
Ohraňovací lis je jedním z nejdůležitějších nástrojů ve výrobních závodech velkých společností. Po vypnutí se provoz zastaví. Vědět, jak správně udržovat ohraňovací lis je jednou z nejdůležitějších součástí efektivního podnikání. Zde je 22 tipů na údržbu, které vám pomohou prodloužit životnost vašeho ohraňovacího lisu!
Poznámka: Tento článek je překladem.
1. Výběr, výměna a bezpečnostní opatření při práci s horní a dolní matricí
1) Výběr horního razníku
A) Výběr horního razníku závisí na ohýbací síle a nemůže překročit limit zatížení formy;
B) Uživatelé si mohou vybrat speciální formy, v takovém případě prosím věnujte zvláštní pozornost tomu, že zatížení těchto forem se bude lišit od zatížení standardních forem.
2) Výběr spodní matice
Šířka otvoru ve tvaru V spodní matrice by měla být určena tloušťkou S plošného materiálu. Obecný vzorec je:
S: tloušťka plechu (mm);
b: minimální šířka ohybu (mm);
V: šířka spodního otvoru matrice (mm);
Minimální šířka ohybu b a úhel ohybu se odpovídajícím způsobem mění. Jen tak lze vědecky určit hranici spodního tvaru matrice.
2. Opatření při instalaci horní a spodní formy, způsoby instalace
1) Bezpečnostní opatření
A) V nebezpečném prostoru ohýbačky plechu musí obsluha při instalaci formy dodržovat bezpečnostní zásady;
B) Formou nesmí projít žádná ruka ani tělo;
2) Montáž horní formy
A) Přepněte režim ovládání stroje do ručního režimu pomocí klíčového spínače;
B) Stiskněte tlačítko ručního ovládání v ručním režimu;
C) Stiskněte tlačítko spuštění osy stroje;
D) Stiskněte nožní spínač tak, aby se plunžr ohýbačky pomalu pohyboval dolů a zastavil se v bodě konverze ohybu;
E) Stiskněte tlačítko zastavení nápravy stroje;
F) Chcete-li nainstalovat nebo vyměnit horní razník, uvolněte svorky formy;
G) Upevněte horní formu a horní základnu formy, lehce utáhněte upínací šroub nebo zavřete svorky formy;
3) Montáž spodní formy
A) Při instalaci nebo výměně spodní formy nejprve povolte upínací šroub spodní formy;
B) Ručně zarovnejte střed spodního otvoru matrice se středem horního razníku;
C) Stiskněte tlačítko spuštění osy stroje
D) Stiskněte nožní spínač;
E) V režimu ručního polohování pomalu ručně pohybujte ručním kolem, abyste posunuli píst dolů;
F) Přitlačte formu k sobě mírnou silou, střed horní formy a střed spodní formy by měly být v jedné linii;
G) Poté, co se všechny strany okraje formy dotknou, utáhněte upínací část horní a spodní formy;
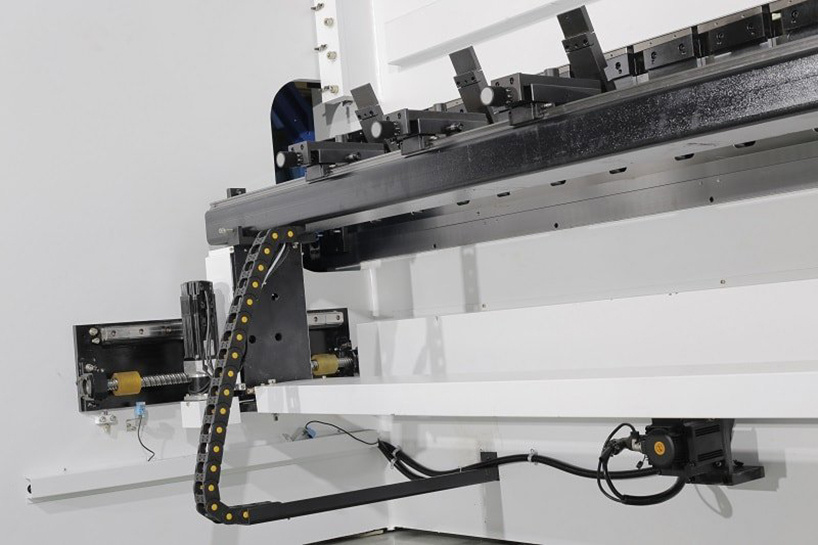
3. Seřízení napnutí rozvodového řemene
A) Umístěte stroj do zastaveného stavu;
B) Otevřete zadní ochranný kryt stroje;
C) Povolte mezipolohu ohýbačky nebo utahovacího šroubu napínacího kola v poloze připojovací desky motoru osy X;
D) Nastavte napínací kolo do vhodné polohy;
E) Zajistěte stavěcí šroub napínáku;
F) Nainstalujte zadní kryt stroje;
4. Seřízení přesnosti tlakoměru
A) Kontrola přesnosti zadního prstu po pohybu;
B) Změřte chybu dvou zadních prstů pomocí hloubkoměru;
C) Nastavte zadní palec tak, aby vzdálenost od dvou zadních prstů ke středu spodního otvoru raznice byla stejná;
D) Otestujte obrobek a změřte chybu přesnosti osy X;
E) Proveďte opravy podél osy X;
F) Vyzkoušejte ohyb obrobku a po potvrzení správnosti jej použijte pro běžné ohýbání.
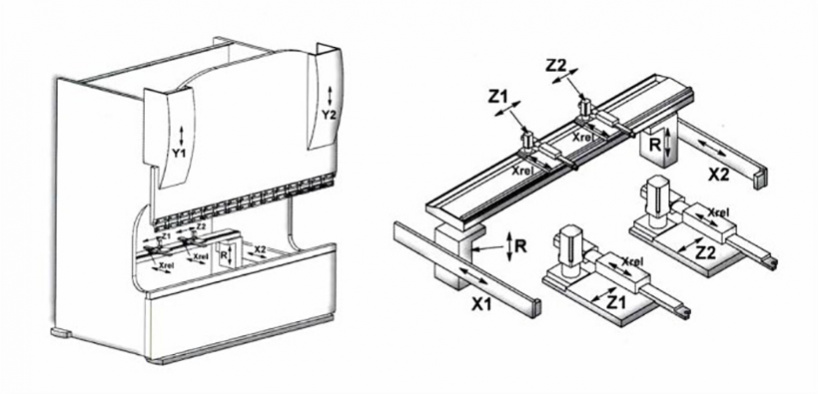
5. Nastavení referenčního bodu osy X
A) Otestujte obrobek, změřte přesnost osy X a vypočítejte chybu;
B) V automatickém nebo ručním režimu spusťte píst pod bod přechodu ohybu;
C) Změňte hodnotu kotevního bodu osy X;
D) Po návratu stroje do referenčního bodu jej po potvrzení správnosti nastavení použijte pro normální ohýbání;
6. Metoda úpravy, při které je osa X rovnoběžná se spodní formou
A) Zkontrolujte, zda je střed horního razníku a střed spodního razníku stejný;
B) Horní forma se používá jako referenční a zpětný prst se používá k měření chyby na obou koncích paprsku osy X (ruka nebo tělo by neměly vstoupit do formy);
C) Otevřete zadní ochranný kryt stroje;
D) Povolte upevňovací šroub rozvodového řemene na předním konci šroubu na pravé straně nosníku osy X ohraňovacího lisu;
E) Zajistěte pravý konektor krabice, aby se nemohl pohybovat tam a zpět;
F) Nastavte rozvodový řemen tak, aby se šroub na levé straně paprsku osy X pohyboval dopředu nebo dozadu;
G) Poté se horní forma použije jako referenční a chyba se změří na obou koncích nosníku osy X jedním zadním prstem; pokračujte v nastavování, pokud dojde k nějaké chybě, chyba na obou koncích by neměla přesáhnout 0,20 mm;
H) Utáhněte upevňovací šrouby rozvodového řemene na pravé straně skříně;
I) Uvolněte pravý konektor krabičky;
J) Stroj se vrátí do výchozího bodu;
K) Zkušební ohýbání obrobku, měření přesnosti osy X a výpočet chyb;
L) Změňte počet kotevních bodů osy X;
M) Po vrácení stroje do původní polohy zkuste ohnout obrobek, abyste se ujistili, že zpracování je správné a normální;
7. Nastavení referenčního bodu osy Y
A) Proveďte zkušební ohýbání obrobku a změřte chybu přesnosti podél os Y1 a Y2 (na základě 90 stupňů);
B) V automatickém nebo ručním režimu spusťte píst pod bod přechodu ohybu;
C) Vyberte možnost osy Y;
D) Změňte polohu referenčního bodu os Y1, Y2 (přibližně 0,07 na stupeň);
E) Poté, co se stroj vrátí do své původní polohy, zkuste ohnout obrobek, abyste se ujistili, že zpracování je správné a normální;
8. Nastavení výšky
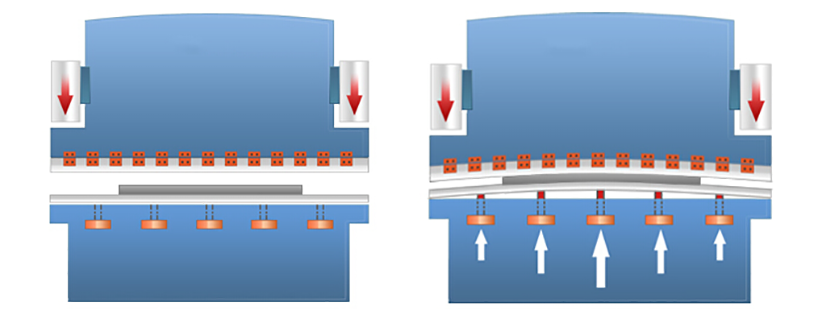
A) Zkušební ohýbání obrobku a měření chyby střední přesnosti obrobku (na základě 90 stupňů);
B) V automatickém nebo ručním režimu spusťte píst pod bod přechodu ohybu;
C) Vyberte osu CROWNING;
D) Změňte minimální hodnotu DA a maximální hodnotu DA podle aktuální situace;
E) Poté, co se stroj vrátí do své původní polohy, zkuste ohnout obrobek, abyste se ujistili, že zpracování je správné a normální;
9. Nastavení oscilace osy X
A) V automatickém nebo manuálním režimu spusťte píst pod bod přechodu ohybu;
B) Změňte (snižte) odpovídajícím způsobem zesílení osy X;
C) Poté, co se stroj vrátí do původního a pracovního stavu při volnoběžných otáčkách, můžete začít opracovávat obrobek;
10. Nastavení pohybu osy X
A) V automatickém nebo manuálním režimu spusťte píst pod bod přechodu ohybu;
B) Změňte (zvyšte) příslušně zesílení osy X;
C) Poté, co se stroj vrátí do původního a pracovního stavu při volnoběžných otáčkách, můžete začít opracovávat obrobek;
11. V normálním stavu ohýbačky plechu se plunžr posouvá dolů

1) Nastavte záložní tlakový ventil následovně;
A) Povolte šestihrannou pojistnou matici rezervního ventilu;
B) Seřiďte seřizovací šroub tlakového rezervního ventilu;
C) Ujistěte se, že zdvih posuvu je normální;
D) Zpracujte obrobek po normálním provozu;
2) Vyčistěte rezervní ventil následovně;
A) Spusťte píst do dolní polohy v ručním režimu;
B) Vypněte motor olejového čerpadla stroje a vypněte napájení stroje;
C) Vyjměte rezervní ventil ze sedla ventilu za účelem čištění;
D) Po vyčištění nainstalujte tlakový rezervní ventil;
E) Poté, co se plunžr vrátí do své původní polohy a běží normálně na sucho, můžete začít opracovávat obrobek;
3) Vyměňte rezervní ventil následovně;
A) V manuálním režimu spusťte píst až úplně dolů;
B) Vypněte motor olejového čerpadla ohraňovacího lisu a vypněte napájení;
C) Demontujte rezervní ventil ze sedla ventilu;
D) Vyměňte za nový rezervní ventil;
E) Poté, co se plunžr vrátí do své původní polohy, je nový rezervní ventil správně nastaven a obrobek může být po suchém provozu normálně zpracován;
12. Seřízení synchronního servoventilu
1) Za normálních podmínek se píst nepohybuje. Nejprve zkontrolujte, zda je obvod normální. Po potvrzení, že obvod je normální, lze servoventil zkontrolovat následovně:
A) Zadejte příkaz, vyberte test ventilu;
B) Vyberte levý nebo pravý ventil;
C) Zatřeste setrvačníkem, abyste zjistili, zda se napětí mění;
D) Pokud nedojde k žádné změně, musí být synchronní servoventil vyčištěn nebo vyměněn;
2) Způsob čištění synchronního servoventilu je následující:
A) Spusťte píst do dolní polohy v ručním režimu;
B) Vypněte motor olejového čerpadla stroje a vypněte napájení stroje;
C) Odpojte zástrčku řídicího obvodu synchronního servoventilu;
D) Odšroubujte spojovací šroub synchronního servoventilu a sejměte sedlo ventilu;
E) Demontujte synchronní servoventil a demontujte synchronní servoventil. (Tam, kde je těsnění barvy, nemělo by se otevírat.)
F) Odstraňte jádro ventilu a odstraňte otřepy pomocí metalografického brusného papíru, aby se jádro ventilu mohlo volně pohybovat v těle ventilu;
G) Vyčistěte cívku ventilu benzínem. Sestavte synchronní servoventil;
H) Zajistěte spojení mezi synchronním servoventilem a sedlem ventilu šrouby;
I) Namontujte zástrčku řídicího obvodu synchronního servoventilu;
J) Po instalaci zkontrolujte synchronní servoventil (pokud není v pořádku, doporučujeme synchronní servoventil vyměnit).
K) Poté, co test ukázal uspokojivý výsledek, stroj se vrátí do původního stavu;
L) Po normálním suchém provozu lze obrobek zpracovat;
Pokud se vám článek líbil, dejte like, sdílejte ho se svými přáteli a zanechte komentáře!
Oblíbené ohýbačky plechu:
Síla 30 tun. Délka ohybu 1600 mm. Vzdálenost mezi sloupy je 1100 mm. Hloubka čelistí 180 mm. Výkon motoru 3 kW.
Síla 160 tun. Délka ohybu 3200 mm. Vzdálenost mezi sloupy je 2600 mm. Hloubka čelistí 320 mm. Výkon motoru 11 kW.
















