Brusné řezné nástroje se používají na brusných strojích skupiny.
Brusný nástroj je těleso určitého geometrického tvaru, sestávající (nebo obsahující pracovní vrstvu) z brusných zrn držených pohromadě pojivem.
Mezi brusné nástroje patří brusné kotouče, brusné hlavy, tyče, segmenty, brusné pásy.
Výhody brusných nástrojů oproti čepelovým: vysoké precizní zpracování, nízká drsnost obrobeného povrchu, schopnost zpracovávat tvrdé materiály a kalené kovy.
Nevýhody: snížení užitných vlastností povrchové vrstvy dílů v důsledku vysokých tahových napětí, propálení a vyřezávání upraveného povrchu abrazivním odpadem. Pro snížení negativního dopadu těchto faktorů se zpracování provádí v malé hloubce řezu s vydatným přívodem chladicí kapaliny do řezné zóny.
| Rýže. 41. Hlavní druhy broušení: a) – válcové broušení s podélným posuvem; b) – válcové broušení s příčným posuvem; c) – plošné broušení s obvodem kotouče; d) – ploché broušení koncem kotouče |
| ). |
| b). |
| in). |
| d). |
Ze všech typů brusných nástrojů jsou nejběžnější brusné kotouče. Jsou to rotační tělesa různých profilů. Existuje 17 typů brusných kotoučů. Jsou znázorněny na Obr. 7.7.1.
V závislosti na tvaru a účelu kruhů Existují ploché rovné profily (PP, nejběžnější), ploché s válcovými a kuželovými drážkami (PV, PVD, PVK, PVKD), ploché s dvou- a jednostrannými kuželovými profily (2P, 3P, 4P), kotouče (D ), kroužky ( 1K, 2K), válcové pohárky (CHC) a kónické pohárky (CHK), destičky s různými úhly profilu (1T, 2T, 3T) a speciální kruhy: (S, I, Kс, M).
Kotouče PP a PV se používají pro vnější, vnitřní, bezhroté a ploché kruhové broušení. Válcové drážky na jedné nebo obou stranách (PV, PVD) jsou vytvořeny, když upínací příruby mohou překážet přivedení kotouče do oblasti broušení. Kónické drážky u plochých kotoučů PVK a PVKD slouží ke zmenšení kontaktní plochy boční plochy kotouče s obrobkem při broušení osazení, což snižuje tvorbu tepla a zlepšuje kvalitu broušeného povrchu. Ploché kotouče s kónickým profilem (2P, 3P, 4P) se používají tam, kde je v zóně broušení omezený prostor pro ostření vícebřitých nástrojů.
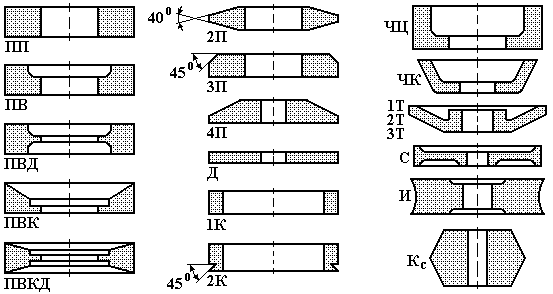
Rýže. 7.7.1. Brusné kotouče
Kotouče (D) se vyrábí tenké 0,5–5 mm, o průměru 80–500 mm a používají se pro řezání obrobků, řezání drážek a broušení hlubokých drážek. Pro plošné broušení se používají kroužky (1K a 2K). K čelní desce brusky jsou připevněny cementovou hmotou. Tvar 2K poskytuje bezpečnější uchycení. Kotouče ChT a ChK se používají k ostření nástrojů a k broušení ploch. Kotouče 1T, 2T, 3T se používají pro ostření řezných nástrojů při výrazně omezeném volném prostoru v zóně broušení: 1T – pro broušení přední plochy zubů frézy, 2T – pro ostření varných desek, užší 3T – pro broušení fréz a válcových ozubených kol .
Speciální kotouče jsou pojmenovány podle druhu práce: C – pro broušení držáků měřidel, I – pro broušení jehel, Kс – pro broušení nožů sekaček, M – pro řezání minerálů.
Brusné hlavy jsou malé brusné kotouče. Existuje sedm typů brusných hlav, hlavní jsou znázorněny na Obr. 7.7.2.
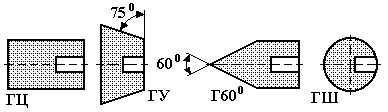

Rýže. 7.7.2. Brusné hlavy Obr. 7.7.3. Broušení segmentů
Používají se pro vnitřní broušení, dále pro opracování tvarových ploch a odjehlování. Hlava je připevněna k vřetenu stroje pomocí závitové tyče. Na druhém konci má čep zářez, který zapadá do slepého otvoru v hlavě a je upevněn lepidlem.
Velké brusné kotouče jsou vyrobeny do prefabrikované konstrukce skládající se z několika segmentů. Segmenty se upínají do objímek sklíčidla, které je nasazeno na vřetenu stroje. Jakmile jsou segmenty zajištěny, tvoří nespojitý plochý prstencový povrch. Dělají se segmenty různých tvarů: ploché, konvexně-konkávní atd. Na Obr. 7.7.3 ukazuje hlavní typy brusných segmentů.
Různé tvary a velikosti segmentů jsou způsobeny existujícími konstrukcemi pouzdra pro jejich upevnění. Segmentové kotouče se používají pro ploché čelní broušení velkých dílů.
Brusné kameny, pásky a brusné papíry. Diamantové kotouče
Brousek je brusný nástroj, který má po své délce stejný profil. Tyče se vyrábí čtvercové, ploché, trojúhelníkové, kulaté, půlkruhové o průměru 2–90 mm a délce do 200 mm. Používají se pro kovovýrobu, pro honovací a superfinišovací hlavy.
Pásky a brusné papíry jsou brusným nástrojem, což je tenká pružná základna s nanesenou vrstvou brusného zrna. Základem je kovová páska, látka nebo papír. Brusná zrna jsou fixována koženým lepidlem, technickým kaseinem, lakem YAN-153 nebo syntetickým lakem PFSh-4. Broušení pásy se provádí na speciálních strojích, brusnými papíry – na strojích i ručně.
Diamantové kotouče se vyrábí v 16 typech. Jejich tvary a označení jsou shodné s brusnými kotouči, pouze písmena A jsou u přírodních diamantů umístěna vpředu a AS u syntetických diamantů např. APP, AChK, ASPP, ASCHK atd. Tloušťka diamantonosné vrstvy na kolečko je 1–5 mm.
Značení brusných kotoučů
Označení zahrnuje hlavní charakteristiky kruhu. Například značení
ПП–500´50´305–14А–25–С2–7–К5–35 м/с se dešifruje následovně:
PP – kruhový tvar (plochý rovný profil, viz obr. 7.7.1).
500’50’305 – celkové rozměry kruhu (vnější průměr 500 mm, vnitřní průměr vrtání 305 mm, šířka kruhu 50 mm).
14А – druh abrazivního materiálu (běžný elektrokorund třídy 14A). Normální elektrokorund (třídy 12A. 16A), bílý elektrokorund (třídy 22A. 25A), legovaný elektrokorund (třídy 32A. 34A, 37A, 38A), monokorund (třídy 43A. 45A), černý zelený karbid křemíku (třídy 52С karbid křemíku (třídy 55С. 62С), přírodní a syntetické diamanty (třídy ASO, ASR, ASV, ASK, ACC, ASM, ASN), elbor a další materiály.
25 – zrnitost brusného kotouče (číslo 25, brusná zrna, zrnitost hlavní frakce 250 mikronů). Velikost zrna charakterizuje velikost zrna. Pro všechna brusiva kromě diamantu existuje 26 čísel zrna. Velikost brusných zrn a jejich označení jsou uvedeny v tabulce. 7.7.1. Pro diamantová zrna se přijímá další označení velikosti zrna ve formě zlomku, ve kterém čitatel odpovídá největšímu a jmenovatel nejmenší velikosti hlavního zlomku zrna v mikronech. Velikost diamantových zrn a jejich označení jsou uvedeny v tabulce. 7.7.2.
Tabulka 7.7.1. Velikost brusných zrn a jejich označení
| Interval čísel | 200. 16 | 12. 3 | M40. M5 |
| Zrnitost hlavní frakce | 2000. 160 mikronů | 125. 28 mikronů | 40. 3 mikronů |
| Název obilí | Mletí zrna | Brusné prášky | Mikroprášky |
Tabulka 7.7.2. Zrnitost diamantů a jejich označení
| Rozsah velikosti zrn | od 630/500 do 50/40 um | od 60/40 do 1/0 um |
| Název obilí | Brusné prášky | Mikroprášky |
С2 – stupeň tvrdosti kotouče (střední třída tvrdosti). Tvrdost brusného nástroje označuje odolnost pojiva vůči vytržení brusných zrn vnější silou. Bylo stanoveno 7 tříd tvrdosti, které jsou uvedeny v tabulce. 7.7.3.
Tabulka 7.7.3. Tvrdost brusného nástroje
| Třída tvrdosti | Zápis |
| Мяккий | M1, M2, M3 |
| Středně měkký | SM1, SM2 |
| průměrný | C1, C2 |
| Středně tvrdý | ST1, ST2, ST3 |
| Tvrdé | T1, T2 |
| Velmi obtížné | VT1, VT2 |
| Extrémně těžké | ČT1, ČT2 |
7 – číslo struktury (objemový obsah zrna v kruhu 48 %). Struktura brusného nástroje je procentuální poměr objemů, které zabírají brusná zrna, pojiva a póry. Existuje 12 čísel hlavní struktury. Čím větší poréznost kruhu odpovídá většímu číslu. S rostoucím počtem se také zvětšuje objem vaziva. Základem systému označení struktury je objemový obsah zrna v nástroji, který je uveden v tabulce. 7.7.4.
Tabulka 7.7.4. Struktury brusných nástrojů
| Číslo struktury |
| Objemový obsah zrna, % |
Struktury č. 1. 4 se nazývají uzavřené nebo husté, č. 5. 8 – střední, č. 9. 12 – otevřené. Při broušení normální rychlostí (do 35 m/s) se častěji používají kotouče s uzavřenými strukturami, při vyšších rychlostech (35 m/s) kotouče se středními strukturami a při vysokých rychlostech – s otevřenými strukturami.
K5 – typ spojovacího materiálu kotouče (keramický lepicí stupeň K5).
Odkaz může být anorganické, organické a kovové.
Z anorganických pojiv jsou nejpoužívanější pojiva keramická (C) a silikátová (S).
Nejběžnější organická pojiva jsou bakelitová (B) a vulkanitová (V) pojiva. Bakelit je syntetická pryskyřice. Vulcanite je syntetický kaučuk, který byl vulkanizován. Používá se také glyftalové pojivo (GF), což je syntetická pryskyřice sestávající z glycerinu a anhydridu kyseliny ftalové.
Kovová pojiva (M) se skládají z kovového základu (prášky cínu, hliníku, mědi) a plniva. Obvykle se používají v diamantových kotoučích, protože pevněji drží zrna a umožňují plněji využít řezné vlastnosti diamantů;
35 m / s – přípustná obvodová řezná rychlost při broušení. Maximální rychlost otáčení kotouče závisí na druhu brusného materiálu a druhu pojiva, opracovávaném materiálu a charakteru zpracování (typ broušení, hloubka řezu, posuv atd.). Je omezena především pevností kruhu v tahu. Na kolech s průměrem větším než 150 mm musí být uvedena maximální obvodová rychlost. Pokud rychlost není na kotouči uvedena, pak u kotoučů na keramických a bakelitových vazbách by neměla překročit 35 m/s, na vulkanitových vazbách – 40 m/s. Každé kolo musí být před použitím otestováno při 1,5násobku maximální rychlosti otáčení.
Líbil se vám článek? Přidejte si ji do záložek (CTRL+D) a nezapomeňte ji sdílet se svými přáteli:
















