
Dobrý den, milí čtenáři blogu. Venku je teď nádherné počasí a já mám skvělou náladu. Dnes vám chci povědět o tom, jak si můžete doma vyrobit vysoce kvalitní desky plošných spojů.

Netvrdím, že na internetu je na toto téma mnoho informací a pravděpodobně na každém webu amatérského rádia je popis technologie LUT. Ale ze všech těchto možností jsem si vybral takovou, která mi umožňuje vyrobit opravdu kvalitní desky plošných spojů, které nejsou horší než ty tovární. V této možnosti nejsou žádné jemnosti, které by mohly ovlivnit výsledek. Toto je metoda, o kterou se s vámi chci podělit.
Obecně platí, že způsob výroby desek plošných spojů pomocí laserové žehličky není složitý. Jeho podstata spočívá ve způsobu nanesení ochranného vzoru na fóliové DPS.
V našem případě ochranný design nejprve vytiskneme pomocí tiskárny na fotopapír, jeho lesklou stranu. Poté se v důsledku zahřátí žehličkou změkčený toner smaží na povrch DPS. Podrobnosti o této akci čtěte dále.
K výrobě desky pomocí technologie LUT budeme potřebovat:
fóliový textolit (jednostranný nebo oboustranný)
laserová tiskárna
železa
nůžky na kov
lesklý fotografický papír (Lomond)
rozpouštědlo (aceton, alkohol, benzín atd.)
brusný papír (jemný abrazivní, nulová zrnitost je v pořádku)
vrtačka (obvykle motor s kleštinovým sklíčidlem)
zubní kartáček (velmi potřebná věc nejen pro zdraví zubů)
chloridu železitého
samotný výkres desky byl nakreslen ve Sprint-Layout
Vezmeme do rukou kovové nůžky a vystřihneme kousek DPS na velikost našeho budoucího plošného spoje. Dříve jsem DPS řezal pilkou na kov, ale ukázalo se, že ve srovnání s nůžkami to není tak pohodlné a prach DPS byl velmi nepříjemný.
Vzniklý polotovar plošného spoje důkladně obrousíme brusným papírem, dokud nevznikne jednotný zrcadlový povrch. Poté navlhčíme kus látky acetonem, alkoholem nebo jiným rozpouštědlem, důkladně naši desku otřeme a odmastíme.
Naším úkolem je vyčistit naši desku od oxidů a „zpocených rukou“. Samozřejmě se poté snažíme nedotýkat se naší desky rukama.
Příprava návrhu desky plošných spojů a přenos na textolit.
Předkreslený návrh plošného spoje vytiskneme na fotopapír. Navíc v tiskárně vypneme režim úspory toneru a zobrazíme kresbu na lesklé straně fotopapíru.

Nyní žehličku vyjmeme zpod stolu a zapojíme, necháme nahřát. Na textolit položíme čerstvě potištěný list papíru vzorem dolů a začneme žehlit žehličkou. S fotografickým papírem, na rozdíl od pauzovacího papíru a samolepícího podkladu, není třeba stát na obřadu, stačí jej přežehlit žehličkou, dokud papír nezačne žloutnout.
Zde se nemusíte bát prkno přeexponovat nebo to přehánět s tlakem. Poté vezmeme tento sendvič s smaženým papírem a vezmeme ho do koupelny. Pod tekoucí teplou vodou začněte pomocí konečků prstů papír smotávat. Dále vezmeme do rukou připravený zubní kartáček a opatrně jej projíždíme po povrchu desky. Naším úkolem je odtrhnout bílou křídovou vrstvu z povrchu kresby.

Desku osušíme a důkladně zkontrolujeme pod jasnou lampou.
Často se křídová vrstva odstraňuje poprvé zubním kartáčkem, ale stává se, že to nestačí. V tomto případě můžete použít elektrickou pásku. Bělavá vlákna ulpívají na elektrické pásce a zanechávají náš šátek čistý.
K přípravě leptacího roztoku potřebujeme chlorid železitý FeCL3.
Tento zázračný prášek v našem rádiovém obchodě stojí asi 50 rublů. Nalijte vodu do nekovové nádoby a přidejte do ní chlorid železitý. Obvykle vezměte jeden díl FeCL3 na tři díly vody. Dále ponoříme naše prkno do nádoby a necháme tomu čas.
Doba leptání závisí na tloušťce fólie, teplotě vody a čerstvosti připraveného roztoku. Čím je roztok teplejší, tím rychleji proběhne proces leptání, ale zároveň v horké vodě existuje možnost poškození ochranného vzoru. Také proces leptání se urychluje mícháním roztoku.

Někteří lidé k tomuto účelu používají „bulbulátor“ z akvária nebo připojují vibrační motorek z telefonu. Leptanou desku vyjmeme a opláchneme pod tekoucí vodou. Leptací roztok nalijeme do zavařovací sklenice a schováme pod vanu, hlavní je, že to manželka nevidí.
Toto řešení se nám bude hodit později. Naleptaný šátek očistíme od ochranné vrstvy toneru. Používám k tomu aceton, ale zdá se, že dobře funguje i líh nebo benzín.
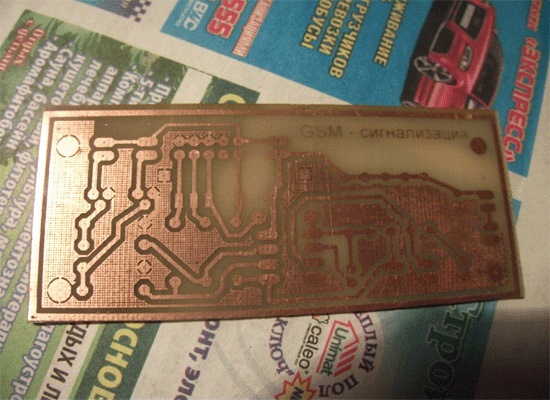
Leptaná a očištěná deska vyžaduje vrtání, protože ne vždy je možné použít povrchovou montáž. Mám malý vrták na vrtání desky. Jedná se o motor typu DPM s kleštinovým sklíčidlem namontovaným na hřídeli. Koupil jsem to v obchodě s rádiem za 500 rublů. Ale myslím, že na to lze použít jakýkoli jiný motor, třeba z magnetofonu.

Desku vrtáme ostrým vrtákem, snažíme se zachovat kolmost. Při výrobě oboustranných desek je zvláště důležitá pravoúhlost. Pro vrtání nepotřebujeme děrovat otvory, protože otvory ve fólii byly vytvořeny automaticky při leptání.
Přejedeme prkno smirkovým papírem, odstraníme otřepy po vrtání a připravíme se na pocínování našeho prkna.
Snažím se pocínovat desky a dělám to z několika důvodů:
Pocínovaná deska je odolnější vůči korozi a po roce na svém zařízení neuvidíte žádné stopy rzi.
Vrstva pájky na tištěném vzoru zvyšuje tloušťku vodivé vrstvy, čímž se snižuje odpor vodiče.
Na pocínovanou desku je snazší připájet rádiové součástky, připravené plochy umožňují kvalitní pájení.
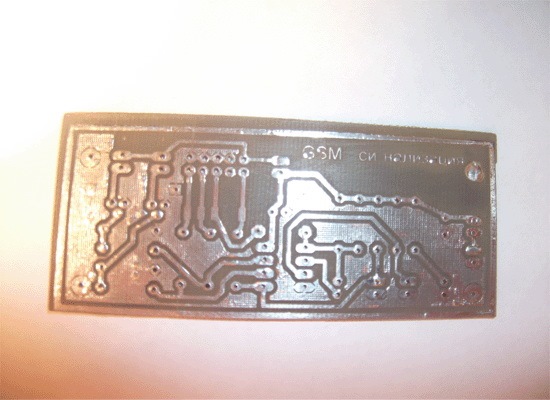
Desku odmastíme a očistíme od oxidu. Použijeme aceton a pak jej doslova na vteřinu ponoříme do roztoku chloridu železitého. Narůžovělou desku velkoryse natřeme tavidlem. Dále vyjmeme výkonnější páječku a po nasbírání malého množství pájky na špičce se rychle pohybujeme po drahách našeho vytištěného vzoru. Zbývá jen trochu přejet design smirkovým papírem a ve výsledku získáme krásný lesklý šátek.
No, a tak jsme se seznámili s metodou výroby desek plošných spojů vlastníma rukama doma.
Vytvořte si tedy vlastní zařízení, vyrobte si desky plošných spojů a technologie LUT vám pomůže.

Textolit je laminovaný plast, který se vyrábí ve formě listů a tyčí. Materiál se skládá z několika vrstev tkaniny impregnované pryskyřicí. Zároveň je velmi tvrdý a hustý a i přes vrstvenou strukturu se dá dobře mechanicky opracovat. Jak se vyrábí PCB? Pojďme se blíže podívat na technologii a výrobní proces tohoto složitého materiálu.
Suroviny pro výrobu textolitu
Základem textolitové desky je tkanina. Častěji se jedná o materiály vyrobené z přírodních vláken, například bavlna s hladkou, ale extrémně hustou plátnovou vazbou. Používají se také tkaniny se saténovou vazbou, s nižší hustotou nití – v tomto případě se získá textolit se zvýšenou pevností v tahu. Jako suroviny se používá kaliko, kaliko, šifon a řemen.
Kromě bavlny můžete textilní povlečení vyrobit z viskózy nebo polyesteru (lavsan). Nylonová tkanina dává DPS zvýšenou odolnost proti vlhkosti a plísním, zlepšuje elektrické izolační vlastnosti, zvyšuje odolnost proti nárazu a obrobitelnost. Při použití tkanin ze skelných vláken s různými typy vazby se získá laminát ze skelných vláken – materiál se speciálními vlastnostmi.
Látkový základ může mít různé tloušťky a měrnou hmotnost. Při výrobě jsou použité tkaniny rozděleny do tří typů:
- světlo (méně než 150 g/mXNUMX);
- střední (150–300 g/mXNUMX);
- těžké (od 300 g/mXNUMX).
Těžké tkaniny poskytují hotovým archům zvýšenou rázovou houževnatost, ale snižují ostatní výkonnostní charakteristiky materiálu. Lehká umožňuje získat silné tenké plechy a tyče.
Kromě typu a tloušťky vláken závisí pevnost DPS na počtu vrstev tkaniny v listu určité tloušťky. Nejpevnější materiál je takový, ve kterém se celková tloušťka vrstev tkaniny přibližně rovná celkové tloušťce pryskyřice.
Pro impregnaci a spojení vrstev tkaniny k sobě se používají rezolové fenolformaldehydové pryskyřice, méně často – kresol-formaldehyd, epoxid a polyester. Pryskyřice obsahují až 14 % trikresolu nebo fenolu a jejich alkoholový roztok obsahuje až 50–60 % sušiny. Přesná koncentrace roztoku alkoholové pryskyřice závisí na vlastnostech tkaniny a účelu hotových textolitových listů.
Výrobní proces
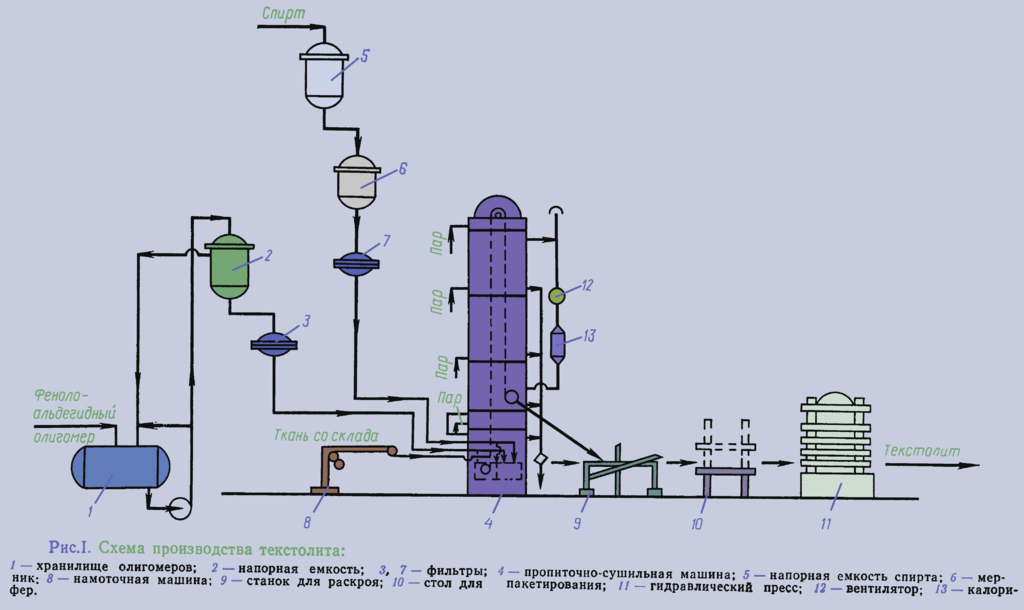
Technologie výroby textolitových desek a tyčí je lisování za tepla. Doplňují ji přípravné a závěrečné práce, takže výroba se ukazuje jako komplexní a vícestupňová.
Fáze výroby DPS:
- Příprava pryskyřice a laku.
- Příprava látky.
- Impregnace a sušení.
- Montáž a lisování balíků.
- Dodatečné tepelné zpracování.
- Řezání listů.
Pojďme se podívat, jak celý proces výroby vypadá.
Příprava materiálů
Termoaktivní pryskyřice pro impregnaci se připravují v samostatných nádobách. Mezitím se látky vybrané látky narovnají, položí ve vrstvách a sešijí. Výsledné přířezy se navíjejí v rolích do 60 kg na speciální trny.
Impregnace, sušení a montáž tašek

Připravené role se namáčejí do nádob se zahřátou pryskyřicí (při teplotě 30–40 °C snižuje viskozitu a snadněji impregnuje tkané materiály). Během namáčení je důležité udržovat stálou koncentraci a dostatečné množství pryskyřice v lázni.
Dobře impregnovaná látka se vyždímá ve speciálních válcích. Při ždímání pryskyřice impregnuje rolky látky ještě hlouběji a rovnoměrněji a její přebytek je odstraněn. Po lisování se kontroluje kvalita obrobků – nepřítomnost záhybů, drobků nebo pruhů pryskyřice, příliš suchá místa atd.
Vysoce kvalitní, rovnoměrně impregnované, lisované a rovnané obrobky se suší ve speciálních šachtách s ohřívači. Sušení se provádí při teplotě 120 °C. Za těchto podmínek se z tkání odpařuje fenol, alkohol a vlhkost.
Správná impregnace a vysušení obrobků je nezbytnou podmínkou pro silné slepení vrstev tkaniny k sobě. A síla jejich vazby přímo určuje odolnost DPS proti rozštěpení, vhodnost pro opracování a voděodolnost. Zvýšená vlhkost tkaniny, nadměrné vysychání (když se odpařují rozpustné složky pryskyřic), nízký obsah pryskyřice v obrobcích vede ke slabé adhezi vrstev a prudce snižuje kvalitu hotového materiálu.
Vysušené polotovary se nařežou na kousky dané velikosti a vloží do vícevrstvých sáčků. Právě tyto obaly se lisují pod vysokým tlakem, čímž se získá téměř hotový textolit. Pro výrobu tyčí se vysušená látka nařeže na dlouhé úzké kusy. Průměr tyče je určen tloušťkou tkaniny.
Stiskněte

Lisování probíhá také ve vícepatrových výrobních lisech v několika fázích. Polotovary se zahřejí, udržují při zvýšených teplotách, dokud nevytvrdnou, a poté se ochladí. To vše se děje pod tlakem.
Zde je důležité přesně vypočítat a udržet požadovaný tlak, jinak se sníží fyzikální a mechanické vlastnosti hotového materiálu. Na konci lisování se často používá opětovné zahřátí, aby se zvýšila polykondenzace pryskyřice a odstranilo se vnitřní pnutí v hotovém materiálu.
Ořezávání a kontrola kvality
Poslední fází je ořezávání okrajů lisovaných textolitových desek. Okraje jsou ořezány kotoučovými pilami. Polotovary prutů mají také požadovaný tvar. Poté je textolit připraven k závěrečným testům kvality a expedici.
Hotové desky DPS mají tloušťku 0,2–200 mm a hnědý povrch různých odstínů (v závislosti na značce). Tyče jsou válcové, vyrábí se v délkách 0,5–1 m a tloušťkách 8–200 mm.
















