
Instalační a seřizovací práce prováděné na hydraulických lisech zahrnují montáž a připojení lisovacích částí a komponentů, instalaci potrubí, ovládacích zařízení a dalších hnacích prvků, jakož i testování a seřizování.
Hydraulické lisy s nízkou silou a hmotností obvykle dorazí na místo instalace smontované. To dramaticky snižuje složitost instalačních prací. Středně silné hydraulické lisy se přepravují jako smontované celky. V závislosti na velikosti a hmotnosti rámu se přepravuje smontovaný nebo ve formě samostatných dílů – sloupků a příček. Malé válce, stejně jako ovládací prvky, se přepravují smontované. Velké válce se někdy přepravují v demontu (bez plunžrů a přírub).
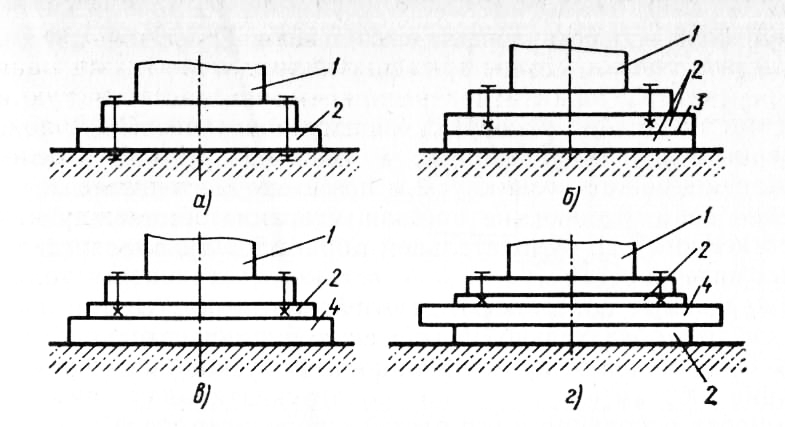
Rýže. 1. Schémata pro přesun těžkých částí kovacích a lisovacích strojů uvnitř dílny během instalace:
a – pohyb po ocelovém plechu. b – pohyb po dvou ocelových plechách, c – pohyb po ocelovém plechu a válcích, d – pohyb po dvou ocelových plechách a válcích mezi plechy; 1 – díl, 2 – list, 3 – vrstva maziva. 4 – kluziště
Ve výrobním závodě procházejí takové lisy před expedicí kontrolní montáží, při které se kontroluje činnost mechanismů a také standardy přesnosti výrobních součástí a dílů. Výsledky této kontroly jsou zaznamenány v továrním technickém přejímce. Ovládací sestava značně zjednodušuje instalaci a seřízení lisu na místě instalace.
Dodávka středotlakých a zejména vysokotlakých lisů na místo instalace je poměrně složitý technický úkol. Pro přepravu dílů unikátních lisů o hmotnosti až 200-300 tun je někdy nutné položit speciální železniční koleje z hlavní trati na místo instalace. Z cest do prostoru instalace se díly a sestavy přesouvají po ocelových plechách. Tyto plechy mohou klouzat přímo po zemi nebo po jiném plechu o tloušťce 15-20 mm, bohatě mazaném tukem. Sílu potřebnou k pohybu břemene lze výrazně snížit použitím válečků z trubek o průměru 50-70 mm, které se pohybují buď přímo po zemi, nebo po plechu.
Při použití obvodu znázorněného na Obr. 1, k přepravě nákladu o hmotnosti 100 tun je zapotřebí síla asi 200 kN. a s hmotností nákladu 200 tun – asi 400 kN. Tato tažná síla může být získána z několika traktorů nebo elektrických navijáků pomocí čtyřzávitových kladek. Použitím válečků lze snížit tažnou sílu přibližně na polovinu.
Při instalaci spodního příčníku hydraulického lisu musíte pečlivě zkontrolovat čistotu povrchů na rozhraní s jinými částmi a také absenci deformace. Při dlouhodobém skladování může dojít k deformaci, zejména pokud odlitky neprošly stárnutím (přirozeným nebo umělým) před konečným zpracováním lícovaných a dosedacích ploch.
Dosedací plochy dílů příčníků (pokud jsou kompozitní) by měly být zkontrolovány na rovnoběžnost pomocí provázků. Odchylka od přímosti je povolena maximálně 0,1 mm na délce 1000 mm.
Vyrovnání základny a jejích částí v horizontální a vertikální rovině se doporučuje provádět pomocí kontrolních pravítek, přesných nivelací a závitů s olovnicí. Vodorovnou rovinu základny zajišťují klíny zaražené mezi základnou a základem. Odchylka od vodorovnosti horní roviny spodního příčníku by neměla překročit 0,1 – 0,15 mm na délce 1000 mm.
Při instalaci sloupů a matic hydraulických lisů pro každý sloup je nutné zkontrolovat:
— vertikální instalace pomocí úrovně rámu (odchylka ne větší než 0,1 mm na délce 1000 mm);
— správné umístění sloupů ve vodorovné rovině; pomocí měřidla se měří vzdálenosti mezi sloupy podél a přes přední část lisu a také podél úhlopříček (přípustný rozdíl mezi měřeními není větší než 0,4 mm );
– velikost mezer mezi sloupem a vodicím pouzdrem traverzy (měření se provádí minimálně ve čtyřech diametrálně protilehlých bodech, mezera musí být soustředná, odchylka od soustřednosti není větší než 0,7-1,5 mm).
Před montáží hydraulických válců je nutné je očistit od tuku a zkontrolovat. Na pracovní ploše válce by neměly být žádné díry, praskliny nebo stopy koroze. Po odstranění konzervačního maziva se doporučuje vyleštit povrch pístu jemnozrnným brusným papírem.
Kvalita spojení mezi plunžrem a vložkou válce se kontroluje na barvu. V případě potřeby by se vložka válce měla oškrábat o píst.
Při instalaci válců se používá jedno ze dvou schémat: instalace válce po instalaci horního příčníku nebo instalace válce na spuštěný pohyblivý příčník před instalací horního příčníku.
Velké množství práce při instalaci a uvádění hydraulických lisů do provozu je spojeno s instalací potrubí. Trubky jsou nejprve podrobeny důkladné vnější kontrole, zjištěné závady jsou odstraněny čištěním pilníkem nebo smirkovým kotoučem. Hloubka odizolování by neměla být větší než 10 % tloušťky stěny trubky; Není-li možné závadu odstranit v takové hloubce, je potrubí vyřazeno. Potrubí se pak rozřeže na rozměrné kusy pomocí kyslíko-acetylenového plamene nebo jinou metodou. Na koncích výsledných měřicích trubek se nařežou závity, konce se opracují a (v případě potřeby) přistoupí k ohýbání. U trubek o průměru do 25 mm se ohýbání provádí za studena. Trubky o průměru nad 50 mm jsou ohýbané za tepla s pískovou náplní, trubky o průměru do 50 mm – bez vyzdívky.
Pro vycpávání je trubka umístěna svisle, její spodní konec je ucpán dřevěnou zátkou. Navrch se nasype hrubozrnný, pečlivě prosátý říční písek, který se snaží rovnoměrně rozmístit. Trubka se zahřívá v otevřených pecích na koks, rašelinu a dřevěné uhlí na teplotu 950–1000 °C; v tomto případě potrubí získá světle červenou barvu.
Ohýbání se provádí ručně pomocí šablon z železných plechů nebo plynových trubek. Ohýbání by mělo být provedeno hladce; Pokud se objeví zvlnění nebo se trubka začne vyboulit, ohýbání se zastaví, protože to znamená, že trubka nebyla řádně připravena k ohýbání.
Strojní ohýbání trubek pomocí speciálních hydraulických nebo mechanických přenosných lisů je poměrně široce používané. Rám takového lisu se může roztahovat v závislosti na poloměru ohybu; šablony (na jezdci) a (pevné) lze v případě potřeby vyměnit.
Po ochlazení se trubka očistí od vypálených stop, písku a okují a podrobí se moření ve speciálních lázních ve 20% roztoku kyseliny chlorovodíkové nebo sírové. Poté se trubka omyje vápennou maltou a vodou a rychle vysuší pomocí plynového hořáku. Dále se na trubky našroubují příruby.
Způsoby vzájemného spojení potrubí a jejich připojení k zařízení jsou znázorněny na obr. 69. Při instalaci potrubí spojujícího zařízení a přívodní potrubí nejprve nasaďte spojovací přírubu a poté spojovací přírubu. To je způsobeno skutečností, že pokud není potrubí instalováno na místě, může se přívodní potrubí mírně posunout. Pokud je potřeba vložit trubku mezi stacionární části lisovacího zařízení (například mezi rozdělovač vody a jeden z lisovacích válců), musí být ohnuta tak, aby samotné příruby byly přitlačeny k zařízení v důsledku odpružení potrubí.
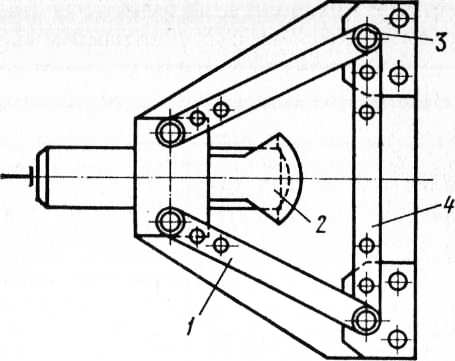
Rýže. 2. Přenosný hydraulický lis na ohýbání trubek:
1 – rám, 2 – pohyblivá šablona, 3 – pevná šablona, 4 – lišta
Instalace začíná po úplném dokončení instalace a instalatérských prací jak na samotném lisu, tak na pomocných mechanismech. Před nastavením se oblast vedle lisu zbaví cizích předmětů. Zkontrolujte, zda jsou uzavírací ventily hydraulických systémů v dobrém provozním stavu a pevně uzavřeny: k tomu je do potrubí přiváděna kapalina pod tlakem s uzavřenými ventily. Pokud fungují správně, tlakoměry umístěné za ventily by neměly ukazovat tlak.
Seřizovacím pracím by měla bezprostředně předcházet kontrola provozuschopnosti a funkčnosti mazacích systémů instalace lisu.
Nastavení instalace lisu se provádí ve dvou fázích: nastavení hydraulického pohonu a poté nastavení samotného lisu. Sled prací na nastavení hydraulického pohonu je určen jeho konstrukčním schématem.
Seřízení čerpací akumulační stanice se provádí v tomto pořadí: kontrola zařízení kontroly hladiny, naplnění stanice vysokotlakým vzduchem, naplnění stanice vysokotlakou kapalinou (včetně konečného odladění zařízení kontroly hladiny), uvedení stanice do provozu včetně nastavení čerpadel a seřízení pojistných ventilů.
Nastavení jednotlivého pohonu je omezeno na spouštění a testování čerpadel a také na seřízení pojistných ventilů.
Po dokončení seřizovacích prací na hydraulickém pohonu začnou testovat komponenty a mechanismy samotného lisu. K tomu nejprve proveďte vnější kontrolu a seřiďte zařízení do statické polohy se zvláštní pozorností věnovanou seřízení ovládacího zařízení – ventilů nebo šoupátek a také systému ovládacích pák.
Poté začnou hydraulické zkoušky potrubí a zařízení nízkotlakých a vysokotlakých systémů. Hydraulické zkoušky se obvykle provádějí na samostatných úsecích potrubí. Zkušební úsek je v tomto případě oddělen od zbytku pomocí ventilů, potrubí je naplněno vodou a vzduch je zároveň vypouštěn vzduchovými ventily. K potrubí je připojeno ruční čerpadlo, pomocí kterého se tlak zvedne na hodnotu 1,5x vyšší než je pracovní a provede se pětiminutová zádrž.
Pokud tlak (podle tlakoměru) neklesne, sníží se na pracovní tlak a provede se kontrola potrubí a dalších prvků hydraulického systému poklepáním kladivem. Absence netěsností v potrubních spojích, ventilech atd. naznačuje, že neexistují žádné závady. Pokud jsou zjištěny závady, jsou odstraněny až po uvolnění tlaku.
Dále se plní a seřizuje plnicí systém v kombinaci s testováním volnoběžných otáček pohyblivého příčníku, poté se seřizují a testují pomocné mechanismy: pohon stolu, vyhazovače atd. Poté se seřídí násobič, pokud je k dispozici v instalaci lisu a nakonec jsou lisovací mechanismy testovány při volnoběžných otáčkách, aby se zkontrolovala správnost jejich vzájemného působení (v tomto případě musí být přívodní potrubí vysokotlaké kapaliny uzavřeno).
Po odstranění zjištěných problémů přistoupí k testování lisu v provozu, jehož závěrečnou částí je získání hotových výrobků. Zároveň se kontroluje přesnost lisu. Některé z uvedených prací lze provádět paralelně.
Během testování instalace lisu mohou nastat problémy, které je třeba opravit.
Hydraulický lis je stroj pro vyvíjení statických účinků – stlačování, tlakové zpracování, upínání, jehož kinematickým prvkem je kapalina.
Princip činnosti hydraulického lisu
Činnost hydraulického lisu je založena na principu hydraulické páky.
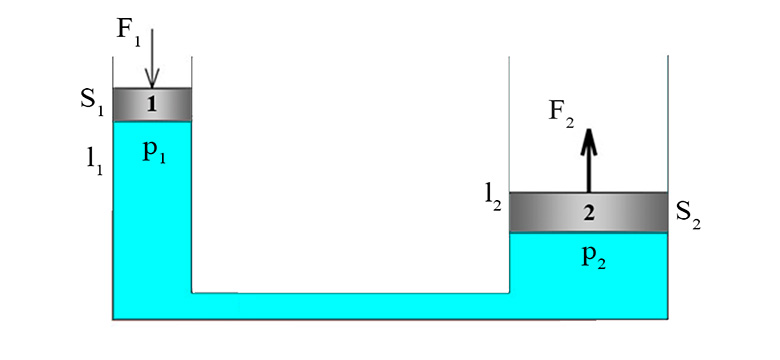
Obrázek ukazuje schéma jednoduchého hydraulického lisu, sestávajícího z pístů velkých a malých průměrů instalovaných ve komunikujících válcích, s kapalinou pod písty. Pro píst malého průměru s plochou S1 se ukáže jako síla F1, určíme sílu F2, kterou lze překonat pístem o ploše S2.
Tlak pod pístem 1 lze vypočítat pomocí vzorce:
Tlak pod pístem 2 bude určen vztahem:
Podle Pascalova zákona se tlak působící na kapalinu přenáší do všech bodů této kapaliny rovnoměrně ve všech směrech.
Síla na druhý píst se bude zvyšovat v poměru k poměru ploch pístů. Čím větší je plocha druhého pístu a čím menší je plocha prvního, tím větší zisk lze získat na hydraulické páce.
Velikost pohybu pístu 2 závisí na objemu kapaliny vytlačené pístem 1. Určeme velikost pohybu druhého pístu l2, když se píst 1 posune o vzdálenost l1.
Protože první píst je menší než druhý, bude vzdálenost, o kterou se druhý píst posune, menší než vzdálenost, o kterou se posune první píst.
Ukazuje se, že předložená konstrukce umožnila výrazně zvýšit sílu, ale současně došlo ke snížení velikosti posunutí. Jak můžete zvýšit zdvih pístu? 2, bez zvýšení struktury?
Přidáním dvou zpětných ventilů do konstrukce a nádrže s dalším objemem pracovní tekutiny můžeme zvýšit množství pohybu pístu 2, čímž se zvýší počet cyklů pohybu pístu 1. Chcete-li vrátit píst 2 do původního stavu , přidáme ventil nebo rozdělovač, umožňující v případě potřeby vytlačit kapalinu zpod pístu 2 zpět do nádrže.
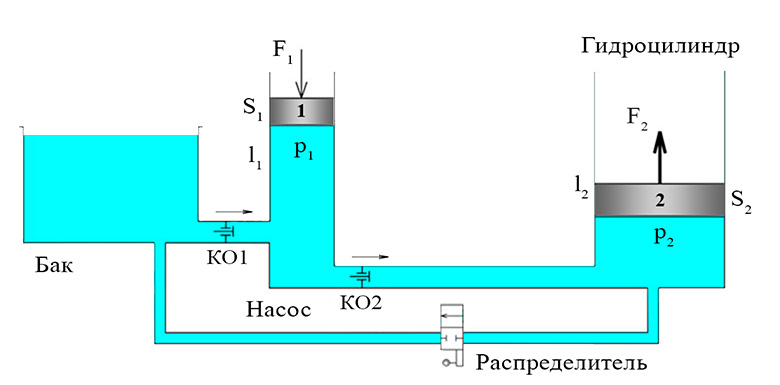
Podívejme se, jak v tomto případě funguje hydraulický lis..
Zatímco se píst pohybuje dolů pod vlivem tlaku kapaliny je ventil 1 přitlačen k sedlu – zavře se a ventil 2 se otevře, kapalina vstupuje pod píst 2, nutí jej pohybovat se a v případě potřeby překonat zátěžovou sílu.
Po dosažení nejnižší polohy píst se začne pohybovat nahoru, zvětšováním objemu pod pístem, v důsledku vytvořeného podtlaku se ventil 1 otevře a ventil 2 se uzavře, kapalina z nádrže bude proudit pod pístem 1. Po dosažení krajní polohy se píst začne pohybovat dolů , vytlačí pracovní kapalinu, cyklus se bude opakovat.
Zvýšením počtu cyklů je tedy možné dosáhnout požadovaného množství pohybu pístu 2 se zvýšenou silou v důsledku rozdílu v ploše.
Prezentovaný design lze tzv nejjednodušší hydraulický lis, píst 1 spolu se zpětnými ventily 1 a 2 je pístové čerpadlo, píst 2 instalovaný ve válcové komoře je jednočinný hydraulický válec, průtok kapaliny je řízen pomocí rozdělovače nebo ventilů.
Hydraulické lisovací zařízení
U skutečných lisů se používají objemová čerpadla různých typů, z čerpadla proudí kapalina potrubím do jednoho nebo více hydraulických válců. Parametry průtoku – tlak, průtok – lze regulovat pomocí bezpečnostních a redukčních ventilů, škrticích klapek a regulátorů průtoku.
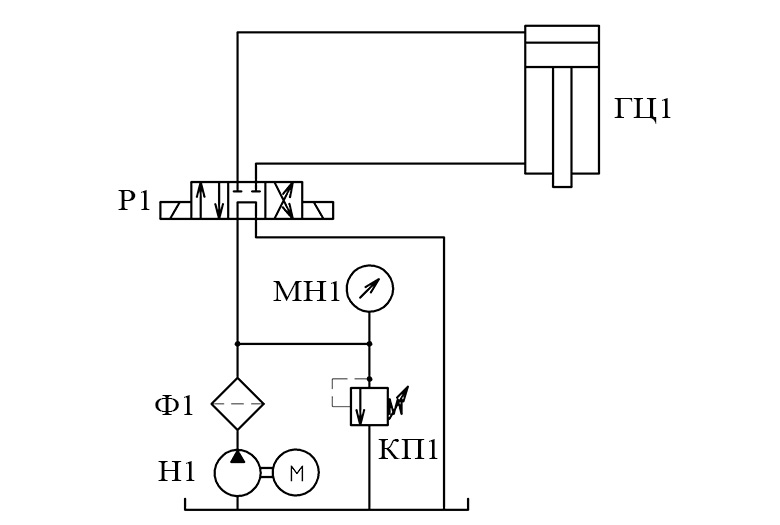
Zvážit schematický diagram skutečného hydraulického lisu.
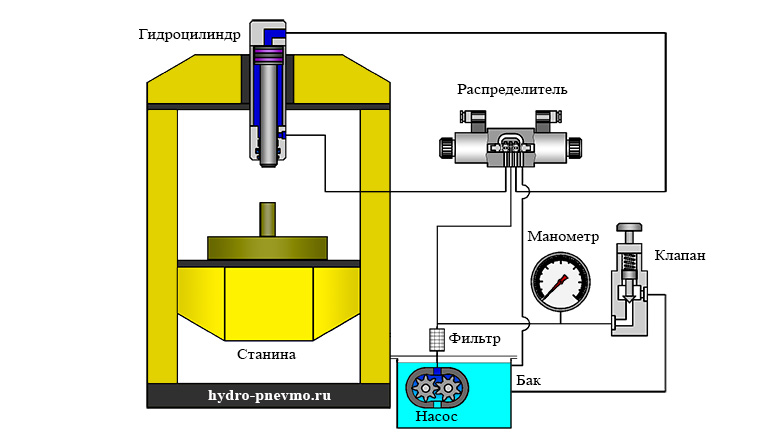
Kapalina z čerpadla prochází přes filtr na vstup třípolohového rozdělovače. V neutrální poloze cívky je kapalina posílána do odpadu přes rozdělovač. Při přepnutí rozdělovače je kapalina nasměrována do dutiny pístu nebo tyče hydraulického válce instalovaného na hydraulickém lisu.
Když je kapalina přiváděna do dutiny pístu, pracovní zdvih – lisování. Když je tekutina přiváděna do dutiny tyče – zpětný zdvih.
Přítlačná síla je definována jako součin plochy pístu a tlaku v dutině hydraulického válce:
Maximální tlak v systému určeno nastavením pojistného ventilu a monitorováno manometrem instalovaným v tlakovém potrubí.
Hydraulické schéma lisu je na obrázku.
Klasifikace hydraulických lisů
Nejčastěji používané klasifikace lisů jsou založeny na následujících kritériích.
Uspořádáním pracovních válců:
- horizontální
- vertikálně
- s horním válcem
- se spodním válcem
Podle počtu pracovních válců:
- s jedním válcem
- se dvěma nebo více válci
Podle typu pohonu:
Charakteristika hydraulických lisů
Hydraulický pohon umožňuje různé síly a rychlosti pohybu výstupního táhla lisu. Rychlost pohybu výstupního článku se může pohybovat v rozmezí od 0,1 mm/s do 300 mm/s.
Hydraulická lisovací síla
Jednou z klíčových výhod hydraulických lisů je snadné nastavení síly a možnost realizovat velké úsilí.
Sílu vyvinutou hydraulickým lisem lze definovat jako součin tlaku v dutině hydraulického válce a oblasti pístu:
V závislosti na konstrukci jsou hydraulické lisy schopny vyvinout síly od několika tun do 70 000 tf (tuny síly).
Výhody hydraulických lisů
- Možnost vynaložení velkého úsilí
- Vysoký zisk
- Snadné nastavení a kontrola síly
- Snadné nastavení výstupní rychlosti
- Vysoká spolehlivost
- Kinematický článek hydraulického lisu je kapalinový, jehož pohyb se provádí potrubím, včetně pružných, což umožňuje přenos energie i na pohyblivé konstrukční prvky.
Nevýhody hydraulických lisů
- Nižší účinnost ve srovnání s mechanickými lisy
- Relativně vysoké náklady na komponenty a údržbu
- Možnost vniknutí oleje do lisovací zóny
Aplikace hydraulických lisů
Hydraulické lisy se používají:
- při lisování dílů z plastů, pryže, oceli, hliníku a dalších kovů
- pro lisování kovových dílů
- pro lisování uhlíkových bloků, uhlíkových grafitových elektrod
- pro lisování dřevěných třísek při výrobě překližek a dřevěných desek
Hydraulické lisy jsou široce používány v metalurgii pro lisování za tepla a za studena, vytlačování, děrování, ohýbání, rovnání a řezání kovů.
V potravinářském průmyslu se používají pneumatické lisy, aby se zabránilo vnikání olejových částic do produktů.















