Pro zpracování kovu a získání dobrých obrobků se v mnoha případech používá ohýbačka segmentových plechů. Abyste dosáhli slušného výsledku, musíte znát nejen hlavní vlastnosti tohoto zařízení, ale také princip jeho fungování. Je také vhodné vzít v úvahu, že existují různé typy takových zařízení, vyráběné různými společnostmi.
Jmenování
Plechová zařízení, včetně strojů na ohýbání segmentů, se používají v celé řadě výrobních a jiných zařízení. Právě operace ohýbání se praktikuje velmi často. Taková manipulace nám umožňuje vyvíjet jak velmi jednoduché, tak velmi složité konfigurace hotových výrobků.
Technicky je ohýbačka plechu obyčejný lis, který může mít širokou škálu provedení. Tato technika může být určena pro tlustý kov.
S jeho pomocí dělají:
- střešní komponenty;
- detaily ventilačních systémů;
- krabice;
- vlečka;
- dveře
- různé krabice;
- části oken;
- mnoho dalších druhů kovových výrobků.
Pro stavbu a vybavení dílen se často používají ruční ohýbačky segmentů. Jsou relativně levné a fungují docela efektivně. Nejčastěji se takové zařízení používá pro práci s plechy o tloušťce 0,05 – 0,06 cm. Pokročilé modely mohou dokonce pracovat s obrobky, které mají dekorativní povlak. Existují možnosti určené jak pro běžné dílny, tak pro malé, dokonce i pro velké závody a továrny.
Princip činnosti
Akční metoda dost jednoduché. Na přítlačném nosníku jsou namontovány rychle odnímatelné díly. Jsou zodpovědní za to, aby obrobek získal určitý tvar. Otočná část má jinou funkci – právě s její pomocí je zajištěn potřebný ohyb. Energii pro otáčení zajišťuje pákový pohon. Klasifikace ohýbaček plechů se provádí podle zdroje, který dává počáteční impuls. Může to být fyzická síla operátorů, hydraulické vedení nebo elektromotor. Ale bez ohledu na konkrétní zdroj energie jsou všechny hlavní části namontovány na nosném rámu.
Provádí se precizní koordinace obrobku pomocí vodících prvků. Kromě toho se používají magnetické nebo mechanické upevňovací komponenty. Pro změkčení pohybu pohyblivých částí se používají pružinové kompenzátory.
Po zahájení práce obsluha umístí ohýbací nástroje do požadovaných poloh. Obrobek je upevněn přesně v mezeře oddělující pracovní a přítlačný nosník. K jejímu držení pomohou předem přesně umístěné zarážky. Poté rotační mechanismus přejde do daného úhlu, při jeho pohybu se obrobek opře o matici segmentů a plech je zvlněn.
Poslední fází práce je vrácení všech pohyblivých částí do původní polohy, po které lze obrobek vyjmout.
Segmentový ohýbací aparát se začal používat relativně nedávno. Ale již se objevilo několik různých druhů takové technologie. Ruční ohýbačka plechu je relativně efektivní a velmi jednoduché. Jedná se o spolehlivé a snadno použitelné zařízení. Problém je v tom Síla a výkon ručních ohýbacích zařízení neuspokojuje drtivou většinu lidí. Použití elektromechanického pohonu může výrazně zlepšit provozní efektivitu.
Konstrukce elektromechanických strojů zahrnuje:
- lůžka (k nim jsou připojeny zbývající části zařízení);
- lisovací a ohýbací díly (poháněné elektromotorem);
- samotný elektrický pohon;
- vodítka, díky nimž je obrobek přesně umístěn a sleduje určitou dráhu;
- zarážky, které zabraňují nežádoucímu pohybu obrobků;
- skříň pro elektrická zařízení a hlavní ovládací prvky.
Dobré ohýbačky plechu na bázi elektromotoru jsou navíc vybaveny převodovkami. Tím se zvyšuje nejen produktivita zařízení, ale také jeho velikost a hmotnost. Proto se taková zařízení obvykle používají v průmyslových podnicích. Hydraulická ohýbací zařízení však mají tradičně nejvyšší produktivitu. Je to pravda, segmentové stroje tohoto druhu jsou vzácné, protože pohon je neúměrně velký a výkonný.
Zvláštní pozornost si zaslouží ohýbačka plechů třísegmentového typu. Jedná se o jakési „mistry“ mezi ohýbacími zařízeními. Přítomnost tří segmentových nosníků umožňuje provádět ohyby nejsložitějších profilů. Ani ty nejlepší přímočinné ohýbačky plechu nedokážou dosáhnout stejného efektu. Široká škála zařízení pro ohýbání kovů vyrábí různé společnosti – je čas se s nimi blíže seznámit.
Výrobci
Dobrým příkladem ohýbačky plechu je model BLACKSMITH PBB2520/1,0. Tento ohraňovací lis má ruční i nožní ovládání. Pomocí takového zařízení můžete:
- box;
- paleta;
- odlivy;
- střešní prvky.
Přípustná tloušťka zpracovávaných plechů nepřesahuje 0,1 cm, jejich šířka je do 252 cm, standardní úhel ohybu je do 135 stupňů. Paprsek se zvedne o 4,5 cm Hmotnost zařízení je 590 kg. Jako alternativu můžete zvážit čínskou Anchor Corvette. Maximální úhel ohybu je také 135 stupňů. Systém dokáže zpracovat plechy až do tloušťky 0,15 cm Šířka obrobků je maximálně 105 cm Čistá hmotnost tohoto stroje je 197 kg.
Jako příklad lze uvažovat ohýbačku plechu vyráběnou v Rusku “Atlantský segment”. Délka ohýbací části pro různé modely Atlant je 180, 250 nebo 280 cm. Střih může dosáhnout 150, 230 nebo 250 cm. Válečkové nůžky jsou zpočátku součástí dodávky. Ovládání se provádí ručně. Další vlastnosti Atlantu jsou následující:
- schopnost pracovat nejen s plechem, ale také s pásovým kovem;
- Vhodné pro zpracování hliníku, mědi, mosazi;
- přípustnost provozu při teplotách od – 20 do + 35 stupňů;
- výroba segmentů ze zvláště odolných jakostí oceli.
V dalším videu najdete recenzi ruční ohýbačky segmentů Stalex PBB 1020/3SH.
Ohýbání je energeticky nenáročná operace plastické deformace kovů, a proto nevyžaduje působení velkých sil na ohýbaný obrobek. Pro změnu osy relativně tenkých (do 2 – 2,5 mm) ocelových výrobků se proto často používají ručně poháněné ohýbačky plechu.


S odpovídajícím technickým školením a vybavením si dokonce můžete takovou ohýbačku plechu vyrobit sami. V jedné výrobě je podíl dílů s různými konfiguracemi poměrně velký. Tradiční ohraňovací lis s pevně fixovaným tvarem ohýbačky není v takových případech opodstatněný. Proto stále častěji v běžném životě, na různé stavební práce, v autoservisech atp. najdete ruční ohýbačku plechu se segmentovým pracovním nástrojem.
Zařízení a princip činnosti
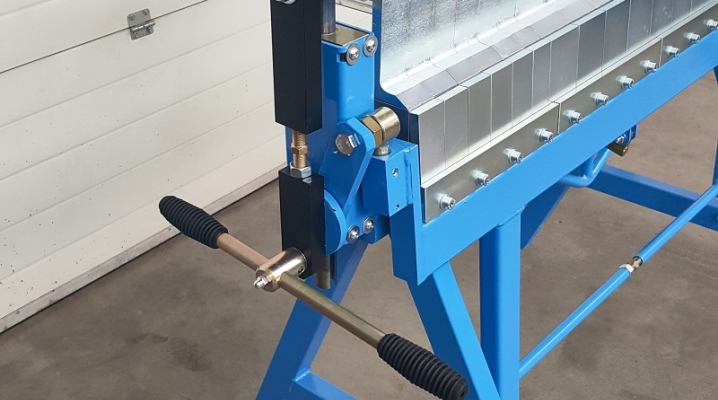
Ruční ohýbačka segmentového plechu je zařízení pro ohýbání podél obrysu plechových kusových výrobků, jehož vybavení představuje soubor standardních prvků – segmentů. Tato ohýbačka plechu se skládá z následujících jednotek:
- Upínací mechanismus, na kterém je instalována sada segmentů.
- Otočný mechanismus, který zajišťuje přímé ohýbání dílu.
- Ruční pákový pohon pro natočení nosníku do požadovaného úhlu (u výkonnějších agregátů lze pohon nožním).
- Ocelový nosný rám vyrobený z válcovaných profilů, na kterém jsou namontovány všechny komponenty jednotky.
- Vodicí zařízení, která zajišťují přímost pohybu prvků.
- Svorky pro instalaci původního obrobku (často se používají magnetické a mechanické).
- Pružinové kompenzátory (volitelné), které jsou určeny pro rovnoměrnější pohyb pohyblivých částí zařízení.
Segmentové pracovní nástroje (ohýbačky) jsou obvykle vyrobeny z legované nástrojové oceli jakosti 9ХС nebo ХВГ. Sada segmentů má pracovní a přistávací část. Přistávací část každé matrice odpovídá místu jejího uchycení a pracovní část je navržena pro nejběžnější možnosti ohýbání dílů. Výroba nástrojů je nejlepší variantou pro objednávání nástrojů, protože matrice musí mít nízkou drsnost Ra 1,6 – 2,5 s tvrdostí v rozmezí 52 – 57 HRC. Protože ruční ohýbačka plechu nejčastěji nemá zařízení pro nastavení zdvihu pohyblivého nosníku, je výška, kterou má segmentový nástroj, u všech zápustek stejná.
Segmentová ruční ohýbačka plechů funguje takto. Před zahájením ohýbání operátor vybere požadovanou sadu matric a nainstaluje segmentový nástroj do sedla. Obrobek připravený k ohýbání je instalován v mezeře mezi upínacím a pracovním nosníkem, fixován na předem nastavené dorazy a bezpečně upnut. Pomocí rukojeti se rotační mechanismus pohybuje do požadovaného úhlu a v procesu přitlačování obrobku k požadované matrici stlačuje výrobek podél jeho pracovní části. Návrat této jednotky lze provést buď otočením rukojeti zpět, nebo působením speciální pružiny (tuto schopnost mají některé průmyslové ohýbačky plechu).
Technické možnosti ručních ohýbaček segmentů
Modely nabízené na trhu poskytují:
- ohýbání výrobků z tenkého plechu do délky 1,5 m;
- ohýbání výrobků z neželezných kovů a slitin (hlavně hliníku a mědi o tloušťce do 2,5 – 3 mm) do délky 4 m;
- úhel ohybu 135 – 180°;
- možnost instalace předem zakřivených hran polotovarů do stroje.
Přesnost ohybu je zajištěna předběžným nastavením mezer v otočném mechanismu. Pro zvýšení funkčnosti jsou některé modely takových jednotek vybaveny válečkovým řezacím nožem, se kterým můžete provádět řadu separačních operací (například řezání).
Ohýbačka segmentů plechů pro kutily obvykle nemá celý rozsah funkcí popsaných výše. Obvykle se vyrábí pro splnění specifických výrobních potřeb. Zejména pro snížení celkových výrobních nákladů je vhodné vyrobit segmentový nástroj z běžné nástrojové oceli třídy U10 nebo U12. Rozsah segmentů je také omezenější. U nemagnetických materiálů se obrobek upíná při procesu ohýbání šroubovým mechanismem, pro zpracování ocelových obrobků je praktičtější použít magnetickou upínku.

Konstrukce tohoto typu zařízení se také liší umístěním segmentů: u většiny modelů je akceptováno vertikální umístění, ale nachází se také šikmé umístění. Volba je určena pohodlností práce: zejména u matric s malou výškou lze sady ohýbacích segmentů umístit vertikálně a se značnými ohybovými zdvihy je výhodnější šikmé uspořádání. Nejčastěji se ruční ohýbání segmentů používá pro výrobu produktů, jako jsou krabice a víka: palety, obalové obaly, plechy na pečení, kryty ventilačních zařízení atd.
Vlastní výroba ohýbačky segmentového plechu
Práce na získání tohoto vybavení vlastníma rukama začíná výrobou výkresů. Konstrukce jednotky musí být navržena pro specifické potřeby výroby a pro daný výrobní program, aby nedocházelo ke zbytečným finančním nákladům. Existují doporučení, že takový stroj na ohýbání plechu může být dokonce vyroben ze dřeva, ale funkčnost zařízení bude velmi omezená a pracnost zpracování odolného dřeva (habr, buk, hruška) je zcela srovnatelná s náklady na kov zpracovává se. Další otázkou je volba stupně kompaktnosti – ruční ohýbačka plechu může být pohyblivá, nebo může být namontována napevno. Poté můžete začít objednávat (nebo si je vyrábět sami, pokud máte správnou výrobní základnu) následující součásti a díly:
- Dvě hřídele, na kterých budou instalovány přítlačné a rotační nosníky.
- Nosný rám – nosná konstrukce, na kterou budou namontovány všechny komponenty jednotky.
- Ovládací rukojeť-páka, nebo rámový pedál (pro nožní pohon).
- Svorky a omezovače, které určují přesnost instalace obrobku v mezeře mezi matricí a přítlačným paprskem.
Pro práci budete potřebovat: za studena válcované ocelové tyče kruhového průřezu (optimální třídy oceli jsou alespoň ocel 40, průměr tyče je alespoň 20 mm), žlabové tyče od č. 6 a také ocelové úhelníky s průřezem minimálně 50×50 mm . V závislosti na podmínkách, ve kterých bude ohýbačka plechu umístěna, se rozhoduje o nákupu korozivzdorných válcovaných výrobků, nebo běžných válcovaných výrobků, které bude nutné později natřít barvou odolnou vůči povětrnostním vlivům. Pro upevnění ohýbaných obrobků je nutná magnetická svěrka (je lepší objednat samostatně, protože v nespecializovaných podmínkách je zpracování magnetických materiálů velmi únavné). K provádění svářečských prací na výrobě zařízení je kromě soustružnických a frézovacích strojů zapotřebí svařovací stroj. Pro následnou úpravu hotových celků se bude hodit ruční šroubový lis. Podle výkresů je také vybrán požadovaný rozsah spojovacích prvků. Vzhledem k tomu, že hotová jednotka musí poskytovat požadovanou přesnost ohybu, v procesu její výroby se neobejdete bez kontrolních a měřících nástrojů a šablon – měřícího čtverce, tyče, vodováhy. Montáž ohýbačky plechu se provádí za přísného dodržování pravidel uvedených v montážním návodu (většinou je vždy přiložen k výkresům).
Kontrola a seřízení hotové jednotky
Funkčnost zařízení je lepší zkontrolovat pomocí kartonové rozpěrky požadované tloušťky. Umístí se do upravené mezery mezi pohyblivými částmi, načež se paprsek otočí pod úhlem minimálně 130 – 150°. Vzorek by neměl vykazovat žádné známky otřepů, promáčklin atd. vady a tloušťka těsnění by měla zůstat stejná. V opačném případě opatrně upravte mezery utažením montážních šroubů. Někdy dochází v místě ohybu ke skládání nebo jsou viditelné stopy po nástroji. To je známka nekvalitní výroby pracovních segmentů. V takových situacích by měly být zkontrolovány jako celá sada a vadné segmenty by měly být odeslány k přepracování nebo přepracování (častěji přebroušení). Další fází nastavení je nastavení volné vůle rukojeti nebo pedálu. Nemělo by to být více než 10 mm, jinak bude pro operátora obtížné „chytit“ okamžik začátku ohýbání při použití ručního pohonu. To je důležité, protože při ohýbání absolutně všech kovů a slitin dochází k jejich zpětnému odpružení – samovolnému poklesu hodnoty úhlu ohybu. Úhel pružiny je větší u ocelových obrobků a menší u tažnějších, ale v průměru je 2 – 8°.














