Domácí vodovodní síť sestavená z měděných trubkových prvků je považována za jednu z nejspolehlivějších. Uspořádání takové dálnice samozřejmě není levným potěšením. Vysoké náklady na instalatérské práce se však vyplácí svou odolností a dalšími významnými výhodami.
Abyste nějak ušetřili rozpočet organizace zásobování vodou, můžete instalovat měděné trubky vlastníma rukama po předchozím studiu technologie práce. Pochybujete o svých schopnostech?
Řekneme vám, jaké nástroje potřebujete k přípravě, popíšeme krok za krokem procesy montáže měděného potrubí pájením a také použití kompresních šroubení. Uvedené fotonávody a praktické tipy vám pomohou vyvarovat se chyb a vybavit spolehlivou inženýrskou síť.
Měď jako materiál pro výrobu trubek
Měď je optimální materiál, který zajišťuje výkon systémů při vysokých tlacích a teplotách. Proto se měděná trubka používá nejen pro instalaci potrubí pro přívod teplé vody nebo rozvodů topných systémů, ale také pro jiné účely.
Pro srovnání si můžete vzít polypropylenové trubky a měď. První jsou schopny odolat teplotám pouze do + 95ºС při tlacích nepřesahujících 25 ATI. Ty jsou schopny provozu při T=250ºС a tlacích do 300 MPa.

Měděné trubky charakterizují instalatéři jako nejlepší materiál, který se doporučuje pro výstavbu vodovodních sítí a topných systémů pro domácí sektor.
Měď je hlavním materiálem, ze kterého Francouzi, Britové, Australané a Švédové dávají přednost montáži vodovodních a topných systémů. Vysoká mechanická pevnost, snadné opracování – díky těmto vlastnostem jsou bezešvé měděné trubky oblíbené při stavbě různých druhů komunikací.
Moderní výroba takových výrobků zajišťuje aplikaci ochranné polymerní vrstvy na povrch trubek, což vylučuje výskyt bludných proudů v zónách magnetických polí.
Měděné trubky se používají při konstrukci všech typů potrubí: v topných a vodovodních okruzích, v potrubích pro přepravu plynného média a kapalných paliv, v solárních kolektorech a přírodních tepelných systémech
Měděné trubky se výborně chovají při zachování technických vlastností v rozsahu teplot od -100 do +250°C. To jsou nejvyšší ceny mezi trubkovými výrobky.
Vzhledem k lehkosti a tuhosti měděných trubek je možné z nich sestrojit elektroinstalaci libovolného stupně složitosti. Je přípustné připevňovat na stěnu mnohem méně často než plastové.
Hladký povrch měděných trubek zabraňuje tvorbě usazenin na vnitřních stěnách vodovodu. Kromě toho je měď schopna dezinfikovat a ionizovat pitnou vodu.
Měděné trubky jsou prioritou při připojení ohřívačů vody s měděným výměníkem tepla. V tomto případě není nutné používat adaptéry, které vylučují vznik galvanického páru
Měď se ideálně kombinuje s jakýmkoliv druhem stavebních a dokončovacích materiálů, ale vyžaduje hydroizolační podložku nebo distanční ochranu při sousedství se dřevem
Pro montáž potrubí, spojování armatur a odbočovacích zařízení se vyrábí měď a mosaz, tzn. kování ze slitin mědi
Spoje se provádějí pájením nebo krimpováním, které se provádí pomocí krimpovacích kleští
Nuance instalace měděných vedení
Instalatéři, kteří mají sadu nástrojů a zkušenosti s mědí, provádějí v procesu instalace měděných potrubí řadu akcí:
- čištění, kalibrace, řezání;
- dává požadovaný tvar;
- krimpování, pájení, spojování.
Stejné akce může provádět každý majitel bytu nebo soukromého domu vlastníma rukama.

Klíčem ke kvalitní instalaci měděných trubek pomocí pájení je pečlivá příprava na proces. Spojované prvky musí být zpracovány – nařezány na míru, očištěny, lícovat spoj, čímž se vytvoří podmínky pro vysoce kvalitní instalaci
Hlavní věcí je naučit se nuance technologie a tajemství výroby takových děl. Každá akce vyžaduje vhodný nástroj.
Sada zámečnických nástrojů zpravidla obsahuje:
- řezačka měděných trubek nebo pila na železo;
- pilníky, brusný papír, hadry;
- Zámečnické klíče;
- plynový klíč č. 1;
- ruční kalibrátor, ohýbačka trubek; , tavidlo, pájka, kouřová páska.
Zahájení montážních prací vždy předcházejí činnosti zaměřené na výpočet a sestavení schématu zapojení vodovodního nebo topného systému.
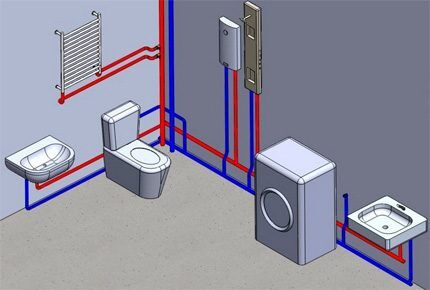
Přítomnost uspořádání potrubí a připojení vodovodních armatur značně usnadňuje instalační práce. Schéma umožňuje přesně určit finanční náklady na instalaci a racionálně rozdělit čas práce
Na základě jejich schématu se vypočítá požadovaný počet měděných trubek, jejich délková velikost, průměr a také počet dalších podrobností o instalaci.
Způsoby spojování měděných trubek
V praxi se používá jeden ze dvou způsobů montáže měděných potrubí – pájením nebo mechanickým lisováním.
Tajemství pájení s plynovým hořákem
Při volbě způsobu pájení pro montáž systému je třeba vzít v úvahu následující: všechna takto provedená spojení jsou jednodílná. Pájení poskytuje vysoké procento zajištění těsnosti, ale vyžaduje určitá omezení údržby. Často je nemožné upgradovat systém bez další složitosti.
Pokud je tedy nutné změnit některou část vodovodu (topný systém), například kvůli zavedení nového zařízení, mohou nastat potíže. Budete muset znovu použít plynový hořák a techniku pájení, abyste mohli do systému zavést spojku, T-kus nebo jinou součást.
Proto se pájené spoje používají ve skrytých instalatérských projektech zazděných ve stěnách nebo pod podlahami.

Pájení měděných trubek je akce, která je docela dostupná i pro neprofesionála. Ale pájení vyžaduje vybavení – profesionální plynový ohřívač. Při jednorázové instalaci je nákup plynového hořáku považován za nevhodné opatření
Proces pájení je neoddělitelně spojen s provozem plynového hořáku (otevřený oheň a zplodiny hoření). Proto není tato technika vždy vhodná pro instalaci, zejména v místnostech, kde byla dříve provedena jemná povrchová úprava.
Proces pájení krok za krokem:
- Dvě trubky jsou nařezány na požadovanou velikost. Koncová oblast je očištěna od otřepů.
- Koncová část jedné z trubek je rozšířena o kalibrátor – je vyroben zvon.
- Pomocí kovového kartáče a brusného papíru vyčistěte pájecí body do lesku.
- Vyčištěné povrchy se ošetří roztokem tavidla.
- Zpracované díly se vkládají jedna do druhé.
- Spoj je ohříván hořákem na bod tání pájky (350-500ºС).
- Konec pájecí tyče se dotýká spodního okraje objímky.
Vlivem vysoké teploty se pájka roztaví a spěchá do mezery mezi stěnami trysky a hrdla v důsledku kapilárního efektu vytvářeného výpary tavidla. Výsledkem je čistý a vysoce kvalitní pájený spoj. Toto je jen jeden příklad pájení trubka v trubce.
Pájení s armaturami a dalšími prvky se provádí stejným způsobem.
Princip spojování prvků měděného potrubí pájením je založen na kapilárním šíření taveniny tekutého kovu v mezeře mezi díly.
Pomocí pájení se měděné potrubí montuje z měkkých trubek (R 220), poloměkkých trubek (R 250) a tvrdých trubek (R 290). Čísla udávají tlak, který potrubí vydrží.
Při montáži systémů vytápění a zásobování vodou se používají technologie nízkoteplotního a vysokoteplotního pájení. Pro nízké teploty postačí konvenční hořák
Vysokoteplotní pájení se provádí pomocí acetylenového nebo propanového hořáku. Výsledek zapojení lze provozovat při teplotách až 250°, což se děje např. u solárních kolektorů
Tvarovky určené pro pájení jsou vyráběny s pájkou předtavenou do nich as nátrubky, do kterých se vkládá svařovaná trubka. Pro realizaci lineárního spojení je jeden ze segmentů předem vyžíhán a rozšířen ve formě objímky s expandérem
Spoje měděných trubek musí být ošetřeny tavidlem. Moří měď a působí jako mazivo
Vysokoteplotní pájení se provádí pomocí tvrdé pájecí tyče ze slitiny mědi s bronzem nebo mědi se stříbrem.
Při provádění nízkoteplotního spojení se používají měkké typy pájky. Dodávají se ve svitcích navinutých na svitku vhodném pro pracovníka.
V tomto článku jsou uvedeny podrobné pokyny pro pájení měděných trubek, stejně jako technické nuance práce.
Spojení se svěrnými šroubeními
Je mnohem jednodušší a snazší provést instalaci měděných trubek vlastníma rukama, pokud použijete jinou rozšířenou technologii – mechanické krimpování. Pro vytvoření spojení měděných trubek se v tomto případě používají speciální tvarovky.
Přibližně stejné prvky se používají při práci s polypropylenovými trubkami. Ale pro měď dělají trochu jiný design krimpovacího kroužku – jednodílný, bez řezu.

Sada dílů zapojených do procesu vytváření spojení pomocí mechanického lisování. Způsob montáže měděných trubek bez pájení našel široké uplatnění v domácím sektoru. Tímto způsobem se vytvářejí vysoce kvalitní schémata vodovodních a topných systémů.
Svěrné šroubení je vyrobeno z mosazi. Soudě podle stupně plasticity materiálů jsou tyto hodnoty pro měď a mosaz téměř stejné. Důležitou vlastností párové vazby mosaz-měď je téměř úplná absence galvanického spojení mezi materiály.
Tento faktor zaručuje čistotu spojení během provozu – nepřítomnost oxidů, koroze atd.
U hliníku je situace zcela jiná. Tento kov je na rozdíl od mosazi galvanicky spojen s mědí. Za podmínek, kdy je voda z vodovodu nasycena solemi, to znamená, že je aktivním elektrolytem, se vytváří příznivé prostředí pro vznik elektrochemické reakce.
Pod vlivem takové reakce je hliník zničen. Proto je přímé napojení měděných trubek a hliníkových radiátorů (nebo jiných hliníkových spotřebičů) nežádoucí. Měly by být použity například ocelové přechody.
Montáž tvarovky zalisováním:
- Koncová oblast trubky je zbavena otřepů.
- Na konec trubky se nasadí matice, objímka, tvarovka.
- Pomocí klíče na požadovanou velikost je kování drženo v jedné poloze.
- Druhým klíčem se matice našroubuje na závit šroubení.
Těsnosti spojení je dosaženo díky rovnoměrnému stlačení krimpovacího kroužku podél průměru měděné trubky. Při utahování matice se nedoporučuje používat extrémní sílu. Z místa počátečního dorazu stačí matici natáhnout 1-2 otáčky.

Detailní záběr: spojení měděné trubky s mosaznou armaturou pomocí mechanického lisování. Je znázorněna objímka, která po utažení matice vytvoří těsné spojení. Pohodlný a snadný způsob montáže
Výhody použití lisovacích spojek spočívají v tom, že je lze v případě potřeby rozebrat a znovu namontovat. Ale zároveň je kvalita těsnění takových spojů ovlivněna změnami teploty vnějšího i vnitřního prostředí.
Krimpovací spoje často kvůli změnám teploty netěsní. Taková závada se odstraní jednoduše a rychle – dotažením převlečné matice.
Pro skrytou instalaci vodovodního systému však metoda lisování kleštinových spojů měděných trubek zjevně není vhodná.
Kromě kleštinových rozebíratelných spojů se při montáži měděných potrubí používají lisovací spojky, pomocí kterých se vytvářejí jednodílné spoje
Pro spojení lisovacími kleštěmi je třeba trubku očistit od otřepů, zkalibrovat, nasadit a zmáčknout lisovacími kleštěmi
Tvarovky pro lisované jednodílné spoje navenek a konstrukčně připomínají tvarovky s nanesenou pájkou. Rozdíl je v tom, že místo pájky je do „ráfku“ vložen tmel
Jednodílné lisované spoje se používají především při vytváření ohybů z plných a polotuhých trubek.
Spoje na lisovacích fitinkách s o-kroužky dobře slouží v systémech vytápění a zásobování vodou soukromých domů i městských bytů
Jednodílné možnosti připojení lze použít při montáži potrubí z měkkých měděných trubek, ale k tomu musíte nejprve vložit manžetu z řezu trubky jako podpěru do trubky
Nástrčné šroubení má obrovskou výhodu oproti šroubení svěrnému. Umožňují měnit, demontovat zařízení, upgradovat systém
Vzhledem k tomu, že svěrné tvarovky vytvářejí jak jednodílné, tak rozebíratelné spoje, jsou oba způsoby kombinovány při organizaci potrubí z měděných trubek. Výběr metody závisí na provozních vlastnostech webu

Měděné potrubí se nyní široce používá k vytváření topných systémů a při instalaci vnitřních vodovodních sítí. Neustále se používají při instalaci klimatizací. To je důvod, proč se měděné trubky tak často pájejí. Povíme si o možnostech připojení, použitém vybavení a spotřebním materiálu. Podívejme se také podrobně na technologii práce, včetně řezání trubek, použití tavidla, spojování dvou dílů a samotného pájení.
Přehled
I přes vyšší cenu měděných potrubí se stále častěji používají při instalaci inženýrských sítí v soukromých obytných budovách. Důvodem je jejich vynikající tepelná odolnost, dobrá pružnost a dlouhá životnost.
Pokud je pájení měděných trubek provedeno s vysokou kvalitou a je dodržována technologie, lze komunikace bezpečně nalít betonem a položit do stěn. V každém případě inženýrské systémy efektivně splní svůj účel. Mohou být použity, dokud se budova nezřítí. Vysoké náklady na instalaci měděného potrubí se proto vždy vyplatí.
Aby bylo pájení mědi prováděno efektivně, musíte mít znalosti, potřebné vybavení a spotřební materiál. Přitom samotný proces je vcelku jednoduchý. Ostatně při jeho realizaci není potřeba používat k čištění měděných povrchů agresivní látky.
Pájení se provádí bez předchozího čištění povrchů agresivními látkami Zdroj aidealadecision.fr
Měď se dobře kombinuje s velkým množstvím tavitelných kovů. To vám umožní rychle vybrat správnou pájku. Navíc není potřeba používat drahé tavidlo, protože během procesu tavení kovu nedochází k intenzivní interakci s kyslíkem. Zatím nedochází k deformaci trubek a vzniklý spoj lze po zahřátí snadno rozebrat.
Metody pájení
Nejlepší možností pro připojení měděných potrubí je pájení. Když se provádí, kov se roztaví a vyplní mezeru, která je mezi prvky. Po vytvrzení se získá monolitická struktura. Před pájením mědi určete metodu.
Proces pájení při nízké teplotě
Tato metoda se také nazývá měkká metoda. Liší se teplotou. Jeho hodnota je pod 450°. Během práce se pájka používá k pájení měděných trubek. Může to být například cín nebo olovo. Jedná se o nízkotavitelné slitiny.
Nízkoteplotní pájení se používá k vytvoření švů, jejichž šířka bude 7-50 mm. Tato metoda umožňuje vytvářet měkké spoje. Jsou méně odolné ve srovnání s pájením při teplotách nad 450°. Přesto mají své přednosti.
Jednou z výhod měkkého spojení je absence žíhání kovu při pájení. Proto se jeho pevnostní charakteristiky nemění. Vzhledem k nepříliš vysoké teplotě je proces spojování měděných trubek méně nebezpečný.
Důležité! Ohřev měděných prvků ne více než 450° umožňuje spojování potrubí o průměru minimálně 6 mm a maximálně 108 mm.
Nízkoteplotní pájení se používá při instalaci vodovodních a topných systémů. V tomto případě musí potrubím procházet kapalina, jejíž teplota nepřesahuje 130°. Metoda nízkoteplotního pájení se nikdy nepoužívá pro instalaci plynovodů.

Vysokoteplotní metoda
Před pájením měděných trubek vysokoteplotní metodou řemeslníci připraví pájku. Pro tuto metodu sestává z kompozic na bázi žáruvzdorných kovů. Mezi takové tvrdé slitiny patří měď a stříbro.
Vysokoteplotní spoje se provádějí při teplotách nad 450°. Metoda umožňuje vytvořit pevný, stabilní šev. Odolává mechanickým nárazům. Tento šev je odolný vůči vysokým teplotám.
Metoda se liší žíháním kovu při pájení. V důsledku toho slitina měkne. To vede ke snížení jeho síly. Pro minimalizaci této nevýhody je organizováno přirozené chlazení vytvořených švů. Nikdy nepoužívejte vodu nebo mechanické ofukování na měděné prvky.
Měděné pájení se používá pro spojování potrubí o průměru 12-159 mm. Tato metoda se používá při instalaci plynovodů. Metoda umožňuje připojení vodovodního potrubí o průměru větším než 28 mm. Vysokoteplotní pájení se také používá k vytváření komunikací, kterými se pohybují média s teplotou nad 120°.
Vysokoteplotní pájení se používá při instalaci měděných plynovodů, vodovodních potrubí a topných systémů Zdroj peterburg.santehnic-doma.ru
Technologie pájení měděných prvků
Před pájením měděných trubek profesionálové připravují speciální spotřební materiál. Patří mezi ně tavidlo, které se používá k odstranění oxidů z kovu. Po jeho použití pájka lépe teče a snižuje se namáhání povrchu.
Vysoce kvalitní pájení se provádí pouze s pomocí profesionálního vybavení. Specialisté při své práci používají plynový hořák. Pro měkké pájení je to vždy nutné. S jeho pomocí se vytvoří úzce nasměrovaný plamen.
Plynový hořák obsahuje válec obsahující směs butanu a propanu. Takové zařízení vám obvykle umožňuje provést ne více než 400 připojení. Existují plynové hořáky s lahvemi obsahujícími pouze butan.
K provádění vysokoteplotního pájení používají specialisté směs propan-kyslík. Používá se také acetylen kombinovaný se vzduchem.
Profesionálové také používají speciální páječku, která běží na elektřinu. Umožňuje pájení při nízkých i vysokých teplotách. Roztaví jakoukoli pájku na měděné trubky.
K poznámce! Elektrická páječka se používá v místech, kde je zakázáno používat otevřený oheň. Tento typ zařízení má odnímatelné elektrody a speciální upínací kleště.

Řezání trubek
V první fázi odborníci označují a řežou měděné trubky pomocí speciálních řezaček trubek. Umožňují vám provést rovnoměrný řez. K dosažení tohoto cíle je však válcovaná měď vždy držena kolmo k řeznému nástroji.
Řezačka trubek má ostrou čepel a válečky. Mezi těmito prvky je upnuta trubka. Poté se nástroj otočí. V tomto případě musí specialisté po každé otáčce utáhnout speciální šroub na řezačce trubek. Díky použití tohoto nástroje je řez nejen hladký, ale také bez rýhování na vnějším povrchu trubky. Budou přítomny pouze uvnitř válcované mědi.
Odborníci téměř nikdy nepoužívají pilu na řezání měděných trubek. Po jeho použití totiž zůstává na konci válcovaného výrobku velké množství otřepů. Tento nástroj nezmenšuje průřez trubky, což se o řezačce trubek říci nedá. I když zúžení je neznatelné a nesnižuje průchodnost potrubí.
Po použití řezačky trubek se mírně změněná velikost průřezu trubky obnoví pomocí lemovače, který odstraní malé otřepy Zdroj primetools.co.uk
Důležité! Řez se provádí bez rozdrcení trubky. Měl by mít oválný průřez. V opačném případě při spojení dvou trubek nebude možné vytvořit standardní mezeru, jejíž hodnota se pohybuje od 0,02 do 0,4 mm. Když je rozměrově menší, tak do něj pájka nezateče. Pokud je mezera větší než standardní hodnota, kapilární efekt nenastane.
Po řezání by se velikost průřezu měděné trubky neměla měnit. Při použití řezačky trubek se na řezné hraně tvoří malé otřepy. Musí být odstraněny a vnitřní povrch potrubí je očištěn od cizích předmětů a jeho okraj je odmaštěn. Totéž se provádí s druhou trubkou.
K poznámce! Po odříznutí lze konec jednoho z potrubí rozšířit pro připojení k další trubce. K tomu použijte speciální nástroj – expandér potrubí. Poté zkontrolují, jak do sebe oba úlomky potrubí zapadají. V tomto případě musí být délka připojení rovna průměru potrubí.
Popis videa
Řezání měděné trubky řezačkou trubek a pilkou na železo a odstraňování otřepů je znázorněno na videu:

Použití Flux
Abyste pochopili, jak pájet měděnou trubku, musíte plně porozumět technologii. Znamená to povinné použití tavidla. Nanáší se štětcem na vnější povrch trubky v místě jejího zasunutí do jiného potrubí.
Specialisté provádějí proces velmi pečlivě. Flux se nanáší v minimálním množství v tenké vrstvě. Je rovnoměrně rozložena po povrchu.
Spojení dvou trubek před pájením
Po nanesení tavidla se obě trubky rychle spojí, aby se zabránilo ulpívání prachu na kompozici. V tomto případě se provede úplné dokování. Jinými slovy, jedna trubka je zasunuta do druhé, dokud se nezastaví. V tomto případě lze použít armaturu nebo vytvořit hrdlové spojení.
Dvě potrubí jsou spojena otáčením jednoho vůči druhému. Tento pohyb usnadňuje proces a umožňuje rovnoměrné rozložení tavidla po površích. Nemělo by však být mimo spojení. Přeci jen je to agresivní látka. Proto se při vytlačování tavidla z mezery odstraňuje hadrem.
Před pájením jsou měděné trubky spojeny navzájem nebo s armaturami pomocí rotačních pohybů Zdroj septik27.ru
Nízkoteplotní připojení
Po zvolení této metody a určení způsobu pájení měděné trubky master nasměruje plamen hořáku do spoje. Plynové zařízení přitom neustále přesouvá po křižovatce, aby obě části rovnoměrně ohříval. Poté odborník vezme pájku s nízkou teplotou tavení a dotkne se jí bodově mezery.
Po kontaktu s horkým povrchem se spotřební materiál okamžitě začne tavit. V tomto okamžiku musí být hořák vyjmut ze spoje, což umožňuje zatékání pájky do mezery. Proces se opakuje, dokud není zcela vyplněn po celém obvodu spáry.
K poznámce! Nízkotavitelná pájka se nepředehřívá. Taví se při kontaktu s ohřátými povrchy potrubí.
Během pájení se spojované díly nepohybují. Dokud pájka nevychladne, měly by zůstat nehybné. Zároveň je přísně dbáno na to, aby nedošlo k přehřátí kovu. Jinak bude tavidlo zničeno. Oxidy proto nebudou odstraněny ani rozpuštěny.
Popis videa
Test pájení pro nízkoteplotní pájení v následujícím videu:
Vysokoteplotní připojení
Poté, co mistr zvolil tuto metodu a určil, čím se má měď pájet, ohřívá díly také plynovým hořákem. Pohybuje se také po celém spojení. Provádí se rovnoměrné a rychlé pohyby.
Specialista provádí zahřívání, dokud povrch nezíská tmavě třešňovou barvu. Označuje, že díly praskly při teplotě 750°. Poté se aplikuje pájka.
K poznámce! Pájka může být předehřátá, aby lépe tekla a vyplnila mezeru při pájení. V tomto případě by mělo být hlavní tavení spotřebního materiálu provedeno dotykem horkého místa. Ideální variantou je, když se pájka začne šířit ihned při prvním kontaktu s ohřátými díly.
Po vyplnění celé mezery se spoje nedotýkejte, dokud zcela nevychladne. Poté spoj otřete hadříkem.
Popis videa
Video ukazuje a vysvětluje, jak se provádí vysokoteplotní pájení:

Nejdůležitější znaky
Pájení měděných potrubí se provádí při teplotách do 450° nebo více. Nízkoteplotní nebo vysokoteplotní metoda využívá plynový hořák a tavidlo, které se používá pro zlepšení toku pájky a odstranění oxidů z kovového povrchu.
Nízkoteplotní metoda používá měkkou pájku. Může být vytvořen z cínu nebo olova. Vysokoteplotní metoda využívá tvrdou pájku, jako je stříbro nebo měď.
Pájení začíná řezáním trubek pomocí řezačky trubek a odstraněním otřepů z řezů. Poté se aplikuje tavidlo a díly se spojí rotačním pohybem. Poté se spoj zahřeje a nanese se pájka.
















