Výroba profilových trubek má řadu nuancí. Provádí se deformací za studena nebo za tepla. To umožňuje podnikům vyrábět bezešvé a svařované trubkové výrobky.
1 Výroba profilových trubek z hotových kruhových trubek
Moderní trh profilových výrobků je plný výrobků různých výrobců. Spotřebitelům jsou nabízeny konstrukce různých velikostí, vyrobené nejen z oceli, ale i z jiných materiálů. V případě potřeby si můžete zakoupit profilové trubky z nerezové oceli a dokonce i výrobky vyrobené z polymerních sloučenin. Ale v rámci tohoto článku nás zajímají výhradně ocelové trubky. Složitosti jejich výroby budou dále diskutovány.
Výrobu profilových trubek lze nyní provádět podle dvou hlavních schémat:
- plný cyklus;
- z kulatých trubek.
Druhá technologie předpokládá, že k výrobě profilového výrobku se používá kulatá trubka, která prochází speciálními válečky. Zařízení pro tuto operaci je poměrně malých rozměrů. To umožňuje jeho umístění v malých průmyslových prostorách.

Takové zařízení, které je „kompaktním“ mlýnem pro deformaci kruhových trubek, je požadováno mnoha podniky. Skládá se ze sady válečků, kterými prochází obrobek. Z hlediska výkonu se taková zařízení od sebe liší. Nejvýkonnější jednotky umožňují bez problémů profilovat nejen svařované, ale i bezešvé trubky.
Nejčastěji se nekritické produkty vyrábějí na strojích pro výrobu profilových konstrukcí. Takto se vyrábí dýmky pro nábytkářský průmysl a také výrobky používané jako dekorativní prvky. Poptávka po takových výrobcích je poměrně vysoká, ale je třeba vždy pamatovat na to, že nejsou vhodné pro použití ve strukturách, které mají vysoké požadavky na spolehlivost.

Profilové výrobky získané popsaným způsobem deformace za studena nejsou navrženy pro provoz při významném zatížení. Je to dáno jejich objektivně nízkou kvalitou. Pokud potřebujete skutečně spolehlivou profilovou trubku, odborníci doporučují nakupovat výrobky vyrobené v průmyslových podnicích s využitím celého technologického cyklu.
2 Výroba profilových trubek na linkách s plným cyklem
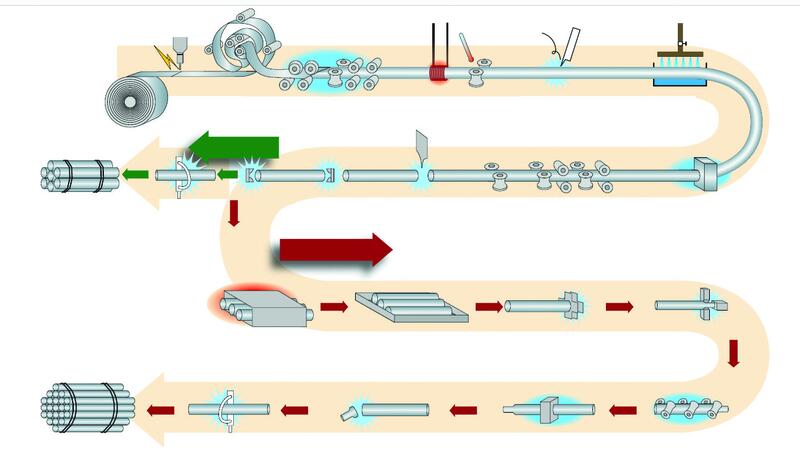
Tato technologie je založena na použití pásu, což je plech svinutý do rolí. Dodává se přímo z hutních provozů. Tloušťka pásu je různá. To umožňuje vyrábět profilové trubky požadované úrovně spolehlivosti pro použití hotových výrobků pro různé účely.
Ve většině případů je pás určený pro výrobu čtvercových a obdélníkových trubek širší, než je nutné. V tomto ohledu se v první fázi zpracování nařeže na kusy požadované velikosti. Tato operace se provádí na speciálním řezacím zařízení. Poté se získají ocelové pásy o šířce 5 centimetrů nebo více. Jsou svařeny do jednoho pásu (je spojitý).

Takto získaná páska se navine na buben. Takové schéma je implementováno, aby bylo zajištěno, že výroba probíhá nepřetržitě. Ve skutečnosti je na bubnu umístěna technologická rezerva pásu, díky čemuž válečky v podniku nestojí nečinně, když dojde ocelový pás.
Pás je přiváděn do tvářecí stolice, která má několik stolic. Vytvářejí kulatý nekonečný kus obrobku. V této fázi se nejčastěji používá studená ocel, která se neohřívá. Ačkoli existuje také technologie, která zahrnuje ohřev kovu.
Všechny tyto postupy vedou k vytvoření trubky s otevřeným švem. Prochází svařovacím zařízením, které svařuje kruhovou konstrukci vysokofrekvenčními proudy. Protože během tohoto procesu jsou okraje výrobku stlačovány válečky, tavenina je vytlačována z vnějšku i zevnitř trubky. To vede k vytvoření otřepu, který se okamžitě odstraní pomocí frézy.

Poté je trubka ochlazena speciální emulzní kompozicí a její následné profilování v několika fázích:
- nejprve se obrobek zpracuje na válcích, které zajistí, že jeho průřez je shodný po celé délce konstrukce;
- pak se kulatá trubka nalisuje na čtyřech stranách na dalších válečcích, čímž vznikne hotový profil (obdélníkový nebo čtvercový) výrobek.
Pokud se vyrábí plochá oválná nebo oválná konstrukce, nejsou potřeba druhé válečky – trubka dostává požadovaný tvar již v první technologické fázi.

V konečné fázi jsou hotové profilové trubky řezány pilou na zadané rozměry na samostatné části. Kromě toho poznamenáváme, že produkt je kontinuálně chlazen jak během takového řezání, tak během operace tvarování trubky s určitým profilem.
3 Kontrola a tepelné zpracování profilových konstrukcí
Hotové trubky musí projít poměrně přísnou kontrolní procedurou, při které se kontroluje stav výsledného svaru. Kromě toho se analýza provádí pomocí dvou paralelních metod:

- Vizuálně. Kontrola výrobků odborníkem je povinnou fází kontroly kvality výroby profilových trubek. Umožňuje identifikovat vady potrubí, které mohou být způsobeny poškozením válečků nebo jejich opotřebením.
- Detekce vad (vířivý proud). Metoda kontroly švu je založena na skutečnosti, že různé druhy napětí, vnitřních dutin a jiných defektů, jakož i chemické složení kovu ovlivňují jeho magnetické a elektrické vlastnosti. Analýza všech těchto faktorů umožňuje identifikovat možné problémy s hotovým výrobkem.

Pro vyrovnání vnitřních pnutí vznikajících v oceli při její deformaci se profilové trubky po všech fázích výroby zahřejí a poté se nechají na vzduchu, dokud nevychladnou. Ne všechny podniky to dělají ve snaze snížit výrobní náklady. Pokud však popsaná fáze není zahrnuta do výrobního procesu, hotové profilové konstrukce budou mít výrazně menší pevnost a v důsledku toho i životnost.
4 Organizace soukromé výroby profilových výrobků
Když jste se rozhodli zřídit vlastní výrobní linku na výrobu profilových konstrukcí, měli byste zvážit otázku, jakou úroveň kvality produktů plánujete získat. Pokud prodáváte hotové trubky nábytkářským společnostem, společnostem zabývajícím se jednoduchými stavebními pracemi, montáží plotů a plotů, bude docela vhodný stroj s malým výkonem. Zajistí výrobu dýmek celkem slušné kvality.

V případech, kdy se podnikatel chce opravdu vážně zapojit do výroby produktů s různými profily, bude potřebovat plnohodnotnou výrobní linku. V tomto případě bude zahrnovat následující jednotky:

Vlastnosti získávání složitých uzavřených profilů z kruhové trubky kontinuálním válcováním
Stáhnout článek ve formátu PDF — 796.1 kB
Domů » CADmaster №1(89) 2019 » Strojírenství Vlastnosti získávání složitých uzavřených profilů z kruhové trubky kontinuálním válcováním
Poptávka po profilových trubkách neustále roste. To je způsobeno tím, že je lze použít v mnoha kovových konstrukcích, kombinující vysokou tuhost a nižší hmotnost ve srovnání s kruhovými trubkami nebo plnými nosníky. Kromě toho může být pro specifické provozní podmínky nutný speciální tvar profilu trubky. Profilové trubky jsou u nás obvykle chápány jako trubky čtvercové, obdélníkové a oválné [1], ale zároveň se stále častěji objevují trubky se složitějším tvarem profilu (obr. 1) [2].
Existují dva hlavní způsoby výroby profilových trubek [3]:
- kontinuální válcování z plochého pásu s následným svařováním;
- válcování profilových trubek z kruhových (profilování).
První metoda je široce používána jak u nás, tak v zahraničí. Při výrobě profilů s mnoha úhly a různými přechody se to však ukazuje jako nepohodlné: složité tvarovací schéma může zůstat nerealizované kvůli konstrukčním omezením tvarovacího zařízení a také se zvyšují náklady na válcovací nástroj.
Druhý způsob je z ekonomického i technického hlediska nejatraktivnější. Například pro rozšíření sortimentu stačí vyměnit kalibrační díl nebo zavést řadu profilovacích stojanů do linky elektrosvařovací jednotky trubek (TEWA), kde se válcování (ohýbání) plochého obrobku do probíhá první kolo a následné svařování [4]. V porovnání s nákupem nového vybavení pro tyto potřeby je metoda velmi ekonomická.
Výhodou z technického hlediska je použití kruhového polotovaru trubky, který zjednodušuje najíždění nástroje. I použití pouze jednoho válečkového nástroje s horizontálními osami umožňuje získat trubky s tvary profilů různé složitosti.
Kvalitativní popis volby technologických parametrů pro výrobu profilových trubek z kulatých však dnes neexistuje – s výjimkou čtvercových, obdélníkových a oválných [3].
Při výrobě jakýchkoliv profilových trubek jsou hlavními faktory ovlivňujícími konečný výsledek vnější průměr obrobku, počáteční tloušťka stěny, tvar deformace, počet přechodů, materiál a hodnoty obvodového stlačení. Jak vidíte, tento technologický proces je nesmírně složitý, protože je nutné brát v úvahu všechna tato data.
Volba počátečního průměru obrobku závisí na obvodu výsledného profilu. V [5] se při výrobě čtvercových trubek navrhuje předpokládat, že se obvod středové osy během procesu profilování nemění. Výsledky jak matematického modelování, tak fyzikálního experimentu ukázaly následující vztah:

kde Dout.zag. — průměr původního obrobku, mm;
S – tloušťka stěny, mm;
r H – vnější poloměr rohů čtverce;
A je velikost čtverce, mm;
kn je koeficient zmenšení vnějšího obvodu trubky při profilování.
Při návrhu postupu pro profilování kruhových trubek s konstantní průměrnou obvodovou délkou je nutné vzít v úvahu tloušťku stěny trubky S, která výrazně ovlivňuje rH. Čím větší je tloušťka stěny, tím větší je vnější poloměr čtvercové trubky. Pro zmenšení vnějšího poloměru je nutné během procesu profilování stlačit obvod polotovaru trubky, což zase vede ke zvýšení úsilí. To je důvod, proč mnoho čtvercových trubek má velké poloměry v rozích, což je zohledněno v GOST (obr. 2).
Konečný tvar průřezu složitých profilových trubek je však výrazně ovlivněn technologickými podmínkami jejich provozu, což ve svém důsledku vyvolává nutnost zajištění vysoké přesnosti výsledných poloměrů hotového profilu, i když jsou malé v poměru k tloušťka stěny. Z toho vyplývá, že při navrhování procesu profilování je nutné počítat s mírou zmenšení obvodu původního obrobku.
Nejobtížnějším úkolem je zvolit optimální kompresní parametry pro daný typ potrubí.
Dalším obtížným úkolem je výběr schématu profilování [3]. Například pro výrobu čtyřhranné trubky se navrhuje použít stejnou absolutní deformaci podél průchodů pro rozložení sil v prvních stolicích a poloviční deformaci v poslední stolici pro přesnou kalibraci finálního profilu [5] . U trubek se složitým tvarem je toto schéma profilování nerentabilní, protože úhlové hodnoty se mohou napříč průřezem lišit. Výzkum ukázal, že optimální volbou je použít schéma se stejnou relativní deformací rohů napříč klecemi. To umožňuje jednotné profilování.
Pro kontrolu těchto vzorů byla provedena simulace procesu tváření v prostředí MSC Marc pro daný profil znázorněný na Obr. 3.
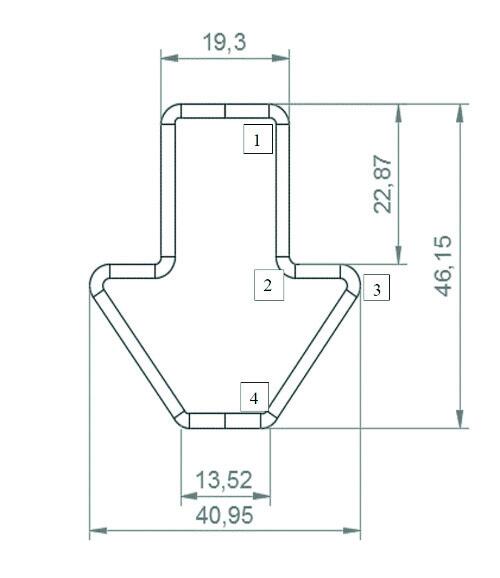
Rýže. 3. Kreslení daného profilu s čísly úhlů
Volba průměru výchozího obrobku je ovlivněna schématem profilování. Na Obr. 4a ukazuje diagram s konstantním obvodem středové osy a na Obr. 4b – schéma profilování se stlačením obrobku po obvodu středové osy. V obou schématech je úhlová relativní deformace přes přechody stejná a stejnoměrná. Počet přechodů v obou okruzích je 8. Materiál pro oba experimenty je ocel 08ps.
Rýže. 4. Schéma profilování potrubí: a) bez stlačení podél středové osy; b) s hodnotou komprese podél obvodu středové čáry 7 %
Protože u prvního schématu zůstává obvod středové osy konstantní ve všech přechodech, výchozím obrobkem je trubka o průměru 47 mm a tloušťce stěny 2 mm (obvod středové osy je 141,4 mm).
Pro druhé schéma profilování je nutné vybrat obrobek s obvodem středové osy, který přesahuje obvod výsledného profilu o míru stlačení. V tomto experimentu je celková komprese podél obvodu středové osy 7 %, zatímco komprese je rovnoměrná napříč přechody. Potom lze průměr středové osy původního obrobku určit následovně:


kde Pženatý — obvod osy profilu, mm;
– míra snížení během profilování v závislosti na Doriginální registr/S.
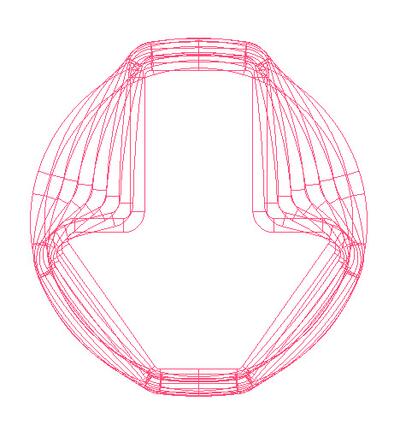
Na Obr. 5a je vidět, že při použití prvního schématu profilování nejsou rohy tvarovány na požadovaný poloměr – jsou mnohem větší. Na svislé stěně je navíc patrná ztráta stability, což vede k nesouladu mezi profilem získaným pomocí matematického modelu a teoretickým.
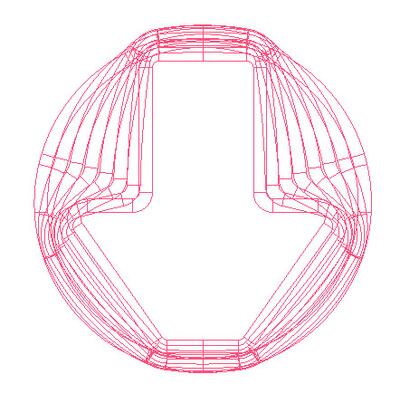
Rýže. 5. Porovnání výsledných řezů profilu trubky pomocí matematického modelu podle prvního schématu profilování (a) a druhého schématu (b).
Na Obr. 5b vidíme, že při profilování kulatého obrobku s uvážením stlačení po obvodu je přesnost v rozích profilu získaná pomocí matematického modelu vyšší než v prvním případě. Kromě toho, stejně jako při použití prvního schématu, bylo v plochých oblastech zaznamenáno zesílení stěn polotovaru trubky. Použití komprese po obvodu středové osy však vedlo k tomu, že velikost odchylky svislé stěny v důsledku ztráty stability je větší než při použití prvního schématu. Tomu se lze vyhnout přerozdělením tvarování podél průchodů, které z pochopitelných důvodů není v tomto článku uvedeno. Simulace procesu profilování je znázorněna na Obr. 6.
Použití schématu profilování s kompresí po obvodu středové osy pro vytvoření profilu se zadanými geometrickými parametry umožnilo zvýšit přesnost výsledné geometrie profilu. Počáteční průměr obrobku lze vypočítat pomocí vzorce 2.
Kritériem pro výběr velikosti stlačení podél obvodu je absence zesílení stěny, která závisí na Doriginální registr/S, žádné zničení materiálu a žádné porušení geometrie profilu, které závisí na vlastnostech samotného materiálu. Bylo zjištěno, že při absenci stlačení během profilování trubkového polotovaru je ztráta stability svislých stěn minimální. To znamená, že pro zachování geometrie profilu je nutné zvolit optimální parametry pro úhlové deformace a stlačení po obvodu.
Neustálý nárůst poptávky po trubkách se složitými tvary profilů vyžaduje vývoj vysoce kvalitních metod pro výběr výchozího polotovaru a schématu profilování. V tomto článku jsme představili hlavní problémy spojené s výrobou profilových trubek a navrhli způsob výběru výchozího průměru obrobku.
















