Svařovací elektroda je výrobek, který je tyčí vyrobenou z materiálu, který vede elektrický proud. Jeho hlavním účelem je dodávat svařovanému výrobku uspořádaný pohyb částic, které jsou nositeli elektrického náboje. Jako surovinu pro výrobu elektrod lze použít kovový nebo nekovový materiál. Moderní průmysl vyrábí velké množství značek těchto produktů. Jejich výroba je regulována státními normami platnými u nás. A rozdělení elektrod do různých tříd je předepsáno GOST číslo 9466 z roku 1975. Jeho ustanovení a ustanovení obsažená v dalších důležitých regulačních dokumentech budou diskutována v článku, který vám bude předložen.
Klasifikační kritéria
Hlavní znaky, podle kterých se provádí rozdělení do tříd obalených svařovacích elektrod vyrobených z kovu, určených pro ruční svařování elektrickým obloukem a navíc navařování, jsou:
tloušťka a typ povlaku, nazývaný povlak;
chemické složení a mechanické vlastnosti naneseného kovu;
řadu svařovacích a technologických parametrů.
Druhy podle účelu
Jednou z hlavních vlastností ocelí, na jejichž základě je vybudován systém klasifikace elektrod podle oblasti použití, je dočasná odolnost svařovaného kovu vůči tahovému zatížení (pro stručnost ji označme takto: VSVSMNRR). Na základě této charakteristiky tvoří elektrody 2 skupiny. Jedná se zejména o hardware používaný pro svařování:
konstrukční nízkolegované oceli a uhlíkové oceli s VSSSMNRR
konstrukční slitiny s VSSSMNR>60,0 kgf/mXNUMX. mm. Značeno písmenem “L”.
Kromě toho GOST 9466-75 identifikuje další dvě skupiny elektrod. Typy těchto výrobků v nich obsažené se používají pro svařování následujících ocelí:
legované, odolné vůči zvýšeným teplotám. K jejich označení se používá písmeno „T“;
vysoce legované, vyznačující se speciálními vlastnostmi. Označení se provádí písmenem „B“.
Samostatnou kategorii tvoří elektrody, pomocí kterých jsou nanášeny povrchové vrstvy se speciálními charakteristickými vlastnostmi. Jsou označeny písmenem „H“.
Rozdělení těchto produktů ne na obecné, ale na konkrétní typy pomocí kritéria „Účel“ provádí GOST 9467-75. Zejména pro svařování:
konstrukční nízkolegované a navíc uhlíkové oceli, u kterých VSSMNRR≤50,0 kgf/m50. mm, používají se elektrody E46, E42, E38 a EXNUMX;
oceli předchozího typu se stejnou hodnotou parametru VSSSMNRR, ale v případě přísnějších požadavků na kovovou základnu svarových švů na její stupeň rázové houževnatosti a úroveň tažnosti se vyrábí elektrody následujících typů: E50A , E46A, E42A;
konstrukční nízkolegované, stejně jako uhlíkové oceli s 50,0 kgf/sq. mm
konstrukční oceli s legujícími přísadami, vyznačující se vysokou a zvýšenou pevností, s VSSSMNR>60,0 kgf/m150. mm, používají se elektrody typů E125, 100, E85, E75, EXNUMX;
Legované oceli, odolné vůči tepelnému zatížení, vyrábějí elektrody E-10X5MF, E-10X3M1BF, E-10X1M1NFB, E-09X1MF, E-09X2M1, E-05X2M, E-09X1M, E-09MX a E-09M.
Elektrody typu E46 vyráběné Magnitogorsk Electrode Plant
Odrůdy podle parametru „tloušťka povlaku“
Rozdělení elektrod do skupin podle parametru „tloušťka povlaku“ je založeno na hodnotě poměru D/d, kde D je průměr povlaku a d je průměr vodivého jádra. Ustanovení GOST 9466-75 stanoví čtyři typy těchto výrobků. Jedná se o elektrody s povlakem naneseným na jejich povrchu:
zvláště tlustý. U nich je poměr D/d větší než 1,80. Označeno písmenem „G“;
tlustý. Pro produkty tohoto typu je D/d větší než 1,45, ale menší nebo roven 1,80. označeno písmenem „D“;
střední tloušťka. Zde se poměr D/d pohybuje v rozmezí od 1,20 do 1,45. Pro označení se používá písmeno „C“;
tenký. V tomto případě je D/d menší než 1,20. Označení: písmeno „M“.
Odrůdy podle typu nátěru
Dnes se elektrody vyrábějí s různými druhy povlaků. Označení těchto výrobků s přihlédnutím k typu povlaku je uvedeno níže ve formě tabulky.
Mezinárodní označení ISO
Označení podle GOST 9466-75
Organické, neboli celulóza
Vzniká na bázi oxidu titaničitého (vzorec TiO 2 ). Jedná se o rutilový povlak
Hlavní – obsahující látky CaF 2 a CaCO 3
Kyselé směsi nebo jednoduše kyselý povlak
Povlaky, které jsou složením určitých složek
Na základě TIO 2 s přidaným práškem Fe prvku
Rutil (s oxidem titaničitým)-celulóza
Rutil (včetně látky TiO 2 )-základní
Existují možnosti pro vytváření povlaků, když je jemný železný prášek přítomen v množství přesahujícím 20 %. Poté by označení povlaku mělo obsahovat písmeno „F“.
Možné polohy elektrod v prostoru při svařování/navařování
Podle tohoto kritéria jsou elektrody rozděleny do čtyř tříd:
Třída 1 – je povolena jakákoli pozice;
Třída 2 – je možná jakákoliv poloha kromě vertikální, umožňující pohyb shora dolů;
vertikální s pohybem elektrody zdola nahoru;
horizontální se svařováním na svislém povrchu;
nižší pozice v tzv loď. Zajišťuje počáteční přichycení plechů umístěných v kolmých rovinách. Poté se obrobek umístí tak, aby úhel mezi svislicí a svařovanými deskami byl 45°, jak je znázorněno na obrázku;

Druh svařovacího proudu a jeho polarita, napětí XX
Kombinace písmen XX znamená „Idling“. Rozdělení svařovacích elektrod na typy podle parametru „napětí (nominální) XX“ použitého svařovacího stroje, polarity a navíc typu střídavého proudu, charakterizovaného frekvencí f = 50 Hertzů, je uvedeno v tabulce.
Svařovací stroj napětí XX
Doporučená polarita DC vstupu
Elektrody označené číslem „nula“ jsou určeny k navařování nebo svařování při napájení výhradně zpětným stejnosměrným proudem.
Design a rozměrové charakteristiky
Konstrukce elektrod zahrnuje následující prvky:
jádro. Na obrázku níže – poz. “1”;
přechodový úsek – poz. “2”;
nátěr-nátěr – poz. “3”;
kontaktní konec, bez povlaku – poz. “4”.
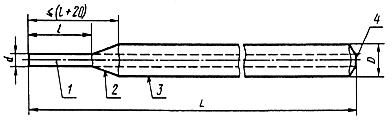
Kreslení elektrod podle norem GOST 9466-75
Hodnoty rozměrových charakteristik uvedené na výkresu jsou umístěny v tabulce. Parametr „Průměr (nominální) elektrody“ je určen průměrem vodivé tyče (označení d).
Průměr (nominální) elektrody, mm
Délka plochy zbavené povlaku (označení l), mm
Délka (nominální) elektrody (parametr L), mm. Tyč je vyrobena ze speciálního svařovacího drátu
s vysokým obsahem legujících nečistot
legované nebo nízkouhlíkové
Normy GOST 9466-75 stanoví následující maximální povolené odchylky parametrů:
l – od mínus 5,0 mm do plus 5,0 mm;
L – od mínus 3,0 mm do plus 3,0 mm
Nedoporučuje se používat rozměry označené popiskem *).
Dodací podmínky
Ustanovení státní normy č. 9466 z roku 1975 umožňují:
vyrábět elektrody o jmenovitém průměru 12,50 mm; 6,30 mm: 3,250 mm a 3,150 mm;
nastavte pro tyto produkty jinou délku. Tento bod však podléhá dohodě obou stran smlouvy o dodávce – spotřebitele i výrobce;
Neodstraňujte povlak v délce l od krajního bodu elektrody. To však také podléhá dohodě stran podepisujících smlouvu o dodávce. V tomto případě by na rovinách obou kontaktních konců produktu neměly být žádné povlakové částice;
u některých výrobků mohou být maximální odchylky parametru L následující: od mínus 4,0 mm do plus 4,0 mm. Počet elektrod by však měl být menší než 10 % celkového počtu vzorků podrobených kontrole;
na stejném počtu kontrolovaných výrobků, provádění plošného čištění na jejich kontaktním konci na jednotlivých segmentech nebo po celém jeho obvodu. Zároveň však musí být dodržen následující požadavek: na povrchu kontaktního konce by neměly být žádné úlomky povlaku;
kontaktní rovina konce elektrody může být potažena ionizační sloučeninou, která usnadňuje proces buzení elektrického oblouku. Soubor jeho prvků však musí splňovat podmínky stanovené regulačními dokumenty (včetně technických specifikací) pro výrobky určité značky.
GOST 9466-75 specifikuje jednu důležitou nuanci. Týká se přístupu k odstranění povlaku na kontaktním konci elektrody. Jeho konečná konfigurace by měla být ve tvaru kužele, mezi zaobleným a kuželovým tvarem nebo jednoduše zaoblená. Hodnoty poloměru zakřivení, stejně jako úhel kužele, však nejsou v normě specifikovány. Je však předložen následující požadavek: na kontaktním konci elektrody nesmí být žádný povlak.
Přední výrobci svařovacích elektrod
Na trhu svařovacích elektrod existuje silná konkurence. Pro spotřebitele je tento jev nepochybnou výhodou. V boji o „svého klienta“ jsou výrobci skutečně nuceni zlepšovat kvalitu produktů, které nabízejí. Níže jsou uvedeny přední společnosti vyrábějící svařovací elektrody.
BlueWeld. Výrobce z Itálie. Závod, který se nachází poblíž Vicenza, zahájil provoz v roce 1963. Specializuje se na výrobu elektrod, které umožňují řezání plazmou a liší se konfigurací od běžných podobných produktů.
Brima. německá společnost. Výrobní závody a kanceláře se nacházejí v mnoha zemích Evropy a Asie. V Moskvě byla také otevřena zastoupení. Továrny této značky vyrábějí přídavné materiály pro svařování s tyčemi z austeniticko-feritických slitin a také modely rutilových elektrod.
ESAB. Výrobce ze Švédska. Hlavní sídlo se nachází v Göteborgu. Strukturální divize se nacházejí v mnoha ruských regionech a také v Bělorusku, na Ukrajině a v Kazachstánu. Vyrábí elektrody se základním povlakem.
FUBAG. Další německá značka. Skládá se z devatenácti továren. Vyrábí různé druhy zařízení včetně svařování. Sortiment zahrnuje elektrody se základním povlakem a s rutilovým povlakem.
Mezi největší tuzemské výrobce elektrod patří:
NPO “Spetselektrod” Výrobní závody se nacházejí v obci Khrapunovo v Moskevské oblasti. Vyrábí takové oblíbené značky elektrod jako OMA-2, AHO-21, OZSh-1, OZS-11 a řadu dalších;
“Penza elektrody”. Závod působí v Penze. Vyrábí takové oblíbené modely elektrod jako MP-3 PK, UOHI 13/55 PK, OZS-12 a další.
JSC “Elektrodový závod” Hlavní sídlo této společnosti se nachází v Petrohradě. Závod vyrábí více než 70 položek svařovacích produktů, včetně elektrod značek 48XH-2, TMU-21U, TML-5, OZL-19, EA-400/10T.
Jak vybrat ten správný
Při výběru vhodné elektrody je nutné vzít v úvahu především její chemické složení. Musí odpovídat této vlastnosti svařovaného kovu.
U výrobků bez povlaku (takzvané „holé elektrody“) zajišťuje stabilita oblouku rovnoměrnost drátu.
Přítomnost fosforu v povlaku elektrod způsobuje, že svar při nízkých teplotách křehne, křehne a přispívá k tvorbě zrn v něm. Působení síry je podobné jako u strusky. Jeho maximální poškození je pozorováno u elektrod vyrobených z nízkouhlíkových slitin obsahujících mangan ve velmi malých množstvích. Obecně se kvalitativní charakteristiky svaru zhoršují přítomností prvků S a P v množství přesahujícím 0,04 procenta.
Nestabilita elektrického oblouku je spojena s přítomností určitých složek v povlaku. Jsou to látky jako síran železnatý (vzorec FeSO 4 ), hliník nebo jeho oxid (Al0,01OXNUMX, v množství ani ne větším než XNUMX %) a navíc křemík, stejně jako jeho oxid (SiO 2 ). A naopak elektrický oblouk je stabilizován oxidy vápníku (CaO), železa (Fe₂O₃) a manganu (MnO₂).
značkování
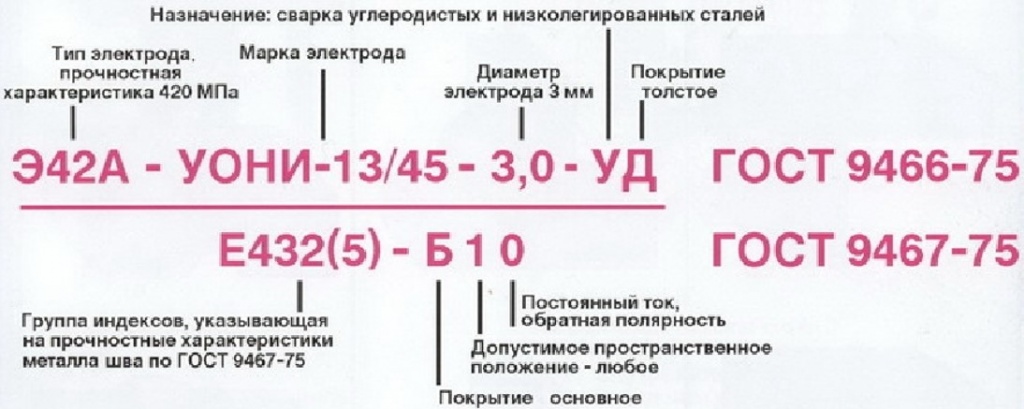
Každý typ elektrody má své vlastní označení. Schopnost jej dešifrovat je velmi důležitá pro výběr vhodného modelu. Jako příklad uvažujme označení, což je následující alfanumerická sekvence: E46-AHO-21-2,5-У Д E 43 0/3/ -P-11.
E46 je typ elektrody.
AHO-21 – značka produktu.
„2,5“ je průměr tyče. V tomto případě je toto číslo 2,50 mm.
Písmeno „U“: Účelem elektrody je svařovat uhlíkové oceli a také nízkolegované oceli.
Písmeno “D” znamená, že povlak je silný.
Písmeno „E“ je mezinárodní označení pro tavnou tyč.
Číslo „43“ je hodnota pevnosti v tahu v megapascalech. Po přepočtu na kilogram/sílu je výsledek 438,48 kgf/sq. cm.
Číslo „0“ je ukazatelem relativního prodloužení: nepřesahuje 20 %.
Číslice „3“ zobrazuje teplotu, zahřívání produktu, na kterou není doprovázena rázovou houževnatostí kovové základny vyšší než 34 J/sq. viz V tomto případě T= -20℃.
Písmeno „P“ znamená, že povlak této elektrody je rutilový.
Číslo „1“ – práce je povolena v libovolné prostorové poloze.
Poslední číslice „1“ označuje povolené napětí Х.Х (U x.x. ) a druh svařovacího proudu (I St.T. ). V tomto případě U x.x. ≈50 voltů. A svařovací proud může být libovolný – konstantní i střídavý.
Pro názornost je níže uveden příklad značení elektrod modelu UOHI-13/45.
Závěr
Dnes se elektrody vyrábějí převážně krimpováním pod vysokým tlakem na speciálních zařízeních. Tato moderní technologie umožňuje provádět komplexní mechanizaci výrobního cyklu – od dodávky tyčových polotovarů včetně tvorby povlaku až po tepelné zpracování a následné finální balení hotových výrobků. Máčení je omezeno pouze na kované nebo lité tyče. Důvodem je značné kolísání průměrů. Z tohoto důvodu je jejich dodávka do krimpovacího zařízení obtížná.
Podle typu elektrodového procesu se elektrody dělí na elektrody typu I, elektrody typu II a elektrody redox.
Elektrody prvního druhu jsou kov nebo metaloid ponořený do roztoku jeho soli.
Například Cu v CuSO4. Záznamové schéma: Cu 2+ /Cuº.
Na této elektrodě probíhá reakce Cu 2+ + 2ē → Cuº, která určuje potenciál elektrody. Potenciálně určující ionty jsou ionty Cu 2+. Pro měděnou elektrodu:

Pokud je kov přítomen ve své čisté formě a ne ve formě slitiny nebo amalgámu, pak aCu = 1 a z = 2. Potom

Nekovové elektrody – elektrody sestávající z nekovu ponořeného do roztoku obsahujícího anionty tohoto nekovu.
Schematický zápis: Se 2 – /Se 0
Reakce elektrod: Se + 2e = Se 2 –
Nernstova rovnice:
Plynové elektrody – elektrody sestávající z inertního kovu (obvykle Pt), který je v současném kontaktu s plynem a roztokem obsahujícím ionty tohoto plynu.
Schematický zápis: H+/H2 (Pt)
Elektrodová reakce: H++ 1e = ½ H2
Nernstova rovnice:
Elektrody typu II:
Elektrody druhého typu se skládají z kovu potaženého vrstvou jeho těžko rozpustné soli, ponořené do roztoku obsahujícího anionty této soli.
Oxidovaná forma je těžko rozpustná sůl a redukovaná forma je kov a anion soli. Elektrody druhého typu jsou reverzibilní vzhledem k aniontu, tzn. jejich potenciál je funkcí aktivity aniontu.
Obvod a reakce určující potenciál jsou napsány takto:
Elektrodový potenciál druhého druhu může být reprezentován výrazem:

Protože v čistých pevných fázích se aktivita látek MA a M rovná jednotce, má výsledná rovnice tvar:

Elektrody druhého typu jsou široce používány v elektrochemických měřeních jako referenční elektrody, protože jejich potenciál je stabilní v čase a je dobře reprodukovatelný.
Příklady elektrod druhého typu jsou chlorid stříbrný и kalomelové elektrody.
Elektroda chloridu stříbrného: Cl ̅ / AgCl, Ag.
Jedná se o stříbrnou desku potaženou vrstvou chloridu stříbrného a ponořenou do roztoku HCl.
Elektrodová reakce: AgCl + e ↔Ag + Cl – ;
Nernstova rovnice: pro pevné fáze а AgCl = 1, a Ag = 1

Standardní elektrodový potenciál při 298 K je 0,2223 V.
Kalomelová elektroda sestává ze rtuti potažené pastou vyrobenou z mletého kalomelu Hg2Cl2 se rtutí a roztokem chloridu draselného: Cl – | Hg2Cl2, Hg.
Elektrodová reakce: Hg2Cl2 +2е=2Hg+2Cl –
Nernstova rovnice:

2) Kov potažený těžko rozpustným hydroxidem nebo oxidem kovu a ponořený do roztoku rozpustného hydroxidu:
OH / Cd(OH)2, Cd nebo OH ̅ / HgO, Hg
Redoxní nebo redoxní elektrody, sestávají z inertního kovu, například platiny, která se neúčastní reakce, ale je nosičem elektronů mezi oxidovanou a redukovanou formou látky.
Obecně platí, že elektrodový diagram a rovnice reakce určující potenciál jsou zapsány takto:
Ox, Red│Pt; Ox+ze=Červená
Jejich potenciál je určen:

Existují dva typy redoxních elektrod:
– jednoduché elektrody Ox/Red – elektrody, ve kterých elektrodová reakce spočívá ve změně náboje iontů.
Například: Fe 3+ , Fe 2+ / Pt. Reakce probíhá na této elektrodě: Fe 3+ + ē → Fe 2+ .

– komplexní elektrody Ox/Red. V reakcích určujících potenciál komplexní systémy Jsou zapojeny ionty H+ a molekuly vody.
Například, chinhydronová elektroda.
Quinhydron je těžko rozpustná sloučenina chinonu a hydrochinonu v poměru 1:1, tzv. ekvimolekulární směs. V roztoku dochází k redoxní reakci mezi chinonem a hydrochinonem:


Z poslední rovnice je vidět, že potenciál redoxní elektrody závisí na aktivitě H + iontů v roztoku. Za podmínek, které zajišťují stálost aktivit ostatních složek potenciál určující reakce, lze takové redoxní elektrody použít jako indikační elektrody při potenciometrickém stanovení pH roztoků.
Líbil se vám článek? Přidejte si ji do záložek (CTRL+D) a nezapomeňte ji sdílet se svými přáteli:
















