Ochrana kovových konstrukcí před korozí je jedním z hlavních cílů nanášení barev a laků. Ale výběr správné barvy a pokrytí povrchu nestačí. Správná příprava kovu pro lakování je základem pro vytvoření spolehlivé ochranné vrstvy. Prozradíme vám, proč a jak se kov připravuje k lakování.
Úkoly přípravy kovu pro lakování
- Povrchové čištění — odstranění dříve nanesených nátěrových materiálů, mastnoty a jiných nečistot, řezných kapalin, okují, rzi a konzervačních prostředků. Důkladné čištění je nutné, aby nátěrové hmoty byly naneseny v rovnoměrné vrstvě a nedocházelo ke korozi pod filmem na špatně vyčištěných místech.
- Tvorba konverzních povlaků. Při neustálých negativních klimatických vlivech dochází vlivem osmotického tlaku k prosakování vlhkosti přes póry nátěrového materiálu k podkladu. Probíhají na něm korozní procesy, snižuje se přilnavost a objevují se odlučky. Konverzní nátěry – fosfátové nebo chromátové – zlepšují fyzikální, mechanické a ochranné vlastnosti laku. Potlačují podfilmovou korozi, pokud se vytvořila, a v případě třísek nebo škrábanců zabraňují šíření rzi.
Čím agresivnější je provozní prostředí, tím zodpovědnější je příprava kovového podkladu. Provádí se mechanickými, chemickými, méně často tepelnými metodami.
Způsoby přípravy kovu pro lakování
mechanický
Staré dekorativní nátěry, hrubé nečistoty, svářečská struska, připáleniny odlitků, rez atd. se odstraňují mechanicky.
Ruční nářadí – kartáče z ocelového drátu nebo jehlové pásky, ocelové škrabky, špachtle, brusný papír – se používají ke zpracování malých ploch nebo těžko dostupných míst.
Pro práce velkého rozsahu se volí mechanizované zařízení. To zahrnuje:
- mlýnky,
- pneumatická kladiva,
- jehlové pistole,
- rotační drátěné kartáče.
Pro usnadnění mechanického odstranění okují lze povrch nejprve přefouknout z hořáku acetylen-kyslíkovým plamenem. Díky nízkému koeficientu tepelné roztažnosti vodní kámen snadno praská, odlupuje se od podkladu po zahřátí a ochlazení. Zpracování tenkých výrobků plamenem vede k deformaci kovu, proto je tato tepelná metoda použitelná pouze pro díly o tloušťce větší než 6 mm.
Účinné je tryskání různými abrazivními materiály. Je použitelný pro výrobky z barevných nebo železných kovů, ale s omezenou tloušťkou – minimálně 3 mm. Tenčí díly lze zpracovávat pouze tehdy, pokud je přitom zachován jejich geometrický tvar.
Abrazivní tryskání je:
- Sucho. Pomocí stacionárních nebo přenosných zařízení je abrazivo (písek, litinové nebo ocelové broky, struska, skleněné kuličky) směrováno vysokou rychlostí na čištěnou plochu. Existují zařízení, která dodávají abrazivní částice pomocí proudění vzduchu.
- Mokrý. Podobné jako suché, ale s přidanou tekutinou. Tímto způsobem dosahují trojího účinku: vzduchu, abraziva a vody. Water jetting zahrnuje dodávání proudu pitné vody bez dalších nečistot.
Obrázek ukazuje kovový povrch se zrezivělými svary před/po otryskání.

Zdroj obrázku: ISO 8501-2:1994
Mechanické metody se používají pro zpracování velkých kovových konstrukcí v plynárenském a ropném průmyslu, energetice, inženýrských sítích a stavebnictví.
Nově ošetřený kov je aktivní, proto, aby se zabránilo vzniku sekundární koroze, měl by být opatřen základním nátěrem např. Primer GF-021, nebo ihned natřen antikorozním základním nátěrem Antikorozní 3 v 1, Základní nátěr EP nebo Primer-email PU na kov“. Takový algoritmus je vhodný, pokud není potřeba nanášet konverzní povlaky.
Výsledkem takové přípravy je dosažení optimální úrovně drsnosti povrchu, která poskytuje zlepšenou přilnavost laku. Přilnavost nátěru k podkladu je také zajištěna chemickými metodami.
Chemické metody
Odmašťování – jedná se o odstranění solí, mastných látek z leštících hmot, emulzních chladicích kapalin, lisovacích maziv atd.
Pro odmašťování použijte:
- organická rozpouštědla – Benzín nebo lakový benzín dobře fungují s minerálními oleji a konzervačními tuky. Namočte hadr do kompozice a otřete povrch. Hořlavá rozpouštědla lze nahradit nehořlavými rozpouštědly, jako jsou chlorované uhlovodíky. Obvykle je to trichloretylen, ale pro hliníkové výrobky zvolte perchloretylen. Zpracování se provádí namáčením dílu, nástřikem nebo kondenzací par rozpouštědla na jeho povrchu.
- Alkalické vodné roztoky Obsahují anorganické soli a sadu povrchově aktivních látek, které zlepšují čisticí vlastnosti odmašťovače. Konkrétní technický detergent (TMC) a doba ošetření se volí na základě základního materiálu, typu znečištění a požadovaného stupně čištění.
- Emulze rozpouštědel ve vodě s povrchově aktivními látkami – kombinovat vlastnosti rozpouštědel a alkalických roztoků. Tyto sloučeniny se používají k ošetření povrchů se stopami grafitových maziv, brusných past nebo karbonových usazenin.
kyselé moření – Jedná se o chemickou metodu odstraňování rzi a vodního kamene roztoky kyselin (sírová, chlorovodíková, fosforečná) a solí. Spouští se po předběžném odmaštění.
Ošetření se provádí nástřikem kompozice nebo ponořením kovového výrobku do lázně s leptacím roztokem. Na velké konstrukce se leptací pasta nanáší špachtlí, sádrovou špachtlí nebo stříkací pistolí a nechá se působit až 6 hodin. Složení roztoků a režimy leptání jsou podrobně popsány v GOST 9.402-2004.
Chemické metody se používají v automobilovém průmyslu, v podnicích vyrábějících přístroje a stroje, při výrobě domácích spotřebičů.
Druhý úkol přípravy kovu pro lakování – posílení antikorozních vlastností povrchu – je řešen jinými chemickými metodami. Jejich výběr závisí na tom, zda se mají lakovat železné nebo neželezné kovy.
Vlastnosti zpracování železných a neželezných kovů
Konverzní nátěr, který zvyšuje odolnost podkladu vůči vzniku a šíření koroze, se vytváří dvěma způsoby:
- Fosfátování — pro železné a neželezné kovy. Tato úprava má za následek vytvoření ochranné vrstvy ve vodě nerozpustných fosfátů. V takových podmínkách bude rez lokalizován s místním poškozením laku.
Povlaky s fosforečnanem železa se vybírají pro kovový nábytek nebo domácí spotřebiče. V automobilovém průmyslu se u zemědělských strojů, stavebních konstrukcí, které jsou vystaveny vysoké vlhkosti nebo změnám teplot, dává přednost zinkovému fosfátování.
Fosfátování zvyšuje životnost laku o 30-50%, proto je tato etapa i s přihlédnutím k nárůstu nákladů na přípravné práce ekonomicky proveditelná. - Chromování – pro neželezné kovy. V závislosti na složení ošetřujícího roztoku se na povrchu vytvoří zelená nebo žlutá ochranná vrstva. Vlastnosti jsou podobné, ale žlutá fluoridace je v potravinářském průmyslu nepřijatelná. Sloučeniny chrómu v odpadních vodách po promytí jsou nebezpečné pro životní prostředí, proto je preferována bezproplachová technologie čištění.
Oba procesy se provádějí po důkladném mechanickém očištění povrchu a odmaštění. Kompletní technologická schémata pro přípravu kovu pro lakování jsou popsána v GOST 9.402-2004.
Jak správně připravit kovové povrchy pro lakování v praxi
Na příkladu malého dílu si ukážeme fáze přípravy na malování.
Povrchové čištění
Pomocí ručního nářadí očistíme kov od rzi, starých nátěrů, nečistot. Během toho kontrolujeme stav povrchu – neměl by být poškozen. Malé částice odstraňte suchým hadříkem.

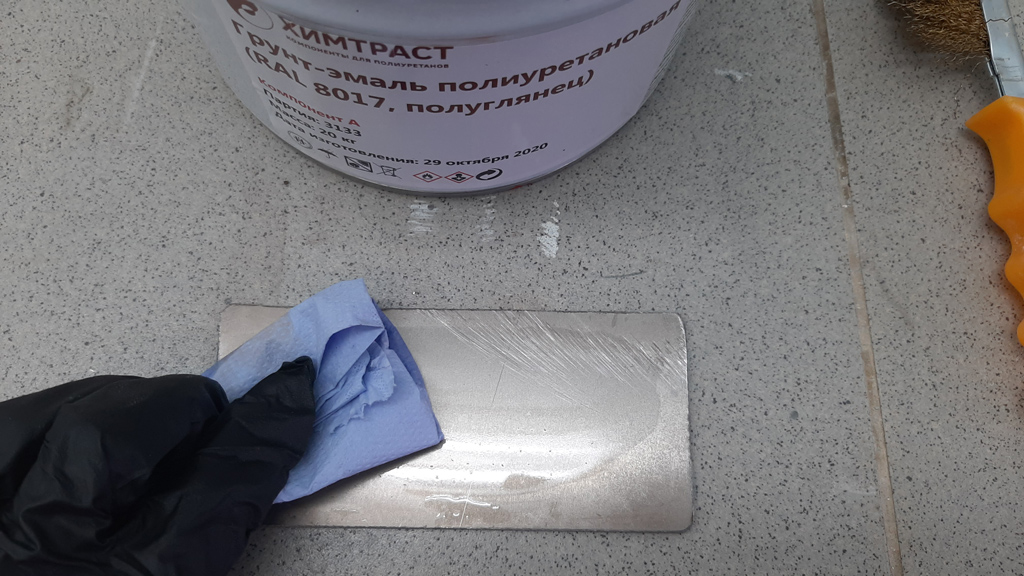
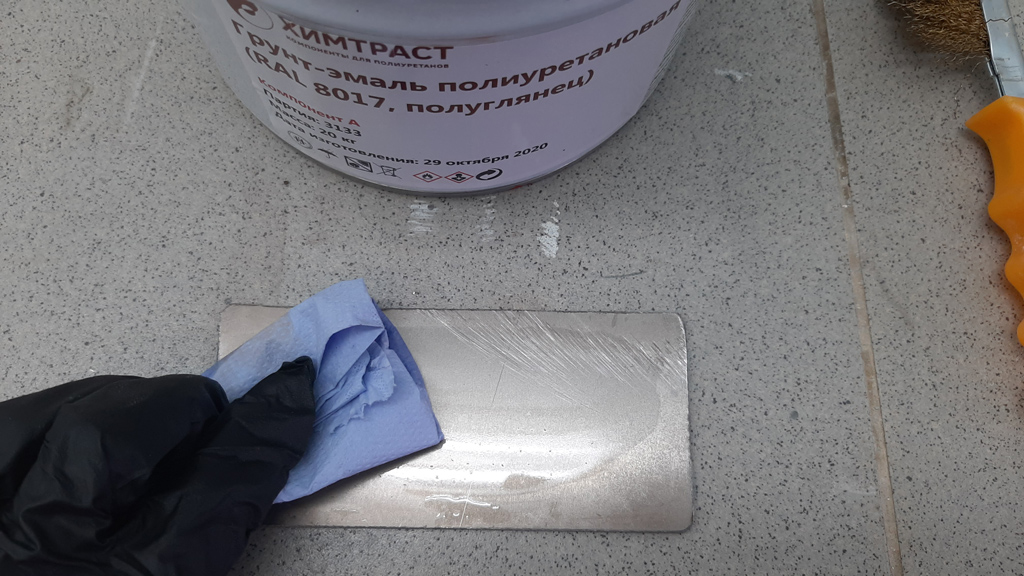
Odmašťování
Z povrchu odstraníme mastnotu, oleje, soli, stopy jiných látek, které mohou snížit ochranné vlastnosti laku. Chcete-li to provést, otřete část hadříkem namočeným v organickém rozpouštědle. Používáme utírací materiál, který nepoškrábe povrch a nezanechává žmolky.
Polstrování
Základní nátěr, například nanesením “Primer GF-021” lze provést ručně štětcem, špachtlí, válečkem. Bezvzduchové stříkání vysokotlakým čističem je vhodné, pokud je třeba penetrovat velké plochy.
Fáze základního nátěru je volitelná, pokud pro nátěr struktury zvolíte “Chemtrast PU základní nátěr-email na kov”. Spojuje vlastnosti základního a dekorativního nátěru. Vhodné pro železný, pozinkovaný kov, ocel, hliník vystavený povětrnostním vlivům.
Doporučení pro přípravu kovu před lakováním
Pomocí tabulky rychle vyberte vhodnou metodu odstranění kontaminace v závislosti na jejím typu.
Oblast svaru je zranitelné místo, odtud často začíná destrukce ochranného povlaku. Důvodem je neúplné odstranění vedlejších produktů svařování a nekvalitní lakování. Proto se tato místa předem ošetří 10% roztokem kyseliny fosforečné, omyjí se teplou vodou a povrch se očistí kovovými kartáči nebo válečky z tenkého ocelového drátu. Teprve po důkladném zaschnutí začnou brokovat nebo pískovat. Pro zlepšení antikorozní odolnosti v oblasti svaru se volí primery obsahující zinek, například Khimtrust Zinc Primer TsG-96.
Kontrolujte kvalitu práce ve všech fázích. Stupeň odstranění rzi se stanoví vizuálně nejpozději do 6 hodin po ošetření. Odmaštění se posuzuje kapací metodou, vlhčením nebo vytíráním. Všechny kontrolní metody jsou podrobně popsány v odstavci 6 GOST 9.402-2004.
V praxi vidíme, že zanedbání přípravy kovových povrchů pro lakování je nejčastější příčinou brzké ztráty ochranných kvalit laku. Proto hlavní doporučení odborníků Chemtrast zní: dodržujte technologii nanášení barvy, aby byla zajištěna trvanlivost antikorozního nátěru. A abyste se ujistili, že takové rozhodnutí je správné, korelujte úspory při přípravě základu s budoucími náklady na opravu zrezivělých dílů nebo konstrukcí, prostoje zařízení a ušlý zisk.
Všechny barvy a laky vyráběné společností Khimtrast prošly povinnou certifikací. Zavolejte nebo objednejte na webu. Pro stálé zákazníky je připraven slevový program. Dodáváme produkty v Rusku a zemích SNS.
Ochrana kovových konstrukcí před korozí je jedním z hlavních cílů nanášení barev a laků. Ale výběr správné barvy a pokrytí povrchu nestačí. Správná příprava kovu pro lakování je základem pro vytvoření spolehlivé ochranné vrstvy. Prozradíme vám, proč a jak se kov připravuje k lakování.
Úkoly přípravy kovu pro lakování
- Povrchové čištění — odstranění dříve nanesených nátěrových materiálů, mastnoty a jiných nečistot, řezných kapalin, okují, rzi a konzervačních prostředků. Důkladné čištění je nutné, aby nátěrové hmoty byly naneseny v rovnoměrné vrstvě a nedocházelo ke korozi pod filmem na špatně vyčištěných místech.
- Tvorba konverzních povlaků. Při neustálých negativních klimatických vlivech dochází vlivem osmotického tlaku k prosakování vlhkosti přes póry nátěrového materiálu k podkladu. Probíhají na něm korozní procesy, snižuje se přilnavost a objevují se odlučky. Konverzní nátěry – fosfátové nebo chromátové – zlepšují fyzikální, mechanické a ochranné vlastnosti laku. Potlačují podfilmovou korozi, pokud se vytvořila, a v případě třísek nebo škrábanců zabraňují šíření rzi.
Čím agresivnější je provozní prostředí, tím zodpovědnější je příprava kovového podkladu. Provádí se mechanickými, chemickými, méně často tepelnými metodami.
Způsoby přípravy kovu pro lakování
mechanický
Staré dekorativní nátěry, hrubé nečistoty, svářečská struska, připáleniny odlitků, rez atd. se odstraňují mechanicky.
Ruční nářadí – kartáče z ocelového drátu nebo jehlové pásky, ocelové škrabky, špachtle, brusný papír – se používají ke zpracování malých ploch nebo těžko dostupných míst.
Pro práce velkého rozsahu se volí mechanizované zařízení. To zahrnuje:
- mlýnky,
- pneumatická kladiva,
- jehlové pistole,
- rotační drátěné kartáče.
Pro usnadnění mechanického odstranění okují lze povrch nejprve přefouknout z hořáku acetylen-kyslíkovým plamenem. Díky nízkému koeficientu tepelné roztažnosti vodní kámen snadno praská, odlupuje se od podkladu po zahřátí a ochlazení. Zpracování tenkých výrobků plamenem vede k deformaci kovu, proto je tato tepelná metoda použitelná pouze pro díly o tloušťce větší než 6 mm.
Účinné je tryskání různými abrazivními materiály. Je použitelný pro výrobky z barevných nebo železných kovů, ale s omezenou tloušťkou – minimálně 3 mm. Tenčí díly lze zpracovávat pouze tehdy, pokud je přitom zachován jejich geometrický tvar.
Abrazivní tryskání je:
- Sucho. Pomocí stacionárních nebo přenosných zařízení je abrazivo (písek, litinové nebo ocelové broky, struska, skleněné kuličky) směrováno vysokou rychlostí na čištěnou plochu. Existují zařízení, která dodávají abrazivní částice pomocí proudění vzduchu.
- Mokrý. Podobné jako suché, ale s přidanou tekutinou. Tímto způsobem dosahují trojího účinku: vzduchu, abraziva a vody. Water jetting zahrnuje dodávání proudu pitné vody bez dalších nečistot.
Obrázek ukazuje kovový povrch se zrezivělými svary před/po otryskání.

Zdroj obrázku: ISO 8501-2:1994
Mechanické metody se používají pro zpracování velkých kovových konstrukcí v plynárenském a ropném průmyslu, energetice, inženýrských sítích a stavebnictví.
Nově ošetřený kov je aktivní, proto, aby se zabránilo vzniku sekundární koroze, měl by být opatřen základním nátěrem např. Primer GF-021, nebo ihned natřen antikorozním základním nátěrem Antikorozní 3 v 1, Základní nátěr EP nebo Primer-email PU na kov“. Takový algoritmus je vhodný, pokud není potřeba nanášet konverzní povlaky.
Výsledkem takové přípravy je dosažení optimální úrovně drsnosti povrchu, která poskytuje zlepšenou přilnavost laku. Přilnavost nátěru k podkladu je také zajištěna chemickými metodami.
Chemické metody
Odmašťování – jedná se o odstranění solí, mastných látek z leštících hmot, emulzních chladicích kapalin, lisovacích maziv atd.
Pro odmašťování použijte:
- organická rozpouštědla – Benzín nebo lakový benzín dobře fungují s minerálními oleji a konzervačními tuky. Namočte hadr do kompozice a otřete povrch. Hořlavá rozpouštědla lze nahradit nehořlavými rozpouštědly, jako jsou chlorované uhlovodíky. Obvykle je to trichloretylen, ale pro hliníkové výrobky zvolte perchloretylen. Zpracování se provádí namáčením dílu, nástřikem nebo kondenzací par rozpouštědla na jeho povrchu.
- Alkalické vodné roztoky Obsahují anorganické soli a sadu povrchově aktivních látek, které zlepšují čisticí vlastnosti odmašťovače. Konkrétní technický detergent (TMC) a doba ošetření se volí na základě základního materiálu, typu znečištění a požadovaného stupně čištění.
- Emulze rozpouštědel ve vodě s povrchově aktivními látkami – kombinovat vlastnosti rozpouštědel a alkalických roztoků. Tyto sloučeniny se používají k ošetření povrchů se stopami grafitových maziv, brusných past nebo karbonových usazenin.
kyselé moření – Jedná se o chemickou metodu odstraňování rzi a vodního kamene roztoky kyselin (sírová, chlorovodíková, fosforečná) a solí. Spouští se po předběžném odmaštění.
Ošetření se provádí nástřikem kompozice nebo ponořením kovového výrobku do lázně s leptacím roztokem. Na velké konstrukce se leptací pasta nanáší špachtlí, sádrovou špachtlí nebo stříkací pistolí a nechá se působit až 6 hodin. Složení roztoků a režimy leptání jsou podrobně popsány v GOST 9.402-2004.
Chemické metody se používají v automobilovém průmyslu, v podnicích vyrábějících přístroje a stroje, při výrobě domácích spotřebičů.
Druhý úkol přípravy kovu pro lakování – posílení antikorozních vlastností povrchu – je řešen jinými chemickými metodami. Jejich výběr závisí na tom, zda se mají lakovat železné nebo neželezné kovy.
Vlastnosti zpracování železných a neželezných kovů
Konverzní nátěr, který zvyšuje odolnost podkladu vůči vzniku a šíření koroze, se vytváří dvěma způsoby:
- Fosfátování — pro železné a neželezné kovy. Tato úprava má za následek vytvoření ochranné vrstvy ve vodě nerozpustných fosfátů. V takových podmínkách bude rez lokalizován s místním poškozením laku.
Povlaky s fosforečnanem železa se vybírají pro kovový nábytek nebo domácí spotřebiče. V automobilovém průmyslu se u zemědělských strojů, stavebních konstrukcí, které jsou vystaveny vysoké vlhkosti nebo změnám teplot, dává přednost zinkovému fosfátování.
Fosfátování zvyšuje životnost laku o 30-50%, proto je tato etapa i s přihlédnutím k nárůstu nákladů na přípravné práce ekonomicky proveditelná. - Chromování – pro neželezné kovy. V závislosti na složení ošetřujícího roztoku se na povrchu vytvoří zelená nebo žlutá ochranná vrstva. Vlastnosti jsou podobné, ale žlutá fluoridace je v potravinářském průmyslu nepřijatelná. Sloučeniny chrómu v odpadních vodách po promytí jsou nebezpečné pro životní prostředí, proto je preferována bezproplachová technologie čištění.
Oba procesy se provádějí po důkladném mechanickém očištění povrchu a odmaštění. Kompletní technologická schémata pro přípravu kovu pro lakování jsou popsána v GOST 9.402-2004.
Jak správně připravit kovové povrchy pro lakování v praxi
Na příkladu malého dílu si ukážeme fáze přípravy na malování.
Povrchové čištění
Pomocí ručního nářadí očistíme kov od rzi, starých nátěrů, nečistot. Během toho kontrolujeme stav povrchu – neměl by být poškozen. Malé částice odstraňte suchým hadříkem.

Odmašťování
Z povrchu odstraníme mastnotu, oleje, soli, stopy jiných látek, které mohou snížit ochranné vlastnosti laku. Chcete-li to provést, otřete část hadříkem namočeným v organickém rozpouštědle. Používáme utírací materiál, který nepoškrábe povrch a nezanechává žmolky.
Polstrování
Základní nátěr, například nanesením “Primer GF-021” lze provést ručně štětcem, špachtlí, válečkem. Bezvzduchové stříkání vysokotlakým čističem je vhodné, pokud je třeba penetrovat velké plochy.
Fáze základního nátěru je volitelná, pokud pro nátěr struktury zvolíte “Chemtrast PU základní nátěr-email na kov”. Spojuje vlastnosti základního a dekorativního nátěru. Vhodné pro železný, pozinkovaný kov, ocel, hliník vystavený povětrnostním vlivům.
Doporučení pro přípravu kovu před lakováním
Pomocí tabulky rychle vyberte vhodnou metodu odstranění kontaminace v závislosti na jejím typu.
Oblast svaru je zranitelné místo, odtud často začíná destrukce ochranného povlaku. Důvodem je neúplné odstranění vedlejších produktů svařování a nekvalitní lakování. Proto se tato místa předem ošetří 10% roztokem kyseliny fosforečné, omyjí se teplou vodou a povrch se očistí kovovými kartáči nebo válečky z tenkého ocelového drátu. Teprve po důkladném zaschnutí začnou brokovat nebo pískovat. Pro zlepšení antikorozní odolnosti v oblasti svaru se volí primery obsahující zinek, například Khimtrust Zinc Primer TsG-96.
Kontrolujte kvalitu práce ve všech fázích. Stupeň odstranění rzi se stanoví vizuálně nejpozději do 6 hodin po ošetření. Odmaštění se posuzuje kapací metodou, vlhčením nebo vytíráním. Všechny kontrolní metody jsou podrobně popsány v odstavci 6 GOST 9.402-2004.
V praxi vidíme, že zanedbání přípravy kovových povrchů pro lakování je nejčastější příčinou brzké ztráty ochranných kvalit laku. Proto hlavní doporučení odborníků Chemtrast zní: dodržujte technologii nanášení barvy, aby byla zajištěna trvanlivost antikorozního nátěru. A abyste se ujistili, že takové rozhodnutí je správné, korelujte úspory při přípravě základu s budoucími náklady na opravu zrezivělých dílů nebo konstrukcí, prostoje zařízení a ušlý zisk.
Všechny barvy a laky vyráběné společností Khimtrast prošly povinnou certifikací. Zavolejte nebo objednejte na webu. Pro stálé zákazníky je připraven slevový program. Dodáváme produkty v Rusku a zemích SNS.
















