
Povrch konstrukcí neobsahuje svary ani podélné spoje. Trubkové produkty bez jizvy mají lepší pevnost než jejich elektricky svařované protějšky, takže je lze instalovat do vysokotlakých sítí.
Tento typ válcování trubek se vyrábí z ocelových předvalků různých jakostí. Obvykle se používají uhlíkové, vysoce a středně legované slitiny. Volba oceli jako základu je určena jejími vlastnostmi. Odolný materiál má nízkou lineární roztažnost, vysokou tepelnou vodivost a odolnost proti korozi a oxidaci. Například pevné uhlíkové slitiny válcované za tepla vydrží provozní tlak až 16 MPa.
Kov se zpracovává na výkonných válcovacích strojích. Proto se výrobnímu procesu říká „válcování“.
Používají se také techniky výroby kovových výrobků jako je tažení, lisování, kování atd.
Rozsah aplikace
Obliba bezešvých kovových konstrukcí se vysvětluje jejich spolehlivostí a přizpůsobivostí obtížným podmínkám (tepelné, mechanické, chemické zatížení). Rozsah použití není omezen. Válcované trubky jsou instalovány v zařízeních v různých průmyslových odvětvích, bytových a komunálních službách. Hlavní spotřebitelé masivních kovových výrobků:
- odvětví těžby ropy a uhlí;
- letectví, lodě, stavba lodí;
- astronautika;
- plynovody a vodovodní potrubí;
- těžký a obranný průmysl;
- výroba traktorů;
- hutnictví.
Silnostěnné kovové výrobky se používají při výstavbě průmyslových zařízení pracujících pod vysokým tlakem. Bezešvé vyztužení je kompatibilní s toxickými chemikáliemi a ropnými produkty. Používá se, když je únik nebezpečných přepravovaných médií nepřijatelný.
Ve veřejných službách jsou z pevných prvků instalovány nadzemní a podzemní komunikace, které zásobují obytné budovy studenou vodou, vařící vodou, plynem a párou. Používají se také pro výstavbu kanalizačních systémů, jako základ pro potrubní armatury (T-kusy, kolena, přechody).
Technologie výroby válcováním za tepla
Výroba kovových výrobků válcovaných za tepla je zavedena ve velkých podnicích (hutní závody, továrny). Mají potřebné materiální a pracovní zdroje (moderní vybavení, kvalitní suroviny, kvalifikovaní pracovníci). Při lisování silnostěnných za tepla válcovaných výrobků s velkými průměry je vyžadováno přísné dodržování bezpečnostních pravidel a technických norem.
Etapy technologicky složité výroby:
- Přípravné. Ocelové polotovary určitých délek a průřezů se ohřívají v pecích do plastického stavu. Obvykle se zahřívají na 1180-1200 stupňů Celsia, aby se zajistilo, že nezačne rekrystalizace suroviny. Stupeň ohřevu závisí na jakosti použité oceli.
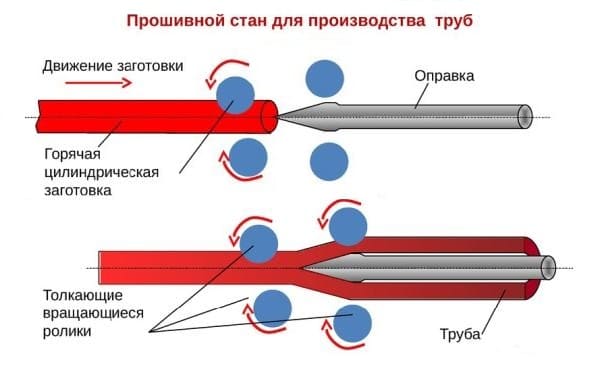
- Lisování dutého válce (objímky). Pomocí výkonné vrtačky se do ohřátého polotovaru vyrazí otvor. V této fázi již design vizuálně připomíná budoucí výrobky válcované za tepla.
- Válcování. Výsledná manžeta je umístěna na válcovacích strojích, jejichž okraje mají speciální válečky. Objímka, umístěná mezi dvěma válečky, je tažena jedním směrem k omezovači.
Kroky se několikrát opakují, aby hotová konstrukce splňovala požadované parametry (tvar, průřez atd.).
Protože výrobní proces vyžaduje velké finanční náklady, jsou výrobky tvářené za tepla drahé. Náklady jsou odůvodněné – kvalita bezešvých kovových konstrukcí (c / c, g / c) je bezvadná, protože jejich tvorba je organizována v souladu s GOST. Kontrola kvality se provádí ve všech technologických fázích: specialisté kontrolují chemické složení surovin, rázovou houževnatost, ohyb a zploštění.
Výrobce získává certifikáty i na takové komponenty, které se vyznačují zvýšenou pevností v tahu.
Technologie výroby válcování za studena
Ultra vysoké teploty nelze použít k výrobě studených kouřových produktů. Proces uvolňování je modernizovanou variantou válcování za tepla.
Nejprve se vyčistí polotovary z uhlíkové nebo legované oceli. Jsou ošetřeny chemikáliemi, proveďte postup leptání. Někdy je základna vystavena fosfátům, mědi, aby se zlepšily její pevnostní charakteristiky. Po těchto manipulacích vykazuje zařízení dobrou odolnost vůči deformačním změnám.
Při válcování profilů za studena se pomocí válcovacího stroje vytvoří kruhový průřez. Při změně úhlu natočení válečků se mění ráže trubky. Při vytváření válcovaného kovu s velkým průřezem se provádí další operace – lisování polotovaru. Kalibrace se provádí při nízkých teplotách oceli.
Po zpracování na zařízení je budoucí produkt s dokonale rovným povrchem a tenkými stěnami podroben dalším postupům: moření, mytí.
Kompaktní a lehké výrobky válcované za studena se kupují, když je důležitý design předmětů. Potřebujete například dokončovací materiál pro vnější fasádu budovy nebo prvky pro vytvoření přesné elektroniky.
Typy bezešvých trubek
Existuje několik typů modifikací pevných trubkových výrobků.
Podle technologie výroby se rozlišují díly válcované za tepla a za studena. Rozdíl mezi výrobními procesy spočívá v provozních teplotách zpracovávaných slitin. První z nich jsou válcovány a zpracovávány v zahřátém stavu. Pro získání výztuže válcované za studena se formy nejprve ochladí a poté zkalibrují.
Zvláštní skupinu tvoří bezešvé konstrukce. Vyznačují se zvláště silnými stěnami.
Trubkové kovové výrobky bez podélných spojů nebo svarů jsou také klasifikovány podle délky. Zařízení se rozlišují:
- měřeno (3-12 m);
- neměřeno (1,5-12 m);
- násobky určité naměřené délky (v rozmezí 0,2-12 m, což umožňuje standardní přídavek 5 mm na každý řez).
Normy GOST (8732-78, 8734-75) také rozlišují monolitické trubky podle dalších kritérií:
















