do 4 kategorií. Nejběžnější jsou elektrody s povlaky dvou typů.
Výrobky se základním nátěrem, které se nazývají hlavní. Nejoblíbenější produkty jsou UONI 13/55. Vyplatí se je vybrat, pokud potřebujete získat svary odpovídající vysoké kvalitě, které se vyznačují mimořádnou rázovou houževnatostí, tažností a mechanickou pevností. Kromě toho jsou svary získané při práci s takovými elektrodami vysoce odolné vůči krystalizačním trhlinám. Také nejsou náchylné k přirozenému stárnutí. Jejich volba se vyplatí, pokud potřebujete instalovat kritické konstrukce, které mají být provozovány v drsných podmínkách.

Svařovací stroj WESTER IWT120 invertor.
Mají také nevýhodu: pokud je jejich povlak navlhčen nebo je na okrajích součástí, které jsou spojeny, rez, stopy oleje nebo okují, tvoří se ve svaru póry. Póry ve švu se mohou tvořit také při svařování na dlouhém oblouku. Nevýhodou použití takových elektrod je, že mohou pracovat pouze na stejnosměrný proud a obrácenou polaritu.
Druhým typem jsou obalené elektrody rutilového typu. Výrobky s takovým povlakem, jejichž nejoblíbenější značkou je MP-3, se úspěšně používají pro spojování dílů, jejichž materiálem je nízkouhlíková ocel. Svařovací elektrody této značky se vyznačují následujícími technologickými výhodami:
- stabilní hoření oblouku při provozu na stejnosměrný i střídavý proud;
- minimální rozstřikování materiálu při svařování invertorem;
- schopnost získat vysoce kvalitní svary jakékoli prostorové polohy;
- snadná oddělitelnost strusky;
- svařované švy mají vynikající dekorativní vlastnosti;
- vhodné pro svařování povrchů pokrytých rzí nebo nečistotami.
Výběr produktů podle dalších parametrů
Druh proudu a také polarita jeho připojení jsou nejdůležitější parametry svařovacích operací. Svařovací invertory generují především stejnosměrný proud, který lze připojit k obrobku a elektrodě dvěma způsoby.
- Přímá polarita. U tohoto schématu je plus připojen k zemi a mínus je připojen ke svařovací elektrodě.
- Opačná polarita. Takové schéma zahrnuje připojení mínus k hmotě a plus k držáku s elektrodou.
Pokud vaříte s invertorem v přímé polaritě, pak jsou připojované povrchy vystaveny značnému zahřívání, ke kterému nedochází, když je polarita připojena obráceně. Proto je volba obrácené polarity vhodná v následujících situacích.
- Když invertor svařuje tenké díly. Obrácená polarita v takových případech pomůže chránit materiál před propálením.
- Na obrácenou polaritu se svařují díly z vysoce legovaných ocelí, které jsou velmi citlivé na přehřívání.

Práce s invertorovým svařováním
Přímá polarita, při které je obrobek vystaven značnému zahřívání, se nejlépe používá pro spojování materiálů, které jsou tlusté a masivní.
Při provádění jakýchkoli svařovacích prací pomocí invertoru jsou nejdůležitější tři parametry, které jsou vzájemně propojeny:
- síla svařovacího proudu;
- průměr elektrody;
- tloušťka spojovaných dílů.
Tloušťka spojovaných částí má přímý vliv na volbu elektrod. V případě potřeby spojování tenkých dílů (do 1,5 mm) se nepoužívá ruční svařování, pro tento účel jsou vhodnější poloautomatické přístroje nebo přístroje umožňující svařování v ochranném argonovém prostředí.
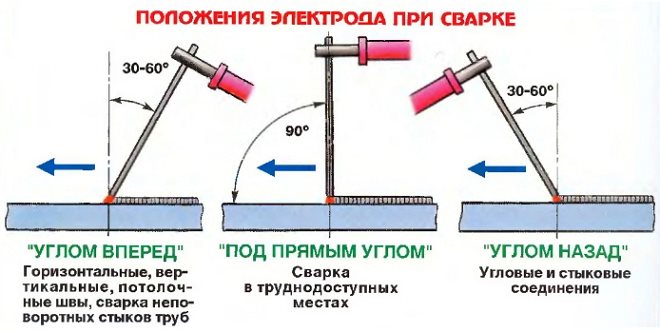
Pozice svařovacích elektrod
Při rozhodování, které elektrody zvolit pro svařovací struktury určité tloušťky, se můžete řídit následujícími kritérii:
- pro díly o tloušťce 2 mm se nejlépe hodí elektrody Ø 2,5 mm;
- při spojování dílů o tloušťce 3 mm by měly být zvoleny elektrody Ø 2,5–3 mm;
- pokud je tloušťka svařovaných dílů 4–5 mm, pak jsou vhodné elektrody Ø 3,2–4 mm;
- díly o tloušťce 6–12 mm se nejlépe svařují elektrodami Ø 4–5 mm;
- když tloušťka přesahuje 13 mm, pak bude optimální volba elektrod Ø 5 mm.
Je velmi důležité zvolit správný průměr elektrody, protože při překročení tohoto parametru klesá hustota svařovacího proudu. To povede k tomu, že svařovací oblouk bude nestabilní, průnik dílů se zhorší a šířka svaru se zvětší. Mnoho výrobců uvádí na obalu informace o tom, jaké hodnoty proudu je nejlepší použít.

Pokud takové informace nejsou na obalu uvedeny, lze postupovat podle následujících doporučení:
- pro svařování elektrodami Ø 2 mm by měl být nastaven svařovací proud, jehož síla je 55–65A;
- pro výrobky Ø 2,5 mm použijte proud 65–80A;
- elektrody Ø 3 mm – proud 70-130A;
- pro elektrody Ø 4 mm se volí svařovací proud 130–160 A;
- výrobky Ø 5 mm – proud 180–210 A;
- Je lepší vařit s 6mm elektrodami při proudu 210–240 A.
Jak je zřejmé z výše uvedeného, pro kvalitní svařování s invertorem je důležitý správný výběr elektrod podle jejich průměru. Měli byste také nastavit optimální sílu svařovacího proudu. Pokud se například chystáte svařovat tenký kov invertorem pomocí elektrod s velkým průměrem nebo svařovací proud překračuje přípustné hodnoty, mohou se v hotovém švu tvořit póry, což výrazně sníží jeho kvalitativní vlastnosti.
Elektrody zahraničních výrobců
Elektrody značky ESAB si získaly na domácím trhu velkou oblibu. Charakteristickým znakem elektrod od švédského výrobce je, že jejich označení začíná označením „OK“, za kterým následují 4 číslice. Mezi širokou škálou modelů elektrod této značky jsou nejrozšířenější následující.
- OK 46.00:3. Podle svých vlastností jsou velmi podobné domácím produktům MP-XNUMX. Pomocí invertoru mohou vařit uhlíkové, nízkolegované oceli pomocí stejnosměrného i střídavého proudu. Při použití je zajištěna vysoká kvalita výsledného spoje.
- OK 48.00:XNUMX. Mohou pracovat výhradně na stejnosměrný proud, používají se pro instalaci zvláště kritických konstrukcí.
- OK 53.70. Patří ke specializovanému typu, s jejich pomocí provádějí svařování kořenových průchodů, spojů potrubí.
- OK 61.30 a 63.20. Používají se pro invertorové svařování nerezových dílů, ale před jejich zakoupením je důležité si ujasnit, zda jsou vhodné pro práci s jakostí kovu, o který máte zájem.
- OK 68.81. Pomocí výrobků této značky se provádí invertorové svařování dílů z nedefinovaných jakostí oceli, ale i z těžko svařitelných jakostí.
- OK 96.20. Pracují na litině a také spojují litinové díly s ocelí.
- OK 92.60. Jsou určeny pro svařování výrobků z hliníku, jeho slitin s použitím invertoru.
Mimochodem, v sortimentu elektrod této značky jsou také produkty, které lze použít ke svařování mědi a jejích slitin.
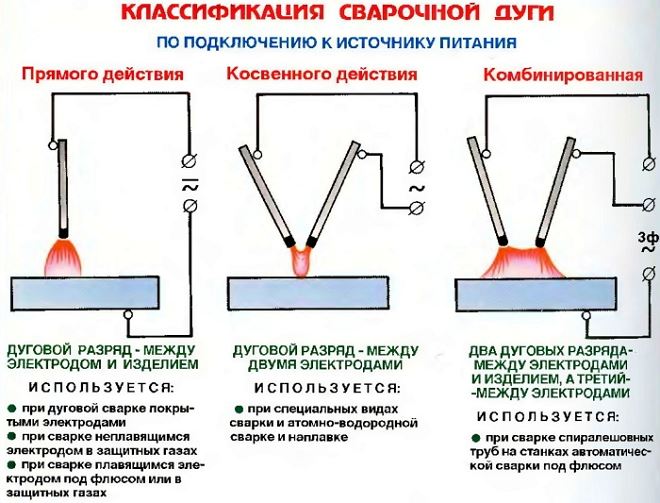
Druhy svařovacího oblouku při svařování elektrodami
Čím se řídit při výběru elektrod
Shrneme-li vše výše uvedené, lze rozlišit řadu základních parametrů, na základě kterých by měly být vybírány elektrody pro invertorové svařování. Nejprve musíte zvážit typ surovin, které budete vařit. Pokud je vyžadována instalace zodpovědné konstrukce, je lepší zvolit elektrody od osvědčeného výrobce. Pro takové účely se dobře hodí například výrobky ESAB vyráběné známým švédským výrobcem.
Pokud je povrch dílů z uhlíkové oceli, které se chystáte svařovat invertorem, rezavý nebo mokrý, pak je lepší zvolit elektrody s povlakem rutilového typu.
Výrobky se základním nátěrem se používají v případech, kdy je potřeba provádět invertorové svařování zvláště kritických konstrukcí. Kvalita svařování s takovými elektrodami závisí také na tom, jak pečlivě jste připravili povrchy ke spojení. Abyste pochopili, jak se taková příprava provádí, můžete se podívat na tréninkové video, které lze snadno najít na internetu.
Tloušťka dílu, který potřebujete svařit invertorem, závisí nejen na volbě průměru elektrody, ale také na síle svařovacího proudu, která má vliv i na kvalitu vytvářeného spoje.
Při plánování svařovacích prací byste měli vždy pamatovat na to, že správně zvolené elektrody vám umožní získat kvalitní spojení, i když při své práci použijete levný invertor.
















