Výztužné tyče (Výztuž, ocel válcovaná za tepla pro vyztužení železobetonových konstrukcí) – kovové tyče (tyče) kruhového průřezu. Betonové tyče jsou zařazeny do skupiny dlouhých válcovaných kovových výrobků.
Betonové výztuže se používají ve stavebnictví pro vyztužování (zvýšení pevnosti) železobetonových konstrukcí a výrobu kovových konstrukcí.
Sortiment armovacích tyčí
Rozsah (typy a velikosti), technické požadavky, výrobní podmínky, fyzikální vlastnosti, složení a podmínky pro testování a použití výztužných tyčí jsou upraveny GOST a SNIP.
Aktuální GOST, STB pro výztuž:
Betonové tyče jsou vyráběny v hutních podnicích z nelegovaných a legovaných ocelí ve formě tyčí o průměru 4 až 40 mm s:
- hladký povrch — hladká výztuž / hladká profilová armovací tyče, tř A240 nebo AI, AI;
- vlnitý povrch — vlnité výztuže / výztužné tyče s periodickým profilem, třídy:
- A300 (AII, A2), A400, A500, (AIII, A3), A600 (AIV, A4) – používá se pro vyztužení prefabrikovaných a monolitických železobetonových konstrukcí;
- AP600, A800 (AV, A5), A1000 (AVI, A6) – používá se pro vyztužení předpjatých železobetonových konstrukcí.
Třídní označení typu A1, A3, . je zastaralý.
![Vlnité armovací tyče - třídy A300 (AII, A2), A400 (AIII, A3), A500, A600 (AIV, A4), AP600, A800 (AV, A5), A1000 (AVI, A6)]()
![Hladké armovací tyče - třída A240 nebo AI, A1]()
Žebra nanesená na povrch tyčí jsou nezbytná pro zajištění lepší přilnavosti výztuže k betonu.
Třída výztuže určuje, co je stanoveno GOST minimální hodnota fyzikální (σT) nebo podmíněné (σ0.2) mez kluzu (N/mm2), popř напряжение, při které se začíná vyvíjet plastická deformace. Mez kluzu určuje pevnost oceli použité při výrobě výztuže.
Čím vyšší je třída výztuže, tím vyšší je její pevnost a cena. Ve stavebnictví se výztuž tříd A800 (AV, A5) a A1000 (AVI, A6) nepoužívá.
Důležité vlastnosti výztužných tyčí pro vyztužování železobetonových konstrukcí jsou:
Tabulka 1. Jmenovitý průměr, plocha průřezu, hmotnost 1 metru lineárních výztužných tyčí
Jmenovitý průřez
sekce Fn, mmJmenovitá hmotnost 1 metr, kg
![Vlnité armovací tyče různých průměrů]()
Klasifikace výztužných prutů
Je obvyklé klasifikovat výztuž podle:
Jmenování
- Výztuž pro vyztužení železobetonových prefabrikátů a monolitického železobetonu podle úrovně meze kluzu σT (σ0.2), N/mm, pro třídy: A240, A400, A500, A600;
- Výztuž pro vyztužení předpjatých železobetonových konstrukcí v závislosti na úrovni meze kluzu σT (σ0.2), N/mm, pro třídy: Ap600, A800, A1000.
Konfigurace a tvary periodických profilů na formách
Použitím ve výztuži
- pracovní armaturyy – používá se pro kompenzaci a rozložení zatížení v železobetonových konstrukcích;
- konstruktivní, rozvodné armatury — používá se ke kompenzaci smršťování, roztahování a temperamentových vlivů;
- montážní armatury – slouží ke spojení pracovních a konstrukčních.
Forma uvolnění výztužných prutů
Válcované výrobky tříd A240, A400, A500, A600 a Ap600 jsou vyráběny v tyčích a svitcích (výztuž o průměru do 22 mm je dodávána ve svitcích).
Válcované výrobky tříd A800 a A1000 jsou vyráběny v tyčích.
Dle objednávky jsou tyče vyráběny v délkách od 6,0 do 18,0 m:
- měřená délka (MD);
- měřeno s neměřenou délkou (MD1);
- neměřená délka (ND) v rozmezí 6,0 až 12,0 m.
Možná naměřená délka tyčí: 6,0; 9,0; 11,7; 11,9; 12,0; 18,0 m.
Značení armovacích prutů
Při označování armatur výrobce uvádí:
- zkratka výrobce;
- třídy
- válcovaný průměr;
- válcovaný výrobek typ: A – ocel válcovaná za tepla, B – ocel válcovaná za studena.
a také další vlastnosti, pokud jsou k dispozici:
- T – tepelně zpevněné;
- B – zesílená kapucí;
- K – odolný vůči korozi;
- C – svařitelný;
- H – zvýšená plasticita;
- E – vysoká plasticita;
- U – zvýšená odolnost při opakovaně opakované cyklické zátěži.
Důležité! Svařování nelze použít u tvarovek, které nemají index „C“. Tyče jsou k sobě připevněny metodou pletení.
Periodický tvar profilu
Válcované výrobky lze v závislosti na tvaru a uspořádání příčných žeber vyrábět ve čtyřech typech: 1f, 2f, 3f a 4f
- Výztuže tříd A400, A500, A600, Ap600 jsou vyráběny ve tvarech profilů 1ph, 2ph, 3ph, 4ph.
- Výztuž tříd A800, A1000 je provedena ve formě profilu 2f.
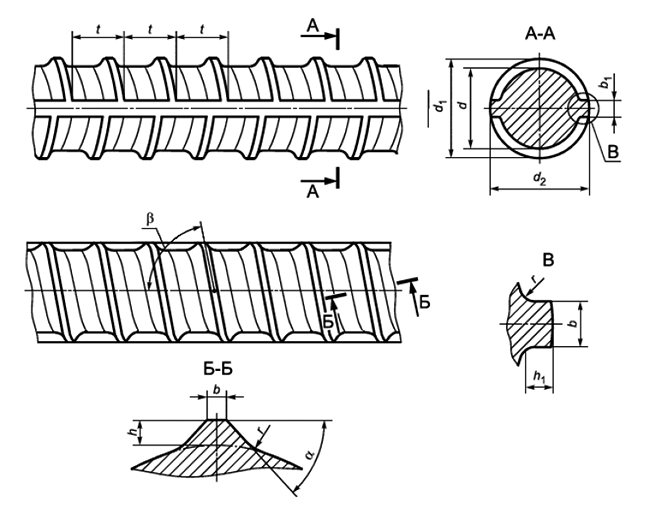
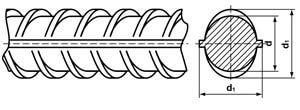
![Konfigurace a parametry profilu periodické výztuže podle formuláře 1f]()
Obrázek 1. Konfigurace a parametry periodického profilu podle formuláře lf.
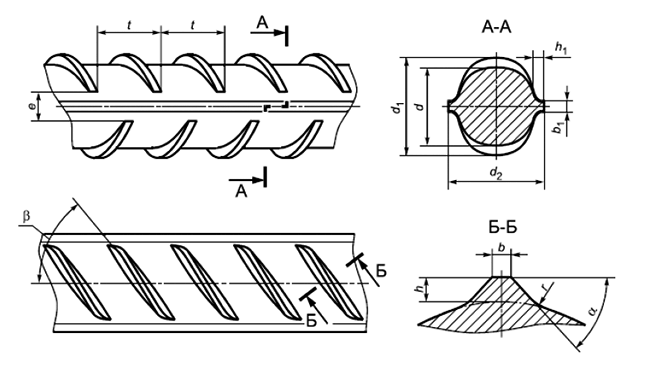
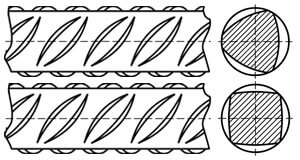
![Konfigurace a parametry profilu periodické výztuže podle formuláře 2f]()
Obrázek 2. Konfigurace a parametry periodického profilu podle formuláře lf.
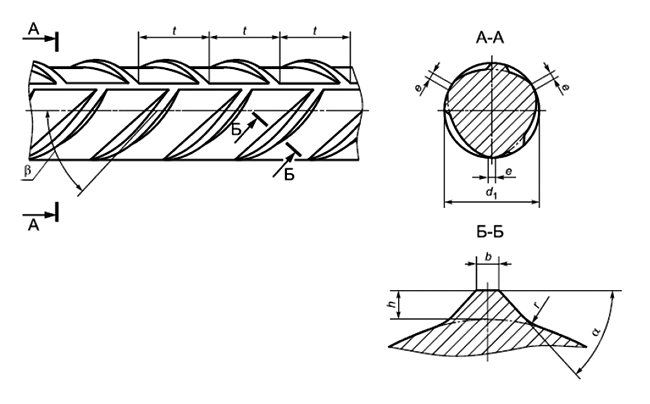
![Konfigurace a parametry profilu periodické výztuže podle formuláře 3f]()
Obrázek 3. Konfigurace a parametry periodického profilu podle formuláře lf.
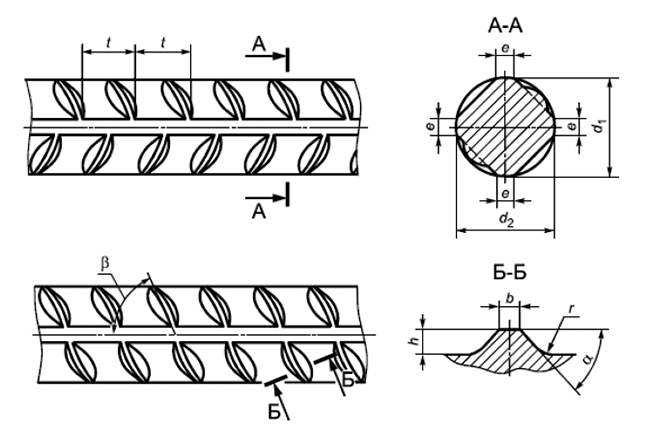
![Konfigurace a parametry profilu periodické výztuže podle formuláře 4f]()
Obrázek 4. Konfigurace a parametry periodického profilu podle formuláře lf.
Informace o pozadí
![Vypočítaná plocha průřezu výztuže pro daný průměr a počet tyčí.]()
Obrázek 5. Vypočítaná plocha průřezu výztuže pro daný průměr a počet tyčí. Podle regulačního dokumentu SNiP 52-01-2003 „Betonové a železobetonové konstrukce“, aby byla zajištěna minimální spolehlivost stavební konstrukce, musí být plocha průřezu výztužných podélných prvků v řezu nejméně 0,1%.
Armatura (armovací tyče, ocel válcovaná za tepla pro vyztužování železobetonových konstrukcí) je druh válcovaného kovu, který má kruhový průřez. Tvarovky mohou mít hladký nebo vlnitý povrch.
Sortiment – jedná se o soubor velikostí a typů libovolných homogenních výrobků.
Ve stavebnictví se výztuž používá ke zvýšení pevnosti a zpevnění železobetonových konstrukcí.
Zvýšení pevnosti a trvanlivosti osikového materiálu, například betonu, přidáním materiálu, který má vyšší pevnostní vlastnosti, například výztuže, se nazývá výztuž.
Vyztužení železobetonových konstrukcí je zajištěno adhezí výztuže a betonové malty podél styčné plochy. Kvalita přilnavosti závisí na pevnosti betonu, jeho smršťování a také na pevnosti a tvaru průřezu výztuže.
Zpevnění železobetonových konstrukcí se zpravidla provádí pomocí ocelové výztuže, v posledních letech se široce používá kompozitní výztuž.
Výztuž omítek, lepicích malt a zdicích malt bude provedena pomocí kovové svařované sítě.
![Rozsah výztuže, třídy a typy výztuže konstrukcí]()
Klasifikace výztuže ocelových konstrukcí
Rozměry výztuže
Používají se následující rozměrové charakteristiky:
- průměr – od 6 do 80 mm;
- plocha průřezu – od 0,283 do 50,27 cm2;
- nejmenší výška výstupků (žeber) – 0,065 až 0,07 zlomků jmenovitého průměru výztuže;
- rozteč zvlnění (vzdálenost mezi výstupky) – od 0,51 do 0.86 zlomků jmenovitého průměru výztuže.
Výrobní metodou
Výztužné tyče se vyrábějí následujícím způsobem:
- válcování za tepla (třída A), bez následného tepelného kalení nebo s následným tepelným kalením;
- válcování za studena (tažení) (třída B).
Hutní podniky vyrábějí výztuž ve svitcích (svitcích) nebo v tyčích o délce od 6 do 12 metrů.
- měřicí armatury, v tyčích 6, 11,7 a 12 metrů dlouhých s odchylkami v rámci GOST.
- neměřená výztuž, s nestandardizovanými dlouhými tyčemi.
Podle mechanických vlastností
V souladu s požadavky GOST 5781-82, v závislosti na mechanických vlastnostech, jsou výztužné tyče rozděleny do tříd:
- ;
- A-II (A300);
- A-III (A400); ;
- A-IV (A600);
- A-V (A800);
- A-VI (A1000).



A-I (A240) je hladká výztuž a A-II (A300), A-III (A400), A-III (A500C), A-IV (A600), A-V (A800), A-VI (A1000) je vlnitá výztuž s periodickým profilem.
Čím vyšší číslo v označení třídy, tím vyšší pevnost (mez kluzu) výztuže.
Mechanické vlastnosti výztuže jsou dány její pevností a schopností odolávat deformačnímu zatížení a závisí na chemickém složení oceli, způsobu výroby a zpracování.
Do cíle
Podle použití se v procesu vyztužování dělí výztužné tyče na:
- pracovní armatury – určené pro kompenzaci zatížení v hotových železobetonových výrobcích. (průřez je přiřazen výpočtem, přebírá síly v prvcích od hlavního zatížení)
- konstruktivní nebo rozvodné armatury – určené ke kompenzaci smršťování/roztahování, temperamentových vlivů. (průřez je přiřazen podle minimálního procenta vyztužení, absorbuje smršťování/roztahování, expoziční teplotu a používá se rozsah.)
- montážní armatury – určený ke spojení pracovních a konstrukčních. Kotevní výztuž – používá se při výrobě zapuštěných dílů.
Pracovní, konstrukční a instalační výztuže společně tvoří výztužné klece a sítě.
Způsoby spojování výztužných prutů
- elektrické svařování;
- pletení drátem; .
Orientace
Na základě uspořádání výztužných tyčí v železobetonové konstrukci existují:
- příčný — navržený tak, aby zabránil tvorbě šikmých trhlin;
- podélný – určené pro kompenzaci tahového nebo tlakového zatížení a zabránění vzniku svislých trhlin.
Podle podmínek aplikace
Počet výztužných tyčí, její třída, průměr a plocha průřezu pro konkrétní konstrukci se vypočítávají v souladu se stavebními SNiP (stavebními předpisy a předpisy).
Tabulka tříd a ocelí výztuže
Třída zesílení
Průměr
Používané třídy oceli
3SP, D16, St3 (StZkp; StZps; StZsp)
St5sp a St5ps – průměr od 10 mm do 40 mm;
18G2S – průměr od 40 mm do 80 mm
80C – průměr od 10 mm do 18 mm;
20ХГ2Ц – průměr od 10 mm do 32 mm
22Х2Г2АЮ, 22Х2Г2Р, 20Х2Г2СР
Třídy výztuže
Kování A1 (AI / A240)
Výztuž A1 je výztuž válcovaná za tepla, o průměru od 6 do 40 mm, s hladkým povrchem. Vyrobeno v souladu s požadavky GOST 5781 z ocelí StZkp, StZps a StZsp. Výztuž o průměru do 12 mm lze vyrábět v prutech a svitcích a o průměru větším než 12 mm pouze v prutech.
Používá se při výrobě železobetonových výrobků, monolitických konstrukcí a svařovaných nosných konstrukcí.
Kování A2 (AII / A300)
Výztuž s výstupky (žebry), které probíhají podél spirálových linií umístěných rovnoměrně na obou stranách. Vyrobeno v souladu s požadavky GOST 5781 z ocelí St5sp, St5ps a 18G2S, s průměry profilů od 10 do 80 mm.
Kování A3 (AIII / A400)
Výztuž s výstupky (žebry) vybíhajícími z každé hrany na druhou stranu. Vyrobeno v souladu s požadavky GOST 5781-82 z konstrukční nízkolegované oceli jakosti 25G2S a 35GS, s průměrem profilu od 10 do 80 mm.
Kování A4 (AIV / A600)

Ocel, ze které se vyrábí výztuž třídy A600C, je legována vanadem, niobem a molybdenem, což výrazně zlepšuje odolnost proti korozi, pružnost a pevnost válcovaných výrobků. V souladu s tím jsou náklady na pronájem AIV / A600 výrazně vyšší. Dodatečné legování umožňuje použití výztuže v agresivním prostředí, při zvýšeném zatížení a v seismicky aktivních oblastech.
Armatura A5 (AV / A800)
Válcované výrobky třídy AT800 procházejí dodatečným termomechanickým tvrzením, které výrazně zlepšuje plastické vlastnosti, únavovou pevnost a odolnost proti korozi.
Armatura A6 (AVI / A1000)
Válcovaná ocel třídy AVI / A1000 se v občanské výstavbě nepoužívá. Ocel použitá při výrobě nejen výrazně zlepšuje její výkonnostní vlastnosti (mechanickou pevnost, tažnost a odolnost proti korozi), ale také ji velmi prodražuje. Používá se při výstavbě vysokopevnostních konstrukcí. Profily A4, A5 a A6 se vyznačují zvětšenými žebry ve tvaru půlměsíce nebo prstence.
Kování A500S
Válcované výrobky třídy A3 / A500C podléhají dodatečnému mechanickému a tepelnému vyztužení.
Vyrobeno podle GOST R 52544, STB 1704-2006, STB 1704-2012, STO ASChM 7-93, s použitím uhlíkových ocelí StZkp, StZps a StZsp.
Válcované výrobky o průměru do 12 mm lze vyrábět jak v tyčích, tak ve svitcích, s průměry nad 12 mm v tyčích.
Používá se při výrobě železobetonových výrobků, do monolitických a svařovaných nosných konstrukcí. Lze připevnit svařováním.
Nevhodné pro zpevňování konstrukcí při stavbě mostů a na dalekém severu.
kování B500C
B500C je výztuž válcovaná za studena vyráběná v souladu s GOST R 52544 metodou tažení o průměru od 4 do 12 mm. Lze vyrobit s tří- nebo čtyřstrannými výstupky ve tvaru půlměsíce.















