Malování ploch se skládá z řady postupně prováděných operací, které lze rozdělit na přípravu k lakování a na průměrnou malbu. Operace pro přípravu podkladu pro lakování zahrnují: čištění a vyrovnání podkladu, základní nátěr (priming), tmel, broušení a druhý základní nátěr.
Povrch, který má být natřen, musí být vysušen, očištěn od prachu a nečistot, postříkání roztokem, mastných skvrn, koroze a pečlivě vyrovnán. Drsné povrchy omítky se uhladí, drobné trhliny se rozšíří a utěsní maltou do hloubky minimálně 2 mm. Omítnuté povrchy se po zaschnutí uhladí pemzou nebo dřevěným špalkem, kovové povrchy se očistí od rzi kovovými kartáči nebo pískovačem.
Vlhkost omítnutého nebo betonového povrchu před nátěrem by neměla překročit 8%, dřevěné povrchy – 12%, vlhčí povrchy lze natírat, ale pouze vápennými, cementovými a silikátovými barvami. Nátěr na dříve natřené povrchy se provádí až po důkladném vyčištění staré poškozené barvy a tmelu. Před lakováním se povrchy napenetrují, natmelí a přebrousí.
V závislosti na kvalitě připravenosti povrchů k lakování jsou rozděleny do čtyř skupin:
1) beton a sádrový beton, které nevyžadují tmel;
obloženo dřevovláknitými deskami, trhliny jsou utěsněny a tmel je aplikován na přibližně 15% plochy;
omítnuté, těsnící trhliny a tmel, na kterém zabírá přibližně 35% plochy;
povrchy po celé ploše, na kterých je nutné utěsnit trhliny a tmel.
Čištění povrchů Prach odstraňte pomocí stlačeného vzduchu nebo kartáčů. Nečistoty, mastnoty a skvrny od dehtu se odstraňují hadry, ocelovými špachtlemi a používají se různá rozpouštědla. Kovové povrchy se čistí od rzi pomocí špachtle, kartáčů, škrabek, pneumatických a elektrických brusek. Pro velké plochy čištěných ploch je vhodné použít pískovací stroje.
Základní nátěr (nanesení přípravné vrstvy) – předlakování tekutými nátěrovými hmotami – se provádí s cílem impregnovat povrch, což zajistí silnou přilnavost následných nátěrových vrstev a dodá povrchu jednotnost. i Základní nátěry pro lepicí nátěry se vyrábějí na bázi vitriolu (na 10 litrů vody vezměte 0,3 kg síranu měďnatého, 0,25 kg lepidla na dlaždice a 0,3 kg pracího mýdla), použijte vápenec, mýdlový lak, kamenec atd. vápenné a kaseinové lakování se provádí vápenným základním nátěrem, u olejomalby se povrch natírá vysychajícím olejem.
Při přípravě povrchu pro malování vodnými sloučeninami se základní nátěr provádí několikrát – před částečným mazáním jednotlivých míst, před nanesením každé vrstvy tmelu a před nátěrem; vro zajišťuje zajištění a vyrovnání základny. Základní nátěr se na povrch nanáší válečky a štětci, mechanizovaný nástřik se provádí pomocí malířských tyčí a rozprašovačů.
Příprava povrchu pro lakování se provádí ručně broušením podkladu štětci nebo válečky. Do volifu se přidává malé množství pigmentu (5 %) nebo se hotová barva pro základní nátěr povrchu zředí schnoucím olejem v poměru 10:1 až 8:1. Přítomnost pigmentu ve složení základního nátěru umožňuje během práce najít možné mezery na povrchu a okamžitě je napenetrovat. Používá se vysoušecí olej Oxol, který za příznivých podmínek zaschne během jednoho dne. Nanášení tmelu nebo nátěrové kompozice na ještě vlhký podklad vede k tvorbě bublin a odlupování povlaku. Pro základní nátěry se v poslední době začaly místo vysychajícího oleje hojně používat vodně-olejové primery.
Tuk – vyplnění tmelem zjevné nerovnosti na ošetřovaném povrchu: praskliny v dřevěných konstrukcích, praskliny v omítce, poškozená místa na betonových plochách.
Tmelení povrch – nanesení tmelové kompozice na napenetrovaný povrch v rovnoměrné vrstvě 1 mm. V závislosti na pojivu se z tmelových past vyrábí lepidlo, olej, olejové lepidlo a lak. K ručnímu nanášení past na povrch se používají dřevěné, kovové a pryžové stěrky různých velikostí a provedení. S mechanizovanou metodou se rozšířily vzduchové rozprašovače a mechanizované špachtle, kompozice se nanáší na povrch pod tlakem. V závislosti na požadavcích na nátěr se povrchy jednou nebo vícekrát tmelí s mezibroušením a základním nátěrem. Pasta pro mazání by měla být hustá, pro tmel – střední konzistence.
Broušení — vyhlazení povrchu a odstranění všech nerovností na něm se provádí po každém mazání a tmelení pemzou nebo brusným papírem ručně, pneumatickými nebo elektrickými bruskami.
Nátěrové hmoty a polotovary se připravují ve speciálních dílnách a v mobilních lakovacích stanicích, mezi které patří brusky barev, míchačky, brusky, vařiče lepidla a vibrační třídiče.
Příprava povrchu je pracný, komplexní proces, ve kterém je důležité vše: správně sled prací, odstranění kovových vad, odmašťování, odstraňování prachu, klimatické podmínky atd.

Aniž bychom ubírali na důležitosti všeho výše uvedeného, největší význam při přípravě povrchu má stupeň čistoty připravovaného kovu, protože právě tento parametr určuje trvanlivost povlaku.
Jaký je tedy stupeň přípravy povrchu pro lakování? Stupeň přípravy je stav povrchu, který splňuje určité požadavky popsané v příslušných normách.
U nás se pro posouzení stupně přípravy povrchu pro lakování používají dvě normy:
– GOST R ISO 8501-1-2014 (ISO 8501-1) „Příprava ocelového povrchu před nanášením barev a souvisejících produktů. Vizuální posouzení čistoty povrchu. Stupeň oxidace a stupeň přípravy nepotaženého ocelového povrchu a ocelového povrchu po úplném odstranění předchozích povlaků“
– GOST 9.402-2004 „ESZKS. Nátěrové barvy a laky. Příprava kovových povrchů pro lakování.”
V tomto článku se omezíme na zvážení pouze GOST 9.402-2004 a dotkneme se také některých aspektů aplikace norem SSPC-SP.
GOST 9.402-2004 se zaměřuje na technologické postupy chemické přípravy povrchu. Přesto lze stupně přípravy povrchu uvedené v normě často nalézt v technických požadavcích na průmyslová zařízení.
Norma má svůj vlastní klasifikační systém pro stupně čištění, který se liší od systému navrhovaného GOST R ISO 8501-1-2014. Navíc podle této normy závisí stupeň přípravy povrchu na provozním prostředí a řadě dalších faktorů, to znamená, že na rozdíl od GOST R ISO 8501-1-2014 nebudete moci libovolně přiřadit stupeň povrchové úpravy. příprava, pokud používáte GOST 9.402-2004.
Oxidační stavy
Analogicky s GOST R ISO 8501-1-2014, GOST 9.402-2004 popisuje čtyři oxidační stavy:
A – povrch oceli je téměř celý pokryt okujemi pevně přilnutými ke kovu, ale téměř bez rzi;
B – povrch oceli začíná rezavět, mlýnské okují za ním začínají zaostávat;
C – povrch oceli s okujemi usazenými v důsledku koroze nebo z nichž byly okují odstraněny; Při vizuální kontrole jsou na povrchu pozorovány jednotlivé důlky;
D – ocelový povrch s okujemi usazenými v důsledku koroze, na kterých je při vizuální kontrole pozorována důlková koroze po celém povrchu.
Charakteristiky oxidačních stavů v GOST R ISO 8501-1-2014 a GOST 9.402-2004 jsou si blízké. Rozdíl je v tom, že v GOST R ISO 8501-1-2014 je stupeň oxidace uveden ve stupni přípravy povrchu a používá se při výběru fotografického standardu, podle kterého se provádí srovnání, a v GOST 9.402 se používá stupeň oxidace. pouze stanovit maximální možný dosažitelný stupeň čištění při použití různých metod přípravy povrchu.
Úrovně přípravy povrchu
Pro kovové povrchy kovových konstrukcí popisuje GOST 9.402-2004 čtyři stupně čištění. Zde je tabulka 9 (výňatek z GOST 9.402-2004):
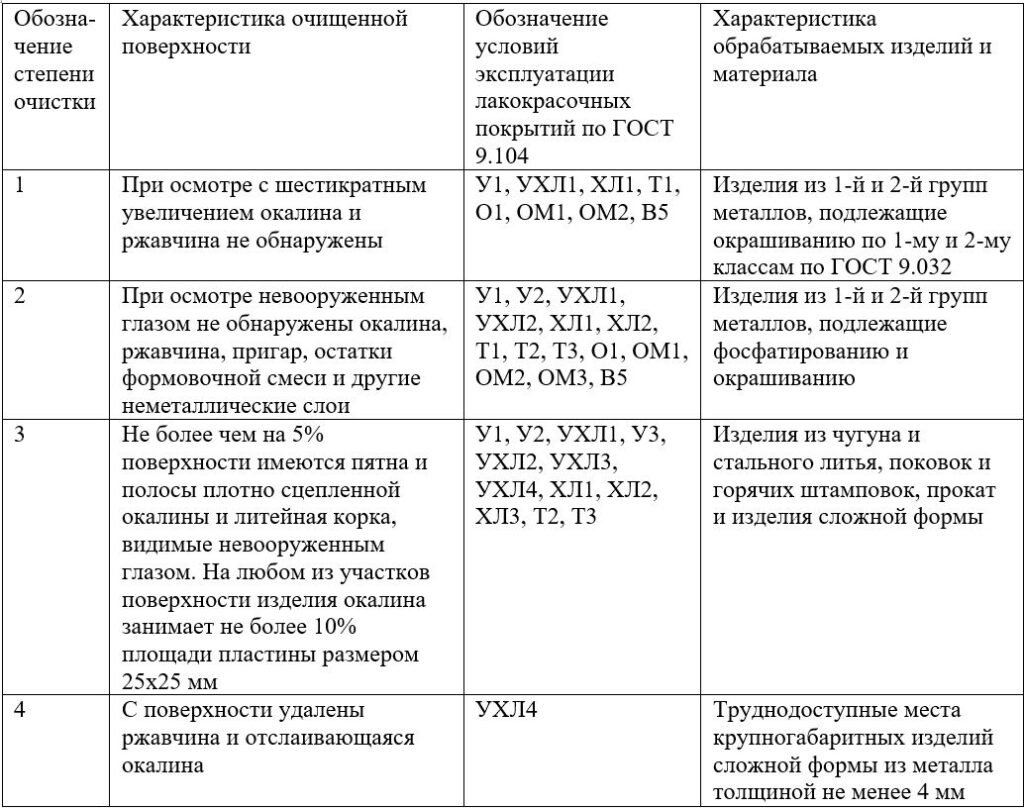
Z tabulky zejména vyplývá, že:
- Méně kvalitní přípravek se nepoužívá pro agresivní provozní podmínky: např. stupeň 3 nelze použít v mořském klimatu (MC);
- Pro velmi vysoké nároky na povrchovou úpravu (třídy nátěru 1 a 2) se používá velmi kvalitní čištění;
- Pro těžko dostupná místa je přidělena samostatná úroveň přípravy – úroveň 4.
Vysvětleme, že skupina 1 kovů (pravý sloupec tabulky) zahrnuje uhlíkovou ocel běžné kvality v souladu s GOST 380, tenký plech s nízkým obsahem uhlíku v souladu s GOST 9045, válcovanou vysokopevnostní ocel v souladu s GOST 19281, válcovaná ocel pro stavební konstrukce v souladu s GOST 27772, válcovaná tenká uhlíková ocel, vysoce kvalitní a běžná kvalita podle GOST 16523.
Kovy skupiny 2 zahrnují válcované výrobky z vysokopevnostní oceli (nízkolegované oceli) podle GOST 9281 a šedé litiny.
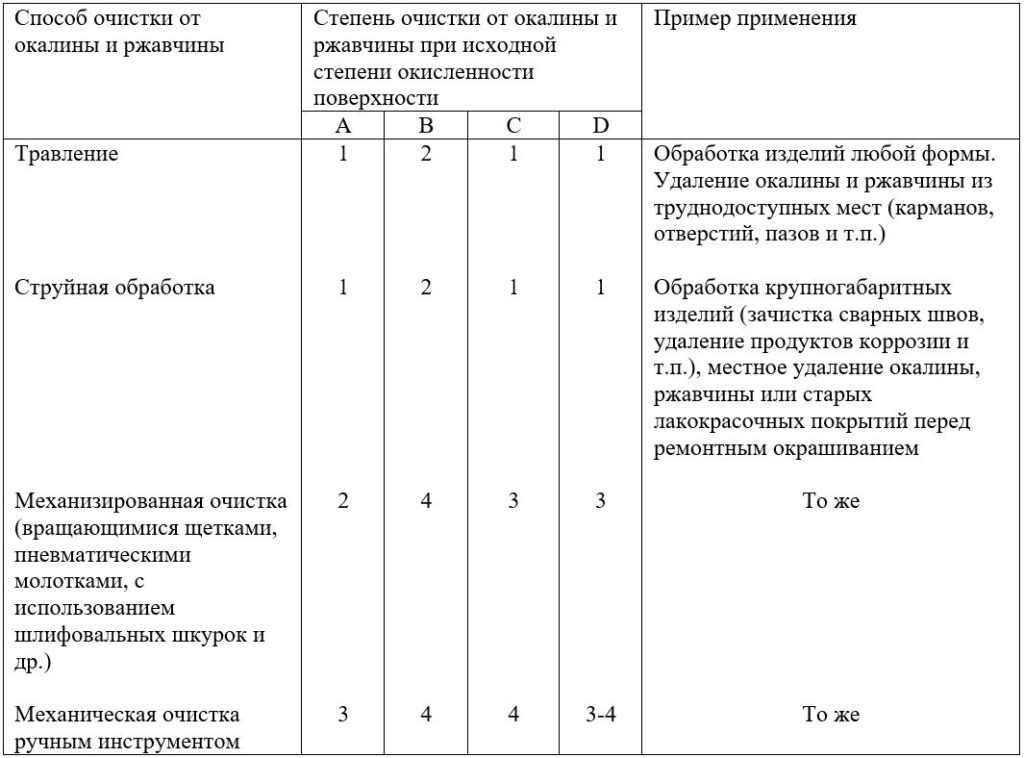
GOST 9.402-2004 nerozděluje stupeň čištění podle typu povrchové úpravy: stupně popsané v normě lze použít pro mechanickou i abrazivní tryskací přípravu.
Tabulka 10 ukazuje, jakých stupňů lze dosáhnout použitím různých metod přípravy. Například abrazivním tryskáním lze dosáhnout velmi dobré přípravy povrchu (stupně 1 a 2), možnosti mechanického čištění jsou však omezené: těmito metodami obvykle nedosáhnete vyššího stupně než 3 (stupeň 2 pouze pro oxidační stupeň A) . Pomocí ruční přípravy můžete získat povrch se stupněm přípravy ne vyšším než 3.
Tabulka 10 – Maximální stupeň čištění od vodního kamene a rzi při použití různých metod (výňatek z normy)
Aplikace GOST 9.402-2004
GOST 9.402-2004 platí pro výrobky vyrobené ze železných i neželezných kovů a slitin, avšak stupně 1-4 popsané v normě se vztahují pouze na železné kovy.
Norma umožňuje sledování stupně přípravy povrchu pomocí textových popisů (výše je uvedena tabulka 9, která poskytuje textové popisy). Ke kontrole slouží deska z průhledného materiálu o rozměrech 25x25mm se vzájemně kolmými liniemi tvořícími čtverce o rozměrech 2,5×2,5mm, která se pohybuje po povrchu výrobku. Stupeň čištění od vodního kamene a rzi je určen poměrem počtu čtverců obsazených vodním kamenem a rzí k celkovému počtu čtverců, vyjádřený v procentech.
Je povoleno provádět vizuální kontrolu podle fotografických norem ISO 8501-1, i když není zcela jasné, jak to provést, protože mezi stupni popsanými v těchto normách prakticky neexistuje žádná korelace.
Norma je skvělá, když se zabýváte relativně malými výrobky (například strojírenské výrobky), ale není příliš vhodná pro průmyslové lakování.
Je vhodné ovládat povrch kovové konstrukce pomocí čtvercové desky o rozměrech 25×25 mm?
Jak praktické je aplikovat stupeň 1 na kovové konstrukce, jejichž posouzení shody se provádí kontrolou při šestinásobném zvětšení? Na skutečné kovové konstrukci je extrémně obtížné dosáhnout absence okují a rzi na povrchu při šestinásobném zvětšení, kromě toho stupně Sa2,5 nebo dokonce Sa3 podle GOST R ISO 8501-1-2014, které vyžadují kontrolu pomocí pouhým okem, jsou v praktickém použití naprosto dostačující.
Jak je to s odstraňováním rzi na těžko dostupných místech (stupeň 4)? Na skutečných kovových konstrukcích to není v žádném případě snadné, protože jsou obtížně přístupná.
Je arzenál úrovní přípravy povrchu dostupný v GOST 9.402-2004 dostatečný pro všechny možné případy? Naše odpověď je nepravděpodobná, zvláště vezmeme-li v úvahu, že stupeň 1 je pro skutečné kovové konstrukce prakticky nepraktický a samotné stupně přípravy nejsou voleny libovolně, ale jsou vybírány v závislosti na provozních podmínkách a třídě nátěru podle GOST 9.032.
Srovnání a korelace GOST R ISO 8501-1-2014 a GOST 9.402-2004
V níže uvedené tabulce jsme porovnali dva standardy podle různých kritérií:
















