Zahlubování je proces řezání dříve získaného otvoru za účelem dosažení vyšší přesnosti zpracování (velikost, geometrický tvar, relativní poloha) a nižší drsnosti povrchu.
Zahlubování může být konečnou metodou zpracování nebo předběžnou metodou před vystružováním.
Přesnost zpracování – kvalita 8-11, drsnost – až Ra 2,5 mikronu.
Vystružování je metoda dokončování otvorů za účelem získání větší přesnosti zpracování a nižší drsnosti obrobeného povrchu ve srovnání se zahlubováním.
Přesnost zpracování – kvalita 5-6, drsnost – Ra 1,25 – 0,32 mikronů
Vlastnosti procesu zahlubování ve srovnání s vrtáním:
1. Větší počet řezných zubů (břitů) – z=3-4, zajišťující lepší nasměrování nástroje v díře a absenci příčného břitu;
2. Menší řezné úhly (45-60 o), což zajišťuje řezání s menšími tloušťkami řezané vrstvy a při zachování všech ostatních podmínek poskytuje nižší zatížení na jednotku délky řezné hrany;
3. Menší přídavky rovnající se 0,5-5 mm na stranu, což snižuje celkovou hodnotu efektivních řezných sil;
4. Větší tuhost těla nástroje oproti vrtákům.
Provedení a geometrické parametry zahloubení jsou na Obr. 17.
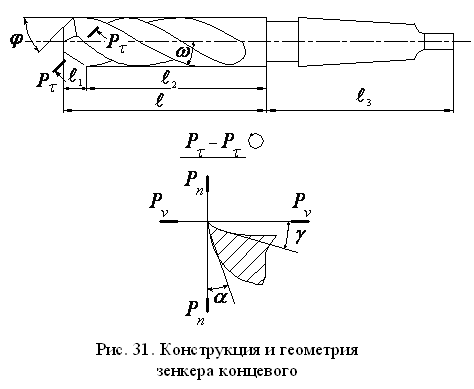
Obr. 17 Konstrukce a geometrie koncového zahloubení
Záhlubník, analogicky s vrtákem, má pracovní část (l), vybavené drážkami na třísky a včetně řezu (l1) a průvodce (l2) díly, stejně jako upevňovací část (l3). Třískové drážky mohou být rovné nebo šroubovité.
Geometrické parametry zahloubení zahrnují: – hlavní úhel v půdorysu, – úhel sklonu třískových drážek, – úhel čela a – hlavní úhel podbroušení.
Uvažujme prvky řezného režimu při zahlubování (obr. 18).

Obr. 18 Prvky řezného režimu a geometrie řezané vrstvy při zahlubování
1) Rychlost hlavního pohybu – , m/min;
3) Krmivo: zvažte krmivo na zub – Sz ,mm/zub; posuv na otáčku –
S=Szz, mm/ot; rychlost podávání nebo minutové podávání –
4) Základní technologický čas –
Geometrie řezané vrstvy: tloušťka řezané vrstvy – ; šířka řezané vrstvy – plocha řezané vrstvy –
Charakteristické rysy vystružování ve srovnání se zahlubováním:
1. Větší počet řezných zubů (řezných hran) (od 6 do 12);
2. Menší půdorysné úhly (=5-45°);
3. Menší přídavky na zpracování (0,05-0,5 mm).
Výstružníky (obr. 19) se skládají z pracovní části ( ) a upevňovací části ( ). Pracovní část se skládá z řezné části ( ) a vedení ( ).

Rýže. 19 Konstrukce výstružníku
Geometrické parametry, analogicky se zahloubením, zahrnují: hlavní úhel v půdorysu, úhel sklonu třískových drážek -, úhel čela a hlavní úhel podbroušení.
Prvky řezného režimu a geometrie řezané vrstvy jsou na obr. 20.

Rýže. Prvky řezného režimu a geometrie řezané vrstvy při vystružování
Všechny definice a vzorce pro určení prvků řezných režimů a geometrie řezané vrstvy při vystružování jsou podobné definicím a vzorcům používaným pro zahlubování.
Síly a krouticí momenty při vystružování se většinou nepočítají kvůli jejich malé velikosti a při zahlubování se používají empirické vzorce podobné procesu vrtání. Na základě vzorců pro soustružení lze Po a M vypočítat pomocí vzorců:
Přípustná řezná rychlost při zahlubování a vystružování se vypočítá podle vzorce:
Zahlubování je proces opracování záhlubníky válcových a kuželových neopracovaných otvorů v dílech získaných odléváním, kováním nebo lisováním, nebo otvorů předvrtaných za účelem zvětšení jejich průměru, zlepšení kvality povrchu, zvýšení přesnosti (snížení kuželovitosti, oválnosti).
Zahlubování je buď konečné opracování díry, nebo mezioperační operace před vystružováním díry, proto se při zahlubování nechávají malé přídavky na finální dohotovení díry výstružníkem (stejně jako po vrtání se nechává přídavek na zahlubování) .
Zahlubování zajišťuje přesnost obrábění otvoru v rozsahu 8 stupňů, drsnost obrobeného povrchu Ra 10.5. 2.5.
Zahlubování je produktivnější operace než vrtání, tak protože při stejných (přibližně) řezných rychlostech je povolena rychlost posuvu pro zahlubování 2,5. 3x větší než při vrtání.
Záhlubníky. Nástrojem pro zahlubování je zahloubení, které je stejně jako vrták upevněno v kuželovém otvoru vřetena stroje. Záhlubník funguje stejným způsobem jako vrták, který provádí rotační pohyb kolem osy a translační pohyb podél osy díry.
Masivní záhlubník vzhledem také připomíná vrták a skládá se ze stejných základních prvků, má však více břitů (tři nebo čtyři) a spirálové drážky. Tři nebo čtyři břity (záhlubníky se nazývají tří a čtyřbřité) lépe vystředí nástroj v otvoru a dodají mu větší tuhost, která zajišťuje vysokou přesnost. Záhlubník se skládá z pracovní části 2, krky 4, stopka 5 a tlapky 6.
Pracovní část 2, dále sestává z řezání (odběru) a kalibrace 3 části.
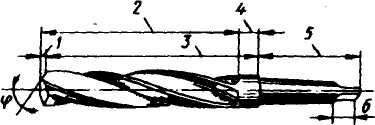
Základní prvky zahloubení
Řezná část při zahlubování vykonává hlavní práci při odstraňování kovu a vodítko slouží k vedení otvoru pro zahloubení, čištění povrchu, dává otvoru správný válcový tvar a získává požadovanou velikost otvoru.
Stuhy (zkosení) na vodicí části zahloubení snižují a usnadňují řezání.
Bezpečnost. Při zahlubování je třeba dodržovat stejné bezpečnostní požadavky jako při vrtání.
1.Obecné informace. Záhlubníky
Zahlubování je proces opracování speciálním nástrojem válcových nebo kuželových zápichů a zkosení vyvrtaných otvorů pro hlavy šroubů, šroubů a nýtů.
Nástroj pro zahlubování. Hlavním znakem záhlubníků oproti záhlubníkům je přítomnost zubů na konci a vodicích čepů, kterými se záhlubníky zasouvají do vyvrtaného otvoru.
Podle tvaru řezné části se záhlubníky dělí na válcové, kuželové a čelní (zahlubování).
Válcový záhlubník se skládá z pracovní části, na které je
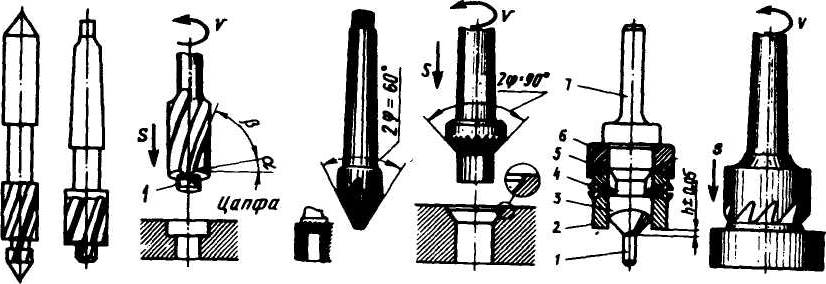
od 4 do 8 koncových zubů a stopku. Válcové záhlubníky mají vodicí kolík, který zapadá do vyvrtaného otvoru, který zajišťuje shodu osy otvoru s válcovým vybráním tvořeným záhlubníkem.
Válcové záhlubníky se dodávají s konstantním vedením a válcovou stopkou ф 23-12 mm) s vyměnitelným vodítkem a kuželovou stopkou ф 11 mm. Materiál – ocel R40M6.
Záhlubníky, stejně jako ostatní řezné nástroje, mají úhly.
Kónický záhlubník se také skládá z pracovní části a stopky. Pracovní část má na vrcholu kužel s úhlem. Nejběžnější jsou kuželové záhlubníky s vrcholovým úhlem kužele 30, 60,90 a 120°.
3. Bezpečnost práce. Při zahlubování musí být splněny stejné požadavky na bezpečnost jako při vrtání.















