Strojní svěráky jsou univerzálním typem technologického zařízení, používaného v procesu zpracování různých obrobků úpravou prvků zařízení na požadovanou velikost. K univerzálnímu typu technologického zařízení patří také univerzální dělicí hlavy, horizontální a vertikální otočné stoly a sklíčidla soustruhu.
Při výběru konstrukce a typu upínacího přípravku a strojního svěráku byste se měli řídit zejména následujícími okolnostmi:
- Základní pravidlo výběru.
- Soulad přesnosti strojního svěráku s technologickým postupem v systému
- STROJ-SVĚRÁK-NÁSTROJ-ČÁST
- zajištění spolehlivé a stabilní polohy součásti vzhledem k nástroji a
základna stroje. - eliminaci deformačních účinků strojních svěráků na součást.
- zajištění bezpečnosti při práci se svěrákem při zpracování.
- snadná instalace a odstranění obrobku.
Strojní svěráky lze klasifikovat podle následujících typů:
- Modulární strojní svěrák TYP 3360
- Strojní svěrák s hydraulickým posilovačem TYP 3410
- Tříotočný nebo kulový strojní svěrák TYP 3412
- Tvrdofixační frézovací svěrák TYP 3418
- Dvourotační strojní svěrák TYP 3422
- Strojní vrtací svěrák TYP 3424
- Dvojupínací strojní svěrák TYP 3426
- Strojní svěrák pro přesnou práci nebo vzor TYP 3320
Dále se blíže podíváme na strojové vzorové svěráky POZOS. POZOS nabízí několik typů vzorovacích strojních svěráků:
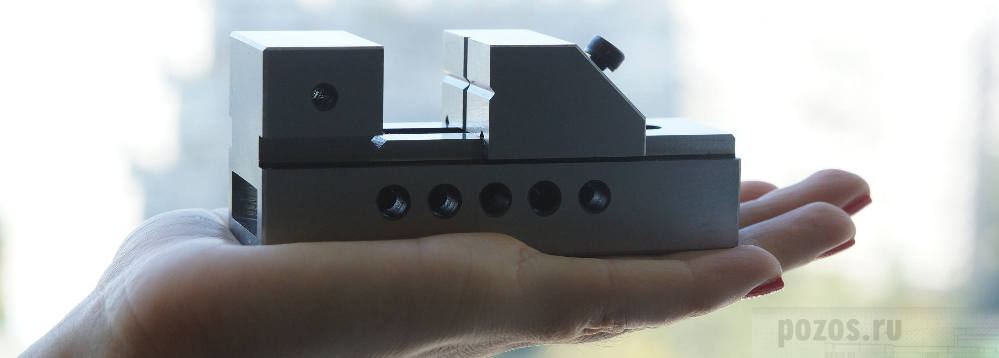
Modelovací strojní svěrák TYP 3320
Určeno především pro práce se zvýšenými požadavky na přesnost jako je broušení, měření, značení a další. Norma přesnosti pro svěrák vzoru POZOS je stanovena na 0,005 mm/100 mm délky. Tvrdost pracovních ploch vodítek a čelistí takového svěráku by měla být HRC 58-62. Strojní vzorové svěráky patří k vysoce přesným nebo, jak se také říká, k přesným strojním zařízením a mají při správné péči a dodržování provozního řádu dlouhou životnost. Strojní svěráky mají řadu modifikací, aby zajistily celou řadu potřeb při provádění přesné práce.
Zvažme všechny takové úpravy samostatně:
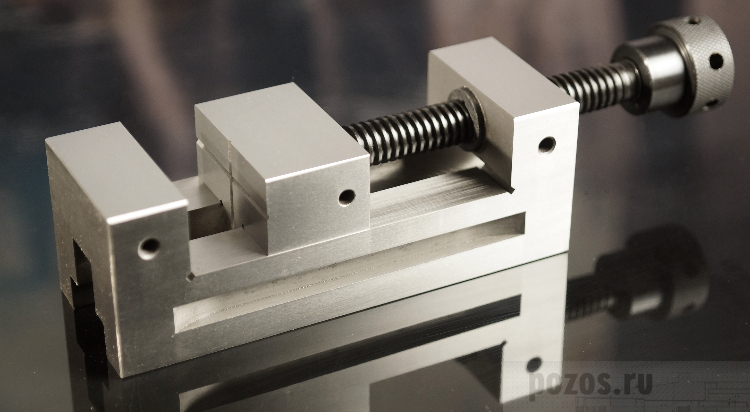
Strojní svěráky RYCHLE MĚNITELNÝ TYP 3340
Svěrák, který umožňuje rychlou montáž dílů různých velikostí bez nutnosti otáčení upínací rukojetí po celé délce zdvihu čelisti. Pohyblivá čelist má volný pohyb po vodítku a pro instalaci dílu stačí posunout čelist do drážky nejblíže k upínanému dílu a zasunout fixační kolík, načež několika otáčkami dojde k finálnímu upnutí dílu se provádí snadno a rychle. Pohyblivá čelist má navíc vodorovné a svislé drážky ve tvaru V pro upínání válcových dílů. Pokud jde o přesnost, tyto svěráky odpovídají účelu vzoru, přesnosti a mají stejné charakteristiky přesnosti jako svěrák TYPE 3320.
Modelovací strojní svěrák SINUS TYPE 3350
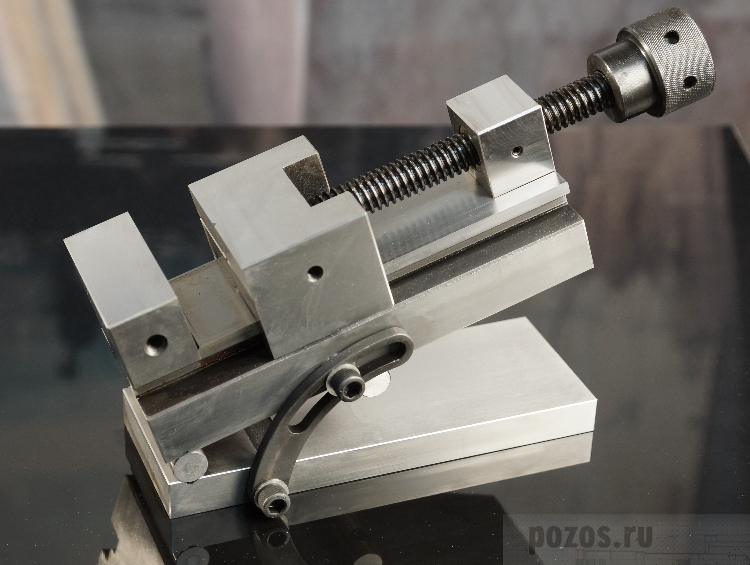
Svěrák, který umožňuje naklonit tělo svěráku vůči základně, když je nutné provádět operace pod úhlem. Úhel se nastavuje umístěním kalibrovaných válečků mezi roviny svěráku a základny. Instalační úhel svěráku, nebo přesněji sinus tohoto úhlu, bude tedy poměrem opačného ramene, v našem případě průměru kalibrovaného válce, k přeponě – vypočtené základně vzorového svěráku. Proto se takový neřest nazývá sinus. Tento „zmatek“ s nastavením úhlů je dán tím, že pouze tato konstrukce umožňuje dosáhnout nejvyšší přesnosti nastavení úhlu pomocí vysoce přesného sinusového svěráku TYP 3350 a vysoce přesného kalibrovaného válečku.
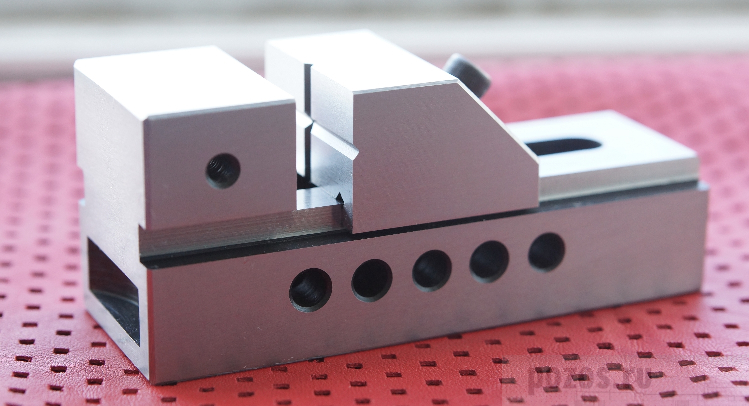
Strojní svěráky SINE RYCHLE NASTAVITELNÉ TYP 3352

Svěrák, který kombinuje pohodlí a funkčnost svěráků se vzorem TYPE 3340 a TYPE 3350, které jsme již recenzovali, je jak sinusový, tak basstronastavitelný. Přesnost takového svěráku samozřejmě splňuje i kritéria přesného svěráku a je 0,0005 mm na 100 mm, má kalená a broušená vedení o tvrdosti HRC 58-62 a stejné čelisti.
UNIVERZÁLNÍ strojní svěrák TYP 3356

Vysoce kvalitní vysoce přesný rotační strojní svěrák s možností instalace ve vertikální rovině. Svěrák má stejnou kvalitu a přesnost jako ostatní strojní svěráky řady 33, ale pro úkoly, kde je důležitější jednoduchost a všestrannost, se montáž úhelníků provádí vizuálně podél číselníku, což a priori nemůže poskytnout stejnou přesnost montáže jako na sinusovém svěráku pomocí kalibrovaných válečků a proto v názvu u svěráku chybí slova LOCAL a SINUS.
Srovnání svěráků POZOS a GOST 20746-84
Uvažujme vzorový svěrák POZOS z hlediska parametrů definovaných v GOST 20746-84 pro svěráky pro přesnou práci. Z hlediska významu charakteristik vyzdvihujeme: rozměry, které jsou přímo důležité pro vlastnosti spotřebitele a normy přesnosti takového svěráku. Hlavní parametry a rozměry svěráku pro přesnou práci dle GOST 20746: ŠÍŘKA ČELISTI GOST popisuje pouze čtyři velikosti svěráku, šířky čelistí 50, 80, 100 a 125 mm. Vzorové svěráky POZOS TYP 3340 mají následující velikostní tabulku 9 standardních velikostí čelistí 25, 50, 63, 73, 80, 88, 100, 125 a 150 mm. který je mnohem širší než to, co poskytuje GOST, což je jistě významnou výhodou a umožňuje nám poskytnout spotřebiteli široký výběr. SPONGE STROKE: Sponge zdvih je velikost, která určuje vzdálenost mezi krajními polohami pohyblivé čelisti. Pohyb čelisti samozřejmě nepřímo souvisí s hlavní velikostí vzorového svěráku – šířkou čelistí, jelikož tato velikost v konečném důsledku určuje velikost samotného svěráku. Čím větší svěrák, tím větší absolutní zdvih čelistí, a proto budeme porovnávat parametry stejných nebo podobných velikostí, které poskytuje GOST 20746-84 a vzor svěráku POZOS.
| Šířka čelistí | Průběh houbiček | |
| Svěrák 7200-0301 podle GOST | 50 | 0-55 |
| Svěrák QKG50 TYP 3320 POSOS | 50 | 0-65 |
| Svěrák 7200-0302 podle GOST | 80 | 0-63 |
| Svěrák QKG80 TYP 3320 POSOS | 80 | 0-100 |
| Svěrák 7200-0303 podle GOST | 100 | 0-63 |
| Svěrák QKG100 TYP 3320 POSOS | 100 | 0-125 |
| Svěrák 7200-0304 podle GOST | 125 | 0-55 |
| Svěrák QKG125 TYP 3320 POSOS | 125 | 0-160 |
Jak je z porovnání patrné, vzorovací strojní svěrák POZOS TYPE 3320 výrazně překračuje požadavky GOST co do velikosti a poměru šířky a zdvihu čelistí a pro velikosti šířky čelistí od 100 mm dvojnásobně i vícekrát . PŘESNOST SVĚRÁKU Přesnost svěráku je jedním z nejdůležitějších parametrů zejména strojních svěráků a vzorů, charakterizující kvalitu výroby a parametrem, který přímo ovlivňuje kvalitu výroby finálního výrobku, neboť je známo, že chyby všechny komponenty, které tvoří výrobní proces, se matematicky sečtou. GOST 20746-84 definuje následující třídy svěráků pro přesnou práci – modelovou práci: N – normální přesnost, P – zvýšená přesnost, A – vysoká přesnost. Uvedeno v pořadí podle zvyšující se přesnosti.
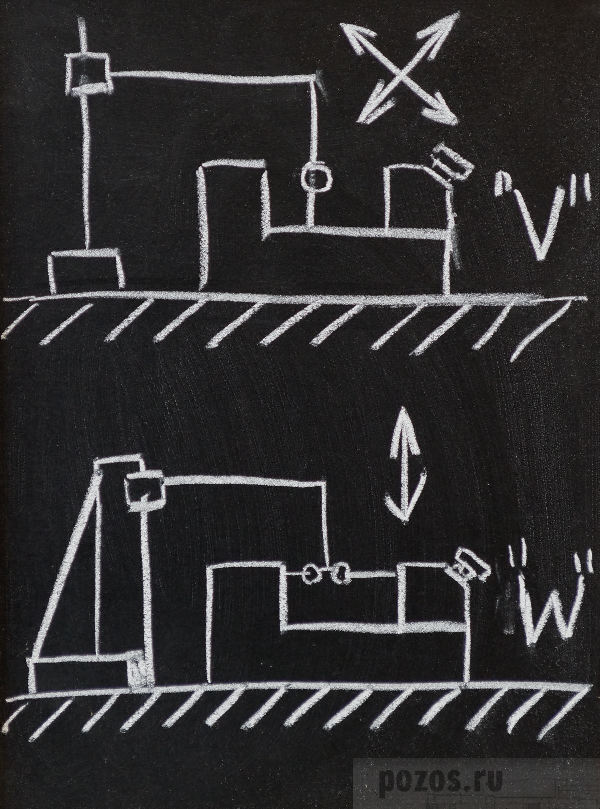
Uvažujme číselné charakteristiky tolerancí pro vzorové svěráky. Tolerance rovnoběžnosti – „V“ zahrnuje: rovnoběžnost pracovních ploch pouzdra vzhledem k pohyblivé čelisti, rovnoběžnost horní roviny vedení pouzdra vzhledem k základně, rovnoběžnost horní roviny pouzdra vzhledem k základně. Při kontrole rovnoběžnosti „V“ se bere v úvahu nejhorší ukazatel. Tolerance kolmosti – „W“ kolmost pracovní plochy a bočních ploch těla.
Porovnání tolerancí rovnoběžnosti a kolmosti vzorových svěráků TYP 3320 POZOS a GOST 20746-84 POZOS TYP3320 rovnoběžnost a kolmost vzorových svěráků jsou stejné a rovné 0,005 mm/100 mm, což odpovídá přesnosti podle GOST a je mezi třídami “ A“ a „P“, což je s přihlédnutím k široké rozměrové řadě s mimořádně výrazným zdvihem čelistí vynikající výsledek, usnadňující použití strojních svěráků POZOS na nejpřesnějších a nejproduktivnějších zařízeních.
















