Zkratka HSS, složená z počátečních písmen anglických slov High Speed Steel, označuje celou skupinu ocelí spadajících do kategorie vysokorychlostního řezání. Z ocelí tohoto typu jsou vyráběny frézy, závitníky, matrice pro závitování. Mnohem méně často se takový materiál používá k výrobě pilových listů a nožů.
Slitiny kategorie HSS jsou oceli s vysokým obsahem uhlíku, jejichž některé druhy mohou obsahovat značné množství wolframu. Tvrdost nástroje vyrobeného z ocelí tohoto typu se může pohybovat v rozmezí 62–64 jednotek na stupnici HRC.

Hlavní vlastnosti a značky
V závislosti na složení se oceli HSS dělí do tří kategorií:
- s vysokým obsahem wolframu (T);
- molybden (M);
- vysoce nadopovaná skupina.
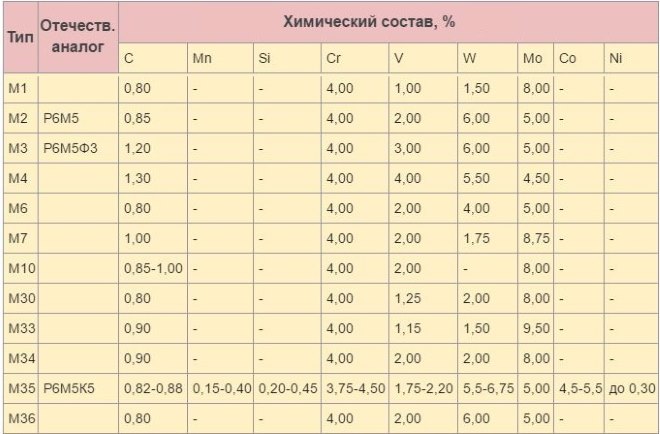
Chemické složení molybdenových HSS ocelí
Častější jsou HSS oceli skupiny molybdenu, které mohou obsahovat i wolfram a kobalt. Rychlořezné oceli skupiny molybdenu, které obsahují značné množství vanadu a uhlíku, jsou odolné vůči abrazivnímu opotřebení. Pro výrobu výrobků, které si musí zachovat vysokou tvrdost i při vysokých teplotách, se používají slitiny molybdenové oceli počínaje jakostí M41. Při výrobě nástrojů provozovaných za studena a s vysokou rázovou houževnatostí se také používají slitiny oceli skupiny molybdenu, které jsou podrobeny speciálnímu tepelnému zpracování.
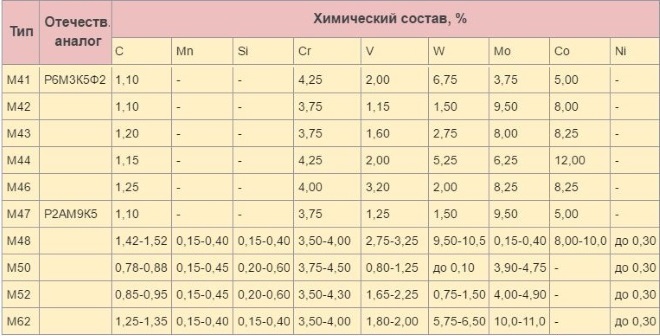
Chemické složení vysokolegovaných HSS ocelí
Při výběru nástrojů z HSS-ocelí skupiny molybdenu je třeba vzít v úvahu vlastnosti jednotlivých jakostí takových ocelových slitin.
Z oceli této třídy jsou vyráběny HSS-vrtáky širokého použití. HSS vrtáky vyrobené ze slitiny M1 jsou pružnější a méně náchylné k nárazovému zatížení, ale jejich úroveň červené tvrdosti je nižší než u nástrojů vyrobených z oceli M2.
Jedná se o nejběžnější materiál, ze kterého se vyrábí nástroje pro různé účely. Výrobky z HSS oceli této třídy, používané pro vysoce výkonné strojní práce, se vyznačují vysokou červenou tvrdostí, parametry jejich břitů jsou zachovány déle než u nástrojů z rychlořezných ocelí jiných jakostí.
Tato třída se používá pro výrobu výkonných vrtaček, které vyžadují nejen vysokou flexibilitu, ale také mimořádnou spolehlivost. Pomocí HSS vrtáků do kovu, vyrobených ze slitiny této třídy, jsou otvory vyrobeny v plném a silném plechovém materiálu.
Jedná se o materiál používaný k výrobě vrtaček, které pracují s přenosným zařízením. Za těchto podmínek je zlomení nástroje v důsledku jeho výrazného ohnutí poměrně naléhavým problémem. Vrták HSS z legované oceli M50 nemá stejnou červenou tvrdost jako jiné třídy rychlořezných ocelí.
Tato slitina, která je také označována jako HSSE, má díky zvýšenému obsahu kobaltu vyšší tvrdost do červena než rychlořezná ocel M2. Mezitím zvýšený obsah tohoto prvku ve složení HSSE oceli snižuje její odolnost vůči rázovému zatížení.
Jedná se o ocel, která obsahuje nejvyšší množství kobaltu, a proto je často označována jako Super Cobalt. Nástroje vyrobené z HSS-oceli této třídy se vyznačují nejen vysokou červenou tvrdostí, ale také mimořádnou odolností proti oděru. Díky těmto vlastnostem se ocel této třídy úspěšně používá k výrobě nástrojů, s nimiž je nutné zpracovávat viskózní a složité materiály.
Obsah wolframu ve složení ocelí HSS umožňuje dodat výrobkům, které jsou z nich vyrobeny, červenou tvrdost.
Tato kvalita spočívá v tom, že břit nástroje si zachovává svou tvrdost i při teplotě červeného žáru 530°. Slitiny rychlořezné oceli obsahující kobalt (HSS Co) mají ještě vyšší červenou tvrdost (a také zvýšenou odolnost proti opotřebení). Břity HSS vrtáků v kategorii Co si dokážou udržet svou tvrdost i při vyšších teplotách.
symboly
Rozluštění chemického složení ocelí spadajících do kategorie HSS je obtížné, protože jejich označení neobsahuje žádné podrobné údaje. Zpravidla jsou v katalozích pro nástroj vyrobený z ocelí této kategorie informace o materiálech, pro které může být použit. Pro poměrně přesné stanovení chemického složení HSS ocelí je nutné použít speciální zařízení nebo tuto problematiku řešit empiricky.

S největší pravděpodobností se jedná o německý analog rychlořezné oceli HSS M2
Je lepší porozumět vlastnostem a materiálu výroby nástroje, který je označen značkou HSS, znalost následujících údajů pomáhá.
K této zkratce se často přidává písmeno R. Jedná se o vrtáky, které se vyznačují nejmenší odolností. Procházejí válcováním a tepelným zpracováním.
Toto označení se používá pro vrtáky, jejichž řezná část je broušena borazonem (CBN). Nástroje HSS G jsou nejpoužívanější a vyznačují se zvýšenou životností nástroje. Navíc vrták do kovu, který je označen tímto označením, vytváří při zpracování s ním nejmenší házivost.
HSS s písmenem E
Toto označení znamená, že kobalt je obsažen ve složení materiálu produktu. Nástroj s označením HSSE je optimálně vhodný pro obrábění obtížných materiálů, jakož i materiálů vyznačujících se vysokou viskozitou. Jak bylo uvedeno výše, analogií označení HSSE je označení M35. Existují také mezinárodní analogy označení HSSE (HSS-Co5 a HSS-Co8), pomocí kterých můžete přesně určit, kolik kobaltu je obsaženo v ocelové slitině.
Ocel této značky je extrémně obtížné řezat bruskou
Toto označení znamená, že povrch nástroje je potažen nitridem titanu. Tím se zvyšuje jak tvrdost povrchové vrstvy výrobku (cca 2300 HV), tak i jeho tepelná odolnost (až 600°).
Povrch nástroje s tímto označením je potažen nitridem titanu legovaným hliníkem. Díky tomuto povlaku se tvrdost povrchové vrstvy takového vrtáku zvýší o cca 3000 HV, tepelný odpor o 900°.
Výrobky s tímto označením lze použít pro zpracování nerezové oceli. Třísky méně ulpívají na jejich povrchu, takže se méně často lámou a poskytují vysoce kvalitní zpracování.
Často se můžete setkat s nástroji s označením HSS 4241, které se používají především pro zpracování dřevěných, plastových a hliníkových výrobků. Co se týče označení Super HSS, každý výrobce do něj vkládá vlastní představy o kvalitě nástroje.
Materiály jako rychlořezné oceli mají jedinečné vlastnosti, což umožňuje jejich použití pro výrobu nástrojů se zvýšenou pevností. Charakteristiky ocelí klasifikovaných jako rychlořezné oceli umožňují jejich použití k výrobě nástrojů pro širokou škálu účelů.

Frézy, závitníky, výstružníky jsou typické výrobky vyrobené z vysoce kvalitní rychlořezné oceli
Charakteristika rychlořezných ocelí
Kategorie rychlořezných ocelí zahrnuje slitiny, jejichž chemické složení je doplněno řadou legujících přísad. Díky takovým přísadám získávají oceli vlastnosti, které umožňují jejich použití pro výrobu řezných nástrojů, které mohou efektivně pracovat při vysokých rychlostech. To, co odlišuje rychlořezné nástrojové oceli od běžných uhlíkových slitin, je to, že nástroje z nich vyrobené lze úspěšně použít pro zpracování tvrdých materiálů při vysokých rychlostech.

Frézování dílu na profesionálním gravírovacím stroji
Mezi nejpozoruhodnější charakteristiky, které odlišují rychlořezné oceli různých jakostí, patří následující.
- Tvrdost zachována za tepla (tvrdost za tepla). Jak je známo, jakýkoli nástroj používaný k provádění řezného zpracování je během takového zpracování intenzivně zahříván. V důsledku ohřevu dochází k popouštění běžných nástrojových ocelí, což v konečném důsledku vede ke snížení tvrdosti nástroje. K tomu nedochází, pokud byla k výrobě použita rychlořezná ocel, která je schopna zachovat svou tvrdost i při zahřátí nástroje na 6000. Typy rychlořezných ocelí, které se často nazývají rychlořezné oceli, mají obvykle ještě nižší tvrdost ve srovnání s konvenčními uhlíkovými oceli, pokud je teplota řezání v normálních mezích: až 2000.
- Zvýšená stálost červené barvy. Tento parametr jakéhokoli kovu charakterizuje dobu, po kterou je nástroj z něj vyrobený, schopen odolat vysokým teplotám, aniž by ztratil své původní vlastnosti. Rychlořezné oceli jako materiál pro výrobu řezných nástrojů nemají v tomto parametru obdoby.
- Odolnost proti ničení. Řezný nástroj, kromě své schopnosti odolávat působení zvýšených teplot, musí mít také zlepšené mechanické vlastnosti, což plně demonstrují jakosti rychlořezných ocelí. Nástroje vyrobené z takových ocelí, které mají vysokou pevnost, mohou úspěšně pracovat ve velkých hloubkách řezu (vrtáky) a při vysokých rychlostech posuvu (frézy, vrtáky atd.).
Charakteristika a účel rychlořezných ocelí
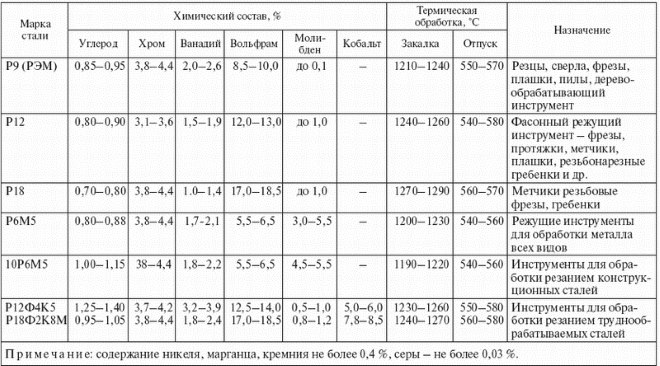
Dekódování označení jakostí oceli
Zpočátku byla rychlořezná ocel jako materiál pro výrobu řezných nástrojů vynalezena britskými specialisty. Vzhledem k tomu, že nástroje vyrobené z takové oceli lze použít pro vysokorychlostní zpracování kovů, byl tento materiál nazýván „rapidsteel“ (slovo „rapid“ zde znamená vysokou rychlost). Tato vlastnost těchto ocelí a anglický název, který svého času vynalezl, byly důvodem, proč označení všech jakostí tohoto materiálu začíná písmenem „P“.
Pravidla pro označování ocelí klasifikovaných jako rychlořezné oceli přísně upravuje příslušný GOST, což značně zjednodušuje proces jejich dešifrování.
První číslo za písmenem P v označení oceli udává procentuální obsah takového prvku jako je wolfram, který do značné míry určuje základní vlastnosti tohoto materiálu. Rychlořezná ocel obsahuje kromě wolframu vanad, molybden a kobalt, které jsou ve značení označeny písmeny F, M a K. Za každým z těchto písmen v označení je číslo udávající procento odpovídající prvek v chemickém složení oceli.

Příklad dekódování jakosti rychlořezné oceli
V závislosti na obsahu určitých prvků v oceli a také na jejich množství jsou všechny takové slitiny rozděleny do tří hlavních kategorií. Je docela snadné určit, do které kategorie ocel patří, dešifrováním jejích značek.
Třídy rychlořezné oceli se tedy obvykle dělí do následujících kategorií:
- slitiny obsahující až 10 % kobaltu a až 22 % wolframu; Mezi tyto oceli patří slitiny jakostí R6M5F2K8, R10M4F3K10 atd.;
- ocel neobsahující více než 5 % kobaltu a až 18 % wolframu; takové oceli jsou slitiny jakosti R9K5, R18F2K5, R10F5K5 atd.;
- slitiny, které neobsahují více než 16 % kobaltu a wolframu; Mezi tyto slitiny patří ocel R9, R18, R12, R6M5 atd.

Určení druhu oceli podle jiskry
Jak bylo uvedeno výše, vlastnosti ocelí klasifikovaných jako rychlořezné oceli jsou určovány především obsahem takového prvku, jako je wolfram. Je třeba mít na paměti, že pokud vysokorychlostní slitina obsahuje příliš mnoho wolframu, kobaltu a vanadu, pak v důsledku vytváření heterogenity karbidu v takové oceli se může řezná hrana nástroje, který je z ní vyroben, odštípnout pod vlivem mechanických zátěží. Nástroje vyrobené z ocelí obsahujících molybden takové nevýhody nemají. Řezná hrana takových nástrojů se nejen neštípe, ale vyznačuje se také tím, že má po celé délce stejné ukazatele tvrdosti.
Třída oceli pro výrobu nástrojů, na které jsou kladeny zvýšené požadavky na jejich technologické vlastnosti, je P18. Tato ocel má jemnozrnnou vnitřní strukturu a vykazuje vynikající odolnost proti opotřebení. Další výhodou použití oceli této jakosti je, že při kalení výrobků z ní vyrobených nedochází k jejich přehřívání, což se o rychlořezných slitinách jiných značek říci nedá. Vzhledem k relativně vysoké ceně nástrojů vyrobených z oceli této třídy je často nahrazována levnější slitinou P9.

Technické vlastnosti oceli třídy P18
Poměrně nízké náklady na ocel třídy P9, stejně jako její rozmanitost – P9K5, která je ve svých vlastnostech v mnoha ohledech podobná vysokorychlostní slitině P18, je vysvětlena řadou nevýhod tohoto materiálu. Nejvýznamnější z nich je, že v žíhaném stavu je takový kov snadno náchylný k plastické deformaci. Mezitím ocel třídy P18 také není bez svých nevýhod. Z této oceli se tedy nevyrábí vysoce přesné nástroje, což se vysvětluje tím, že výrobky z ní se obtížně brousí. Dobré ukazatele pevnosti a tažnosti, a to i v zahřátém stavu, vykazují nástroje vyrobené z oceli P12, která je svými vlastnostmi rovněž podobná oceli P18.
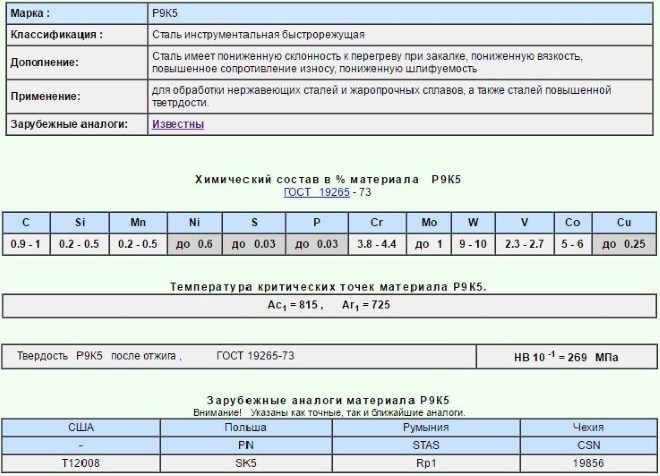
Vlastnosti oceli třídy R9K5
Výrobní a zpracovatelské metody
Pro výrobu nástrojů vyrobených z vysokorychlostních slitin se používají dvě hlavní technologie:
- klasická metoda, která zahrnuje odlévání roztaveného kovu do ingotů, které jsou následně podrobeny kování;
- metoda práškové metalurgie, při které je roztavený kov atomizován pomocí proudu dusíku.
Klasická technologie, která zahrnuje kování výrobku z vysokorychlostní slitiny, která byla předtím odlita do speciální formy, umožňuje, aby takový výrobek byl vybaven vyššími kvalitativními charakteristikami.
Tato technologie pomáhá zamezit tvorbě segregací karbidů v hotovém výrobku a také umožňuje podrobit jej předběžnému žíhání a dalšímu kalení. Tato technologie výroby navíc zamezuje jevu „lomu naftalenu“, který vede k výraznému zvýšení křehkosti hotového výrobku vyrobeného z vysokorychlostní slitiny.
Kalení hotových nástrojů vyrobených z vysokorychlostní slitiny se provádí při teplotách, které podporují lepší rozpouštění legujících přísad v nich, ale zároveň nevedou k růstu zrn v jejich vnitřní struktuře. Rychlořezné slitiny mají po vytvrzení ve své struktuře až 30% austenitu, což nemá nejlepší vliv na tepelnou vodivost materiálu a jeho tvrdost. Pro snížení množství austenitu ve struktuře slitiny na minimální hodnoty se používají dvě technologie:
- proveďte několik cyklů zahřívání produktu, jeho udržování na určité teplotě a chlazení: vícenásobné temperování;
- Před temperováním se produkt ochladí na poměrně nízkou teplotu: až –800 °C.
Zlepšení vlastností produktu
Aby nástroje vyrobené z rychlořezných slitin měly vysokou tvrdost, odolnost proti opotřebení a odolnost proti korozi, musí být jejich povrch podroben zpracování, jehož způsoby zahrnují následující.
- Nasycení povrchové vrstvy produktu dusíkem – nitridace. Takové zpracování lze provádět v plynném prostředí sestávajícím z dusíku (80 %) a amoniaku (20 %) nebo zcela v prostředí amoniaku. Čas potřebný k provedení takové technologické operace je 10–40 minut, teplota, při které se provádí, je 550–6600 °C. Použití plynného prostředí obsahujícího dusík a čpavek umožňuje vytvoření méně křehké povrchové vrstvy.
- Nasycení povrchové vrstvy produktu uhlíkem a dusíkem je kyanidace, která se provádí v tavenině kyanidu sodného nebo jiných solí se stejným aniontem. V závislosti na účelu součásti lze kyanizaci provádět při vysokých, středních a nízkých teplotách. Čím vyšší je teplota a doba expozice součásti v tavenině, tím větší je tloušťka výsledné vrstvy.
- Sulfidace, která se provádí v kapalných sulfidových taveninách, do kterých se přidávají sloučeniny síry. Tento postup se provádí po dobu 45–180 minut a teplota taveniny by měla být 450–5600 °C.
Nástroje vyrobené z rychlořezných slitin jsou také podrobeny úpravě párou, která zlepšuje vlastnosti jejich povrchové vrstvy. Je třeba mít na paměti, že všechny výše uvedené operace se provádějí nástrojem, jehož řezná část je již nabroušena, vyleštěna a tepelně zpracována.
















