Panda’s Buzl je ve střehu!
Takže vezmeme 1LX-3.175 řezání od 6 do 10 mm. a řezání. obousměrný. Neřežu to. protlačí spodní vrstvou. 1LX jsem si dlouho nekoupil. chodí velmi dlouho. (administrátor potvrdí). Jakmile se začnou objevovat otřepy, obrousíme 1-2 mm brusného papíru a pečlivě se díváme – je tam zajímavé ostření, hlavní je, že je tam ostrý hrot.
o historii řezání
tam byly 2 mm 1LX .. šarže byla “nezdravé”.. ALE nedávno jsem brousil 1 mm. řezy.
Mám 1LX315 s 50-70 listy. Jediné, co potřebujete vědět, je, že pokud je kompozit 3-4 mm, pak je lepší vzít frézu 6-8 mm ne více. jinak se to zlomí. a mimochodem, hned jsou tam otvory pro nýty. a je lepší nastavit směr průjezdu. rychlost 3-6 m/min otáčky – 18-22 tis
A pokud máte pocit, že je směs problematická, nepijte ji na dvě sezení. Lepší v jednom, snižte rychlost a otáčky.
#23 OFFLINE uzbek1984
kompozit na ohyb 90 stupňů, řezáme to na 120 stupňů frézou 16 mm, hloubka průchodu je 1.65-1.7 mm, nedokážu říct, co je lepší, asi je to řez jako jen hliník, obecně, po frézování je vada, dvě možnosti:
1 holení na hliníkové části, výborný plast
2 hobliny na plast, hliník je výborný
Včera přišel na diagnostiku specialista s bohatými zkušenostmi, řekl, pokud se vám nelíbí otřepy, jděte na dvě kola, prvním režimem odstraňte hliník a druhým režimem odstraňte plast, ale já mám flow, na ty otřepy je mi fuk, opraví to mechanik)))))))
#24 OFFLINE Buzl
Jaký má smysl řezat o 120 stupňů?
90 stupňů s policí 2 mm. s 3 mm kompozitem 2,3-2,4 mm. Pokud je stůl v rovině, tak je vše ok, nebo jsou řezné hrany matné, pak je nabrousíme. Brala jsem to od půl roku a pak jsem řezala a řezala další. a stříhám a řežu.
#25 OFFLINE vv92
120 gr. Je pohodlnější ohýbat, zvláště pokud neřežete na druhou vrstvu hliníku. Dobré frézy vydrží dlouho (Gravman je má). Fréza s pravou spirálou a pravou rotací (nejběžnější) se přesto doporučuje používat při protifrézování. A hliník není nejpříjemnější materiál na zpracování (safír je oxid hlinitý, druhý nejtvrdší po diamantu).
Bezpečnostní opatření znám jako své boty Odborník je tvor, který přestal myslet, protože ví! Na světě je stále mnoho hrábí, na které ještě žádný člověk nešlápl.
Prosím! Opravte mé hloupé chyby (ale nechte mé chytré chyby)!
#26 OFFLINE uzbek1984
Ano ano, právě proto, že je pohodlnější ohýbat a řezat 120, je lepší nenastavovat větší hloubku, protože kompozit není dokonale hladký a pak může mít někdo v budově díry)))))
#27 OFFLINE Buzl
No, teď řeknu toto. pokud podřezáváš, tak při 4 záhybech ještě méně, ale pokud je více záhybů, tak tah hliníku. stát se velkým. přečtěte si jeho vlastnosti. na 1 m0,9 jeho „chůze“. pevný. a kazety se řežou 1,2×3, pak je její tah při ohýbání oh-oh. Obecně platí, že undercut je jako overcut.. špatný. 2,3 mm řez 2,5-4 mm. 3,3 mm – 3,5-XNUMX mm
#28 OFFLINE uzbek1984
kdyby jen plechy byly rovné, jinak na jednom místě došlo k podříznutí a na druhém směrem ven a mocná pumpa peněz byla zmáčknuta, protože plech chodí, na kompozitu je již solidní zkušenost, polovina jihu Rusko bylo přepracováno a znovu upraveno
#29 OFFLINE Admin
Ze začátku to řeže perfektně, ale po uříznutí cca 5-6 metrů se začnou objevovat otřepy z hliníku, sundávám frézu a koukám přes lupu, hrana frézy je leštěná, kompozitní materiál polyethylen. Možná je špinavý, tedy pískem?
V nekvalitním čínském kompozitu obsahuje polyetylenová vrstva velké množství písku, takže ostří TV6229030 na takovém kompozitu se velmi rychle opotřebovává. To se u běžného kompozitu se správně zvolenými řeznými podmínkami nestane.
#30 OFFLINE Rionet
Jak udělat krásný rovnoměrný záhyb přesně o 90 stupňů?
Zkoušel jsem postupovat podle typu A2Y – nejprve jsem řezal 2mm frézou do hloubky 2.4-2.5, abych vybral plast v ohybu, a poté 90 stupňovou rytkou na 2.5, abych získal zkosení. Nechce se ohýbat přesně o 90 stupňů, zřejmě překáží plast (ukáže se jako pružný ohyb – stlačíte ho až o 90 stupňů a hliník pevně leží).
Zvětšit úhel? Nedojde ke zvýšení tuhosti, protože. hliník bude řezán silněji.. Jednoduše se elasticky ohne blíže k 90 stupňům.
Přidat rozběh? (dva offsetové řezy) Nevidím velký rozdíl..
Zmenšit úhel a přidat náběh? Teoreticky to dává smysl – hliník omezuje maximální ohyb a plast je odstraněn, aby nepřekážel. Zatím prostě není co zkoušet.
Kdo má jaké zkušenosti?
#31 OFFLINE Rionet
Zkusil jsem variantu s 0.1mm odsazením do stran – dopadlo to mnohem lépe. V rohu zůstává malá mezera, ale 90 stupňů je dosaženo s menší bolestí.
Můžete tedy vzít A2Y s l=0.9 a řezat do hloubky 2.5, nebo l=0.7 a řezat na 2.3 – momentálně se přikláním k druhé možnosti, aby zbylo trochu plastu pro větší celistvost ohybu.
#32 OFFLINE hulk45
Potřebuji poradit ohledně zpracování kompozitu.
Chceme jen začít dělat kompozitní zpracování.
Buzl je zastáncem ručního zpracování, pokud jsem pochopil z přečtení jiného tématu na fóru třetích stran.
První nejdůležitější otázka:
1. Vybavení.
Zde jsou 2 možnosti:
-vertikální stůl (profesionální vybavení, pokud ho někdo používá, může navrhnout značku)
-horizontální stůl (ručně festul a jakou značku vybavení)
Spíše se přikláním k druhé možnosti. K tomu ale potřebuješ řezací stůl, možná ti Buzl řekne, jaká je to velikost a třeba design
2. Řezačky.
A tak jsem si uvědomil, že k řezání se používá fréza
H1LX31505, jen v gravmanu je délka 5mm, zde Buzl psal, že délka by měla být 6-8mm
„Mám 1LX315 s 50-70 listy. Jediné, co potřebujete vědět, je, že pokud je kompozit 3-4 mm, pak je lepší vzít frézu 6-8 mm ne více. jinak se rozbije. a mimochodem, hned jsou tam otvory pro nýty. a je lepší nastavit směr průjezdu. rychlost 3-6 m/min otáčky – 18-22 tis.
V další zprávě to Admin napíše
„optimální je jednovláknový H1LX308 pro kompozit o tloušťce 4 mm“
Co si tedy vzít na řezání?
ATV seriál pod záhybem Už jsem to pochopil.
Obecně prosím o nějaké doporučení.
Příspěvek upravil hulk45: 29. března 2012 – 12:25
#33 OFFLINE -Pashtet-
Povězte mi prosím o kompozitu – dnes jsem zkoušel řezání, s řezáním nejsou žádné problémy, ale je malý problém s ohybem, respektive stolem, nahoře máme lisovaný MDF plech který ač vyfrézovaný dává malý chyba +/-0,3-0,4 mm svisle (když téměř dokončovali řezání oltáře, vakuový spínač se vypnul a dává 0,5 mm tlaku).
Při frézování na 2,5mm se špatně ohýbá, dokonce i ohýbání stran rukama v několika průchodech, strany mohou při ohnutí prasknout.
Při frézování na 2,6 mm se normálně ohýbá, výsledkem je stravitelný kus (ale na některých místech se silně ohýbá kvůli naší chybě 0,4 mm).
Možná to musí být ohnuto speciálním způsobem, pomocí vysoušeče vlasů nebo něčeho jiného? V ideálním případě by měl být řezán s největší pravděpodobností o 2,65-2,7 mm, ale i u ideálního stolu se dovnitř dostane velká skvrna a prořízne se. Nebo to potřebujete zkrátit o 2,7 a ujistit se, že stůl je dokonalý (a oltář vždy dokonalý)?
Předem moc děkuji.
Příspěvek upravil -Pashtet-: 22. dubna 2012 – 23:40
#34 OFFLINE Viking
Pro kompozit ohněte řezačkou ATV o 110 stupňů 3 mm x 2,6-2,7, 4 mm 3,6-3,7. Úhel frézy větší než 90 vám umožní lépe ohýbat plech, i když vám chybí výška.
Stůl musí být IDEÁLNÍ, jinak dojde k defektu, podřezání (v lepším případě) nebo prohození hliníku tak, aby zbyla fólie, která při prvním ohybu praskne. Většinou mi zbyla tenká vrstva plastu, přes kterou byl vidět hliník.
70 % problémů se zařízením se nachází do půl metru od zařízení
Neštvete obsluhu frézy při práci, jinak začne házet prsty.
#35 OFFLINE DEDAlex
Dlouho jsem se chtěl zeptat kompozitních dělníků, kteří se výrobě kompozitních kazet nevěnují příležitostně, ale profesionálně, proč absolvovat spoustu potíží s CNC frézováním kompozitu pro ohýbání, namísto použití profesionálního (mobilního!) kotouče frézka od Festul http:// www.festool.r. -Plus-Alucobond, nebo podobné od Protul nebo HolzHer?
Možná něco nevím? Nebo to nechápu?
ŽIJU DLOUHO – UŽ JSEM SI ZVYKNUTÝ.
Nejlepším učitelem v životě je zkušenost. Pravda, účtuje si hodně, ale vysvětluje to srozumitelně.
Nic nezdobí člověka víc než přátelství s vlastní hlavou.
Musíte pracovat ne 12 hodin, ale hlavou. © Steve Jobs
Teprve když jsou vaše sny silnější než vaše obavy, začnou se plnit.
Jakákoli dostatečně pokročilá technologie je k nerozeznání od magie (c) Arthur Clarke
#36 OFFLINE Buzl
Můžu to samozřejmě považovat za reklamu, ale řeknu to takhle. Jsou zde řezací stojany. všechno by bylo v pořádku. ale rychlost výroby je menší. plus řezání rohů. plus řezání otvorů. v porovnání. CNC je rychlejší.
ale pohyblivost stojanu je lepší.
na stánku s odbornými pracovníky maximálně – 1 hodina – 2-3 listy. (nepočítám řezání rohů a řezání otvorů)
na CNC – 4-5
rozměr listu 1,5×4
v průměru 4-6 kazet
Příspěvek upravil Buzl: 27. dubna 2012 – 14:31
#37 OFFLINE DEDAlex
Obecně daleko od obchodu a kompozitů, takže žádná reklama. Jsem prostě blázen do Festulu, a proto znám jejich rozsah.
Děkuji Vám za vysvětlení. Chápu, že jedno druhé nenahrazuje, ale doplňuje.
Podívejte se, každý podnik má své vlastní triky a jemnosti.
ŽIJU DLOUHO – UŽ JSEM SI ZVYKNUTÝ.
Nejlepším učitelem v životě je zkušenost. Pravda, účtuje si hodně, ale vysvětluje to srozumitelně.
Nic nezdobí člověka víc než přátelství s vlastní hlavou.
Musíte pracovat ne 12 hodin, ale hlavou. © Steve Jobs
Teprve když jsou vaše sny silnější než vaše obavy, začnou se plnit.
Jakákoli dostatečně pokročilá technologie je k nerozeznání od magie (c) Arthur Clarke
#38 OFFLINE Buzl
stojany jsou dobré, když potřebujete pracovat na místě. nebo jsou kazety jednoduché a stejného typu. ALE! počet pracovníků je větší. 2 osoby u stánku, 1 osoba u řezání, 2 osoby u nýtování a montáže. a s CNC 1 osoba na CNC, 2 osoby na montáž
#39 OFFLINE hasher
#40 OFFLINE Půlnoc
Tato otázka vyvstala. Měla by se při vytváření vývoje frézovaného dílu zohledňovat tloušťka materiálu? Nebo jdeme jen podél ohybových linií a pak přímo přes obrys.

K řezání hliníkových kompozitních panelů můžete použít gilotinové nůžky, kotoučové pily, vertikální pily, CNC frézky a gravírovací stroje a ploché řezací plotry vybavené frézovacím modulem. Stojí za zvážení, že při stříhání gilotinovými nůžkami nebo tzv. hydraulickou „gilotinou“ může docházet k mírnému stlačení hliníkového plechu na přední ploše v podobě zaoblení hrany v místě střihu, což vytváří zvýšené napětí mezi jádrem a hliníkovou vrstvou. Pokud se tedy produkt vyrobený z ACP plánuje používat venku, je lepší se vyhnout řezání gilotinou.
Řezání automatické převodovky pomocí kotoučové pily se provádí stejným způsobem jako řezání hliníkových plechů. Za optimální se považuje použití pásových a kotoučových pil s řeznou rychlostí do 3000 m/min. Vertikální pily se osvědčily při zpracování velkého množství hliníkových kompozitních panelů. Doporučuje se řezat ze zadní strany panelu.

Kotoučová fréza Festool pro obrábění automatických převodovek
Aby hliníkové kompozitní panely získaly požadovaný tvar, používá se technologie frézování a následného ohýbání. Na zadní straně materiálu se pomocí frézy vyřízne drážka ve tvaru V. V tomto případě je nutné ponechat přední hliníkovou plochu a vrstvu tmelu o tloušťce cca 0,3 – 0,4 mm neporušené. Pokud není drážka dostatečně hluboká, může se při ohýbání objevit „pružinový“ efekt a nebude možné spolehlivě ohnout automatickou převodovku v požadovaném úhlu.
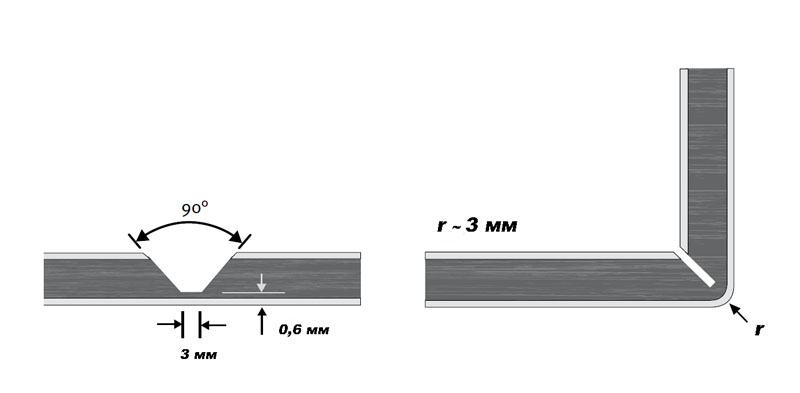
Drážka ve tvaru V s poloměrem 90 stupňů pro ohyb automatické převodovky do pravého úhlu
V závislosti na požadovaném úhlu ohybu a budoucím tvaru může mít drážka (nebo drážka) 90 nebo 135 stupňů. První se používá k získání pravoúhlého ohybu. Druhým je svírat úhel 45 stupňů, což umožňuje spojit dva takto zakřivené panely a spojit je do obdélníkové konstrukce. Frézují také drážky o šířce 10–14 mm, což umožňuje zaoblení a hladší ohyb.
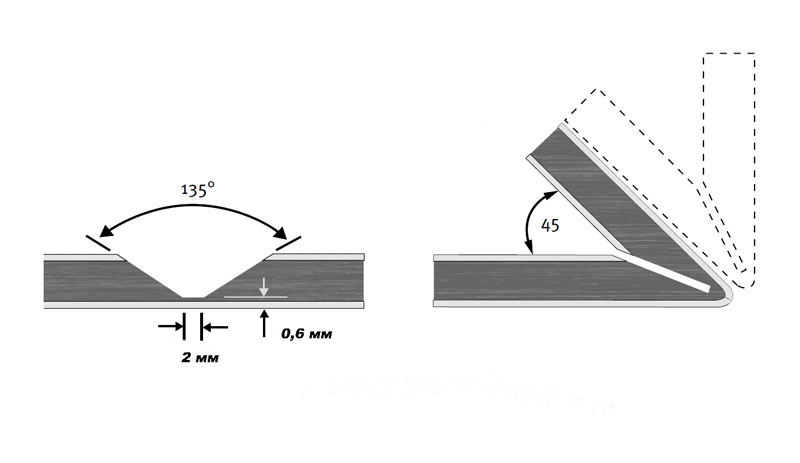
Drážka ve tvaru V s poloměrem 135 stupňů pro ohnutí automatické převodovky pod úhlem 45 stupňů
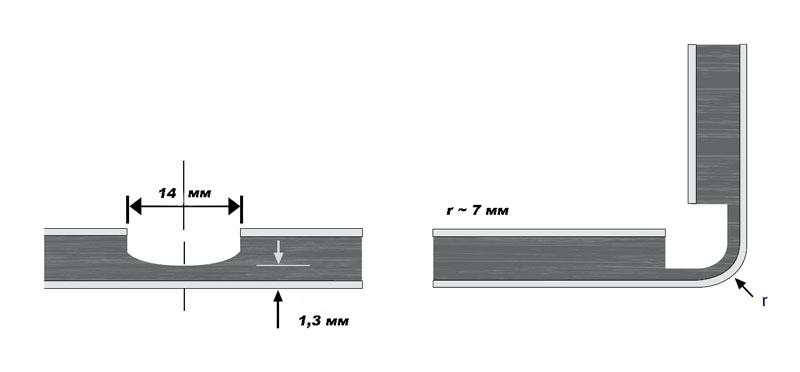
Drážka, která umožňuje, aby se automatická převodovka ohýbala v pravém úhlu více zaoblená a hladší
Frézování drážek ve tvaru V lze provádět pomocí ručních kotoučových frézek (např. výrobce FESTOOL), speciálních nástavců pro vertikální pily a frézek a gravírovacích strojů. Výhodou ručních diskových routerů je jejich relativně nízká cena a přenositelnost. Mnoho stavebních firem tak často provádí řezání a frézování automatické převodovky přímo na místě. Tento přístup však vzhledem k lidskému faktoru nezaručuje trvale vysokou kvalitu výsledných produktů. Pokud tedy reklamní a výrobní společnost musí každý den pracovat s hliníkovými kompozitními panely, doporučuje se pořídit si frézku a gravírovací stroj. Takové zařízení umožňuje zpracovávat automatické převodovky s nejvyšší možnou mírou automatizace pracovních procesů a s vysokou kvalitou, řezat a frézovat drážky ve tvaru V během jednoho úkolu, stejně jako frézovat různé nestandardní drážky, aby se daly originální tvary automatické převodovky v souladu s konstrukčním projektem.
Frézování se používá i v případech, kdy je potřeba vyrobit hranu nebo lem podél hrany automatické převodovky. Chcete-li to provést, proveďte plochý řez do hloubky až po přední hliníkový plech, přičemž zcela odstraňte vrstvu výplně. Šířka řezu se rovná tloušťce panelu. Výsledný pás hliníku se pak přehne po celé délce panelu přes jádro. Stejným způsobem (vyříznutím výplně na přední stranu hliníku na šířku tloušťky panelu) se získají drážky pro následné spojování jednotlivých prvků z automatické převodovky v pravém úhlu. Po vyfrézování je snadné ohnout automatickou převodovku v požadovaných místech ručně. Pro nejlepší výsledky se doporučuje použít upínací ohýbačku nebo hliníkové profily s úchyty, do jejichž drážek se před ohybem upnou bočnice panelu.
Hliníkové kompozitní panely jsou tvarovány do požadovaného tvaru pomocí ohraňovacích lisů, ohýbaček kovů a válcovacích strojů. Pro ohýbání automatických převodovek se používají stejné metody jako pro ohýbání ocelového plechu nebo hliníkového plechu. Před ohýbáním se nedoporučuje odstraňovat ochrannou fólii z materiálu. Navíc je vhodné vytvořit dodatečnou ochranu čelní plochy nalepením další samolepicí fólie nebo použitím podložek z polyetylenových nebo vinylových pásků o tloušťce 1 – 2 mm. Minimální poloměr ohybu se vypočítá podle vzorce r = Z x T, kde T je tloušťka panelu v milimetrech a Z je koeficient od 15 do 33, který se liší v závislosti na značce automatické převodovky. Například pro hliníkové kompozitní panely DIBOND o tloušťce 2 mm je poloměr ohybu 2 mm x 30 = 60 mm.
Spojení jednotlivých prvků z hliníkových kompozitních panelů se provádí standardními metodami, které se používají při výrobě kovových a plastových výrobků. Při venkovní instalaci automatických převodovek je třeba vzít v úvahu jejich tepelnou roztažnost, aby se předešlo jejich budoucí deformaci.
Oblíbeným způsobem spojování hliníkových kompozitních panelů je lepení. K tomuto účelu se používají univerzální lepidla nebo lepidla na kovy. Při výrobě produktů s nízkými požadavky na pevnost v tahu nebo ve smyku se používají oboustranné lepicí pásky (například 3M-VHB). Pro elastické spoje se doporučuje používat jednosložková lepidla na bázi polyuretanu.
K připojení automatických převodovek se často používají duté nýty, které se instalují do předvrtaných otvorů. Výrobci hliníkových kompozitních panelů ve většině případů poskytují podrobné návody na způsob nýtování svých materiálů, který při dodržení dosáhne optimálních výsledků po dlouhou dobu provozu hotových konstrukcí.
Další metodou, která se úspěšně osvědčila při práci s automatickými převodovkami, je svařování horkým vzduchem, které se obvykle používá ke spojování termoplastů. Polymerové jádro hliníkových kompozitních panelů lze svařit pomocí polyetylenového svařovacího drátu. Tato metoda však není žádoucí při použití ACP ve stavebnictví. Pro dosažení kvalitních výsledků při svařování ACP horkým vzduchem je nutné, aby byl spoj správně připraven, svařovací drát byl kvalitní, byl použit čistý horký vzduch o správné teplotě a byl aplikován tlak doporučený výrobcem ACP spoj správnou rychlostí svařování.
Dekorace přední plochy
Před zahájením zdobení ACP se doporučuje povrch očistit 70% roztokem isopropylalkoholu. K tomuto účelu nepoužívejte mýdlové roztoky nebo rozpouštědla, protože mohou zanechat film, který negativně ovlivní přilnavost hliníku k samolepicímu filmu nebo UV vytvrzovanému inkoustu. Povrch hliníkových kompozitních panelů může být pokryt litými nebo kalandrovanými samolepicími fóliemi. Při použití kvalitních automatických převodovek nedochází k odlupování laku panelu ani při vícenásobné výměně aplikací. Vynikajících výsledků je dosahováno také při velkoformátovém flatbed tisku s použitím UV vytvrzovaných inkoustů. Nápisy a další reklamní konstrukce získané touto technologií jsou zpravidla vysoce odolné proti vyblednutí a lze je dlouhodobě úspěšně používat v exteriéru.
















