Podle jejich konstrukce a účelu se závitořezné čelisti dělí na:
– kulaté (GOST 9740–71) a jejich varianty – čtvercové a šestihranné pro metrické a kulaté závity;
– kulaté (GOST 6228–80) pro kuželové závity;
– trubkový (GOST 2173–80);
– hranolový (GOST 4259–71).
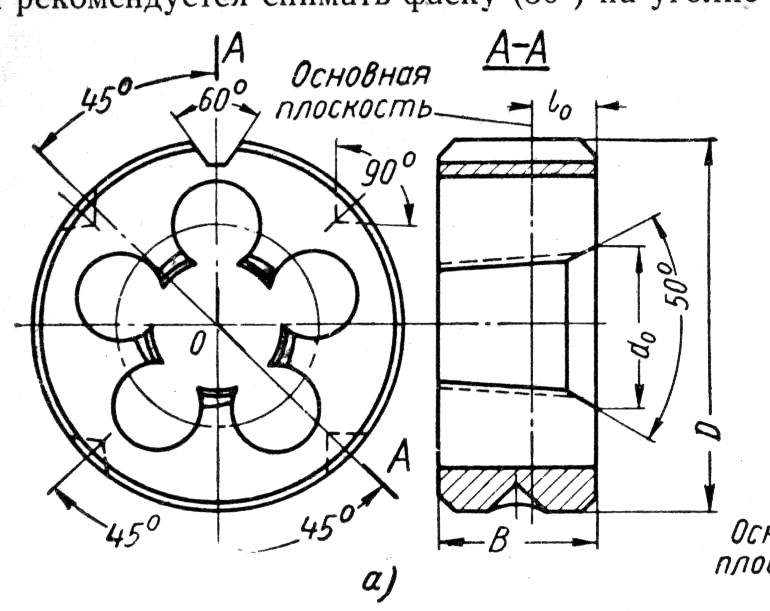
Kulatá razidla (obr. 21) jsou určeny pro řezání metrických závitů pomocí klíče nebo držáku matrice, s nerotační matricí na univerzálních strojích nebo soustružnických automatech. Řezají se závity, na které nejsou kladeny žádné zvláštní požadavky na přesnost a kvalitu povrchu. Pro získání závitů se zvýšenou přesností je nutné použít matrice se závity korigovanými po tepelném zpracování kalibrací speciálním závitníkem. Zápustky mají na každém konci dvě řezné části (viz obr. 21) o délce , což zvyšuje její životnost. Závitnice nejsou podloženy podél kalibrační části a úhel = 0. Kruhové zápustky nejsou broušeny podél profilu, takže řežou závity maximálně s přesností 6h; 8h (závity s podestami bez vůle) a 6g; 6g (závity s vůlí lícují).
Čtvercové a šestihranné raznice se od kulatých liší pouze vnějším tvarem. Jinak jejich design je stejný. V praxi se používají zřídka. Konstrukce kruhových zápustek (obr. 2.1) je podrobně popsána níže. Protože tyto matrice pracují při nízkých řezných rychlostech, je vhodné je vyrobit z oceli 9ХС (při ručním řezání závitů) nebo P6M5, P6M3 (při řezání závitů na stroji).
Kruhové matrice (obr. 22) pro řezání kuželových závitů se vzhledem a způsobem upevnění neliší od matric pro řezání válcových závitů. Mají však své vlastní konstrukční prvky. Takové matrice jsou řezané na jedné straně a mají plot pouze na jedné straně.
Jejich konstrukce neumožňuje řezání, protože není třeba upravovat jejich průměr. Mají vysokou pevnost.

Obr.21. Kruhová matrice pro válcový závit
Pro usnadnění výroby jsou osy otvorů pro třísky umístěny rovnoběžně s osou matrice a nikoli podél tvořící přímky kužele. Tím jsou zajištěny stejné řezné podmínky po celé délce kužele.

Obr.22. Kruhová matrice pro kuželový závit

Pro uchycení kruhových zápustek jsou na jeho vnějším povrchu vytvořeny tři nebo čtyři kónické vybrání (viz obr. 21, 22). Spodní objímky jsou vyrobeny pro stavěcí šroub a horní jsou posunuty od osy o hodnotu е = 0,5. 2 mm. U nových zápustek se nahoře udělá drážka, jejíž propojka se po opotřebení zápustek seřízne. Po odstranění propojky umožňují upínací objímky nastavit průměr řezaného závitu.
Trubkové zápustky (obr. 23) se používají pro řezání závitů na revolverových strojích a soustružnických automatech. Jsou odolnější vůči deformaci při tepelném zpracování, je méně pravděpodobné, že se zanesou třískami a snáze se brousí než kulaté raznice.

Trubkové průvlaky jsou však náročnější na výrobu. Nastavení průměru se provádí pomocí kroužku. Délka kalibrační části je 7–8 otáček, řezná část 2–3 otáčky. Drážky pro třísky jsou vyrobeny 2x delší než řezaný díl. Pro získání sací části na nich jsou trubkové matrice zapuštěny pod úhlem 2 = . Přední plocha zubů je broušena do úhlu čela.

Obr.23. Trubková matrice
Hranolové umírá (obr. 24) se používají především pro ruční řezání závitů. Raznice se skládá ze dvou polovin, opatřených na jedné straně závitem a na druhé výřezem ve tvaru V pro instalaci do držáku raznice.
Pro vytvoření řezných hran má matrice otvory nebo výřezy. Řezání závitů se provádí v několika průchodech. Po každém průchodu se průměr matrice upraví.

Obr.24. Prizmatická matrice
Navrhování kruhové matrice pro metrické závity
1. V souladu s úkolem vyberte typ matrice a zadejte počáteční údaje pro návrh: řezaný závit (například M10–6h); délka řezané nitě mm; zpracovávaný materiál.
2. Určete počáteční rozměry závitu šroubu, který má být řezán v souladu s GOST 24705–81 nebo (viz tabulka 3).
3. V souladu s rozměry a stupněm přesnosti řezaného závitu určete výkonné rozměry závitu matrice podle GOST 17587–72 nebo tabulky 20.
Tolerance závitu kruhových matric se počítají na základě polí tolerance závitu šroubu – 6h, 8h6h, 8h.

Je třeba mít na paměti, že průměry závitů matrice jsou považovány za průměry otvorů v systému otvorů a podle toho jsou nastaveny výkonné rozměry. Tedy například střední průměr závitu matrice d2pro závitový šroub M10–6h (P=1,5 mm), rovná se, by měla být reprezentována jako 9,267 + 0,037.
Výkonné rozměry matric jsou výchozími pro přiřazení velikostí závitu řezných nástrojů (hlavních závitníků), které tvoří profil závitu kruhových matric. Rozměry závitu zápustek se kontrolují pomocí vyříznutého vzorku.
Zápustka, někdy nazývaná lerka, je nástroj pro řezání vnějších závitů. Nechybí ani vnitřní, která se řeže pomocí závitníku.

Existuje poměrně mnoho typů a velikostí, podívejme se podrobněji na hlavní typy, ty, které se nejčastěji používají jak v každodenním životě, tak ve výrobě.
Držáky matric
Všechny matrice se používají ve spojení s držáky matric – upínacími nástroji.

Držák matrice s matricí připraven k použití
Hodí se pro několik průměrů matrice najednou. Například pro malé (do 10 mm), pro střední (od 12 mm do 24 mm), pro velké velikosti (27 mm-42 mm). Matrice je umístěna uvnitř držáku a utažena šroubem, pro šroub je speciální vybrání.
Metrické umírá
Jak název napovídá, jsou potřebné pro řezání metrických závitů. Měří se v milimetrech a je označena písmenem „M“.

Například: M8 nebo M10 – znamená, že můžete řezat závity 8 mm a 10 mm.
Velikosti se pohybují od 1 mm do 60 mm, tzn. Je možné řezat téměř jakýkoli průměr závitu.
stoupání závitu – vzdálenost mezi zatáčkami. Každá matrice má vlastní základní stoupání závitu. Kromě hlavního existuje i několik doplňkových, ale doplňkový je vždy menší než hlavní.
Například: vezmeme kostku M12. Jeho hlavní krok je 1,75. Stává se to také (M12*1,5) (M12*1) (M12*0,75) (M12*0,5). Čím menší je rozteč, tím blíže jsou zatáčky k sobě. Zde je příklad:

M16 s různými roztečemi
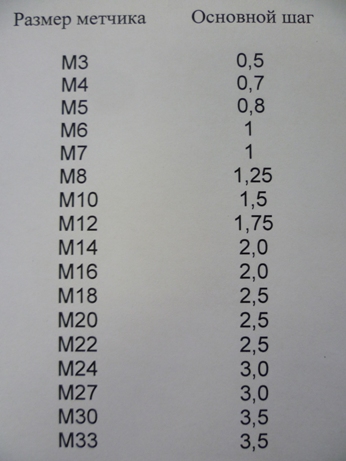
Tabulka základních stoupání závitů
Levice umírá
Potřebné pro řezání levotočivých závitů. Používají se poměrně zřídka, například v kloubech, které se otáčejí. A pokud je tam pravá nit, rozmotají se. Sklíčidlo vrtačky se utahuje šroubem s levým závitem. Označení takových matric má latinská písmena „LH“.

Značení vlevo – nezaměňovat
Pipe zemře
Aby nedošlo k záměně s metrickou, označení obsahuje písmeno „G“.

Pokud mluvíme o trubkových závitech, pak je 90procentní šance, že to je to, co potřebujete. Závity potrubí se měří v palcích, nikoli v milimetrech, tzn. je použit jiný měřicí systém. 1 palec 25.4 mm
Pokud převedeme na milimetry, máme:
Malý stůl, převádějící milimetry na palce:
15mm trubka – ½ palce
20 mm – ¾
25 mm – 1 palec
32 mm – 1 ¼
Například: G 1/2, G 3/4 – tyto matrice lze použít pro řezání půlpalcových a tříčtvrtečních závitů, jedná se o nejběžnější a nejčastěji používané velikosti, používané pro vodovodní systémy bytových domů.
Velikosti: 1/8 až 2 palce.
Kuželová trubka (palce)
Používá se k výrobě kuželových závitů. Používá se hlavně ve výrobě, pro palivové potrubí a obráběcí stroje. Označení obsahuje písmeno “K”.

Kvalita
Zápustky jsou vyráběny z rychlořezných ocelí typů R6M5, 9ХС, ХСС (nejčastěji v prodeji), mnohem méně často R18 – tak tomu bylo od dob Sovětského svazu.
Obecně platí, že jakákoliv z těch dob, pokud ji najdete, hned si ji vezměte, kvalita je dobrá, a pokud má značku kvality, pak je prostě skvělá,

Staré zásoby vydrží dlouho. Ačkoli obvykle nevypadají obchodně, mohou mít dokonce rez, ale na tom není nic špatného.
Mezi moderními výrobci se dobře osvědčil závod Tulamash a nástrojárna ve Lvově.
Přibližné ceny za raznice
M8 – 50 rublů.
M14 – 70 rublů.
M27 – 210 rublů.
M48 – 550 rublů.
















