
Řezání vodním paprskem je možná nejslibnější technologie pro řezání materiálů. V tomto článku se seznámíte s historií strojů, funkčností moderních modelů a také zjistíte, proč ruské firmy volí řezání vodou spíše než laserové stroje.
Historie vzniku technologie vodního paprsku
Prototypy moderních vodních tryskacích strojů se objevily na počátku 19. století. Horníci ze Sovětského svazu a Nového Zélandu používali tlakovou vodu k odplavování uvolněné uhelné horniny. O něco později začali stejný koncept používat těžaři zlata ve Spojených státech během zlaté horečky. Pomocí proudu vody izolovali vzácný kov a nasměrovali jej dolů speciálními kanály. Přestože dnes hydraulická těžba není primární funkcí vodních paprsků, znamenala začátek řady vynálezů, které vedly k tomu, že voda byla účinným řezným médiem.
Ve 30. letech minulého století se pro řezání papíru začalo používat řezání vodním paprskem. Proces byl prováděn s čistou vodou. A v roce 1935 vyvinul Američan Elmo Smith inovativní myšlenku přidání abraziva do vodního paprsku, což zase zlepšilo kvalitu řezu a umožnilo pracovat s tvrdými materiály.

První vodní paprsek od americké společnosti KMT
Konstrukce vodního paprsku a princip jeho činnosti
Moderní stroje na řezání vodním paprskem se skládají z 5 hlavních součástí: čerpací stanice, souřadnicový stůl, řezací hlava, systém přívodu abraziva a stojan obsluhy. Konstrukce strojů od různých výrobců se může mírně lišit a být zarostlá přídavným zařízením, ale obecně „kostra“ instalace vypadá přesně takto.

Čerpadlo je „srdcem“ systému. Je zodpovědný za čerpání tlaku vody. Podle stupně výkonu se čerpací stanice vodních strojů dělí na dvě podskupiny: 4000 bar a 6000 bar. V posledních letech výrobci začali vyrábět čerpadla s větším výkonem, ale jsou vhodná pro extrémně složitou práci a nejsou žádaná ve většině podniků na zpracování kovů nebo kamene.
Čerpací stanice se také designově dělí na dvě skupiny. Přicházejí v typu multiplikátoru a přímé akce. První typ vytváří vratné pohyby plunžrů přívodu vody tlakem oleje na centrální (hydraulický) píst. Dvacetinásobný rozdíl v oblastech hydraulického pístu a konce plunžru poskytuje 20násobné zvýšení tlaku. To znamená, že při dodávce oleje pod tlakem 200 atmosfér získáme tlak vody 4000 atmosfér (bar).
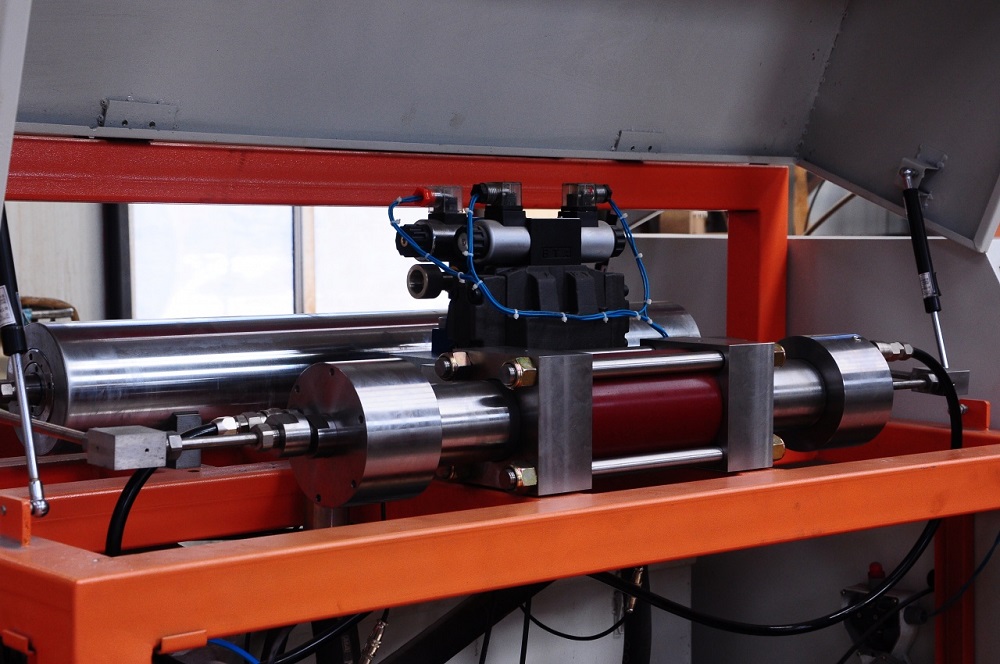
Přímé čerpací stanice se skládají ze tří pístů pro čerpání vody, jejichž pohyb se provádí klikovým hřídelem.
Dále je voda směrována přes vysokotlaké trubky do řezací hlavy. Jedním z jeho prvků je směšovací komora. Smíchá kapalinu s abrazivním materiálem. Výsledná směs vstupuje do zaostřovací trubice a rychlostí ≈1000 metrů za sekundu naráží do obrobku, který leží na souřadnicovém stole. Miliony abrazivních částic působí jako nosiče energie a při dopadu na výrobek z něj odtrhávají mikroskopické kousky.
S přidáním abraziva se řezná síla vody stonásobně zvýší a je schopna řezat téměř jakýkoli materiál. Nejoptimálnějším brusivem je granátový písek frakce 80 mesh. Přednost se dává aluviálním (oceánským) ložiskům. Tento písek má vysokou tvrdost, průměrnou zrnitost (0,25÷0,45 mm) a nezanáší zaostřovací trubici.
Výhody řezání vodním paprskem oproti laserovému stroji
Řezání vodním paprskem má oproti laserovým nebo pásovým pilám řadu nepopiratelných výhod.
Za prvé, toto schopnost řezat jakýkoli materiál. Laser nebo pila výrazně omezují směr činnosti podniku, zatímco stroj vodním paprskem snadno řeže kov (včetně titanu), kámen, gumu, sklo, kůži a papír. Současně neexistují prakticky žádná omezení tloušťky produktu. Stroj vodním paprskem je schopen řezat kamenné nebo kovové obrobky o velikosti desítek centimetrů. Jedinou otázkou je, jak dlouho trvá proud vody „prorazit“ extrémně velké tloušťky.
Druhým nejdůležitějším aspektem technologie vodního paprsku je žádné vysoké teploty. Při zpracování kovu na laserové nebo pásové pile se řezná hrana zahřeje, což má za následek tvorbu návarů. K jeho odstranění je nutné provést další operace, například broušení. To zvyšuje náklady i dobu výroby součásti. Vodní paprsek funguje jako řezný a zároveň chladicí nástroj. Z vodního paprsku tedy vychází téměř hotový výrobek.
Třetí na seznamu, ale ne v pořadí důležitosti ekonomický aspekt. Protože proud vody vycházející z zaostřovací trubice může být silný jako lidský vlas, zařízení snižuje náklady na šrot. V procesu řezání vodním paprskem je množství kovových třísek minimalizováno a samotné obrobky mohou být řezány co nejblíže k sobě. To vám umožní ušetřit na materiálu.
Kromě své všestrannosti a ekonomické proveditelnosti je vodní paprsek také technologie šetrná k životnímu prostředí. Stroje tohoto typu nevypouštějí do atmosféry škodlivé plyny, takže jsou absolutně bezpečné pro lidi, zvířata, rostliny i životní prostředí.
Hlavní nevýhody řezání vodním paprskem
Mezi klíčové nevýhody technologie řezání vodním paprskem patří tři hlavní body.
- Kužel. Při průchodu tloušťkou materiálu vodní paprsek slábne, v důsledku čehož se šířka otvoru na výstupu zmenší než na vstupu. Tato nevýhoda se tradičně řeší snížením řezné rychlosti.
- Životnost trubky. V závislosti na tlaku a množství abraziva nepřesahuje životnost trysky stovky hodin nepřetržitého řezání. Naštěstí se trysky vyrábějí hromadně a jejich cena nepřesahuje několik tisíc rublů na jednotku.
- Řezná rychlost tenkého ocelového plechu. Řezání vodním paprskem je v tomto parametru horší než laserové stroje.
Největší výrobci vodních strojů na světě
Lídry na trhu výroby strojů vodním paprskem jsou USA a řada evropských zemí. Mezi přední společnosti patří Flow, KMT, OMAX, BFT, PTV, Waterjet Sweden, Resato, Hypertherm, WSI a řada dalších společností. V posledních letech do tohoto výklenku aktivně proniká i Čína. Nejznámějšími vývojáři technologií vodního paprsku v této zemi jsou Teen King a Yongda.
Náklady na stroje s vodním paprskem
Cena nového stroje závisí na jeho konfiguraci: velikosti souřadnicového stolu, typu řezací hlavy a jejich počtu, výkonu čerpací stanice. Důležitou roli v ceně hraje také značka zařízení. Nejdražší modely strojů jsou „americké“. Jejich cena se pohybuje od 12 do 15 milionů rublů nebo více. Nejvýhodnější jednotky jsou vyráběny v Číně. Stroj slušné kvality z Říše středu lze zakoupit za 6-7 milionů rublů.
Náklady na údržbu stroje s vodním paprskem
Jako každé průmyslové zařízení i stroj vodním paprskem vyžaduje údržbu. Hlavním „spotřebním materiálem“ při řezání vodou je granátový písek, míchací trubice, vodní trysky a opravné sady.
Od podzimu 2021 je cena 1 tuny vysoce kvalitního brusiva z Jižní Afriky nebo Číny 42000 45000–60000 70000 rublů, z Austrálie – 1 80–100 2 rublů. Životnost směšovacích trubic a vodních trysek se počítá v provozních hodinách. Obecně se uznává, že životnost XNUMX trubice (vydrží cca XNUMX-XNUMX hodin) = XNUMX trysky.
Ziskovost práce a konkurence na trhu řezání vodním paprskem
Efektivita nákladů na řezání vodním paprskem se liší region od regionu. Je ovlivněna cenou elektřiny, vody a mzdovou sazbou provozovatele. V průměru je marže 40%-60% nákladů na minutu řezání, která se zpravidla pohybuje na úrovni 100-150 rublů a zahrnuje všechny výrobní náklady.
Stojí za zmínku, že počet instalací vodního paprsku v Rusku je stokrát menší než počet laserových strojů. V důsledku toho je konkurence v tomto výklenku výrazně nižší. Ve městě s jedním milionem obyvatel neprovozuje stroje vodním paprskem více než 5–10 podniků a možnosti použití takového zařízení jsou nekonečné.
Řezání vodním paprskem je mechanický proces, který odstraňuje materiál fyzickým kontaktem. Hlavní rozdíl od jiných procesů řezání je v tom, že se jedná o proces řezání za studena (netepelný), což znamená, že se při procesu řezání nepoužívá žádné teplo.
V moderním světě musí všechny výrobní procesy splňovat tři hlavní cíle: zvýšení objemu výroby, snížení odpadu a zlepšení kvality. Procesy, jako je 3D tisk, lisování plechů, vstřikování, laserové a plazmové řezání, se snaží dosáhnout těchto cílů a zároveň snížit náklady a dobu výroby a zároveň zvýšit efektivitu a udržitelnost.
Každý z těchto procesů má své místo ve zpracovatelském průmyslu díky různým výhodám a omezením. Moderní řezačky vodním paprskem začlenily do své konstrukce také CNC technologii, aby těchto cílů dosáhly s ještě lepšími výsledky.
V tomto článku se blíže podíváme na pokročilý proces řezání vodním paprskem.
Co je řezání vodním paprskem?
Řezání vodním paprskem využívá vysokotlaký proud vody smíchaný s abrazivním materiálem pro řezání široké škály materiálů.
Vysokotlaké vodní čerpadlo čerpá vodu. Tato voda proudí vysokotlakými trubkami do řezací hlavy. V řezací hlavě voda prochází tryskou a mění se ve velmi tenký proud. Tato tryska řeže jakýkoli materiál před sebou.
Řezací stroj vodním paprskem dokáže vyvinout tlak až 6900 barů. Pro srovnání, požární hadice obvykle vytvářejí tlaky 8 až 20 barů. Tryska stroje vodním paprskem je vybavena systémem vidění, který usnadňuje přesné a efektivní řezání dílu.
S tryskou se snadno manipuluje pro řezání různých materiálů. V závislosti na tom, zda je použita abrazivní látka nebo ne, existují dva typy metod řezání vodním paprskem:
- Abrazivní řezání vodním paprskem;
- Řezání vodním paprskem bez abraziva.
Řezání vodním paprskem
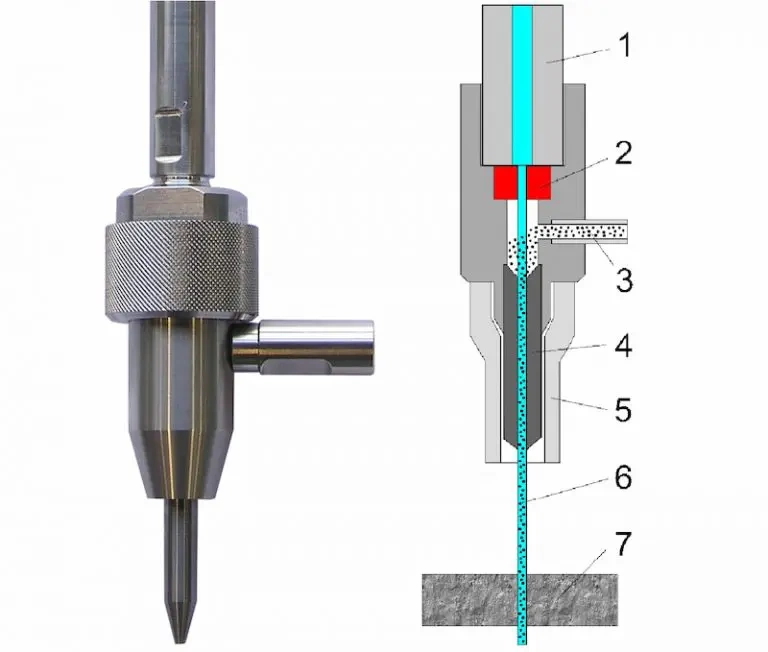
Schéma instalace řezání vodním paprskem. 1 – vysokotlaký přívod vody, 2 – tryska, 3 – přívod abraziva, 4 – míchadlo, 5 – plášť, 6 – řezací paprsek, 7 – řezaný materiál.
Při řezání tvrdších materiálů se abraziva mísí s vodou. K tomu dochází ve směšovací komoře umístěné v řezací hlavě bezprostředně před tím, než abrazivní paprsek opouští systém.
Oblíbenou látkou pro řezání vodním paprskem je žulový písek. S rostoucí tloušťkou/tvrdostí materiálu se musí zvyšovat i tvrdost použitých brusiv.
Se správnou volbou brusiva můžete řezat různé druhy materiálů. Obvykle se brusiva používají k řezání keramiky, kovů, kamenů a silných plastů. Existují však výjimky, jako je tvrzené sklo a diamanty, které nelze řezat brusivy. Tvrzené sklo se při řezání vodním paprskem rozbije.
Řezání vodním paprskem bez abraziva
Řezačky vodním paprskem pracují i bez přídavku abraziv, hlavně pro řezání měkkých materiálů. Řezačka vodním paprskem určená pouze k tomuto účelu nemá směšovací komoru ani trysku. Vysokotlaké čerpadlo tlačí tlakovou vodu skrz otvor, aby vytvořilo přesné řezy na obrobku. Ačkoli většina průmyslových řezacích zařízení využívajících technologii vodního paprsku umožňuje použití obou metod.
Proces vodního paprsku je méně invazivní ve srovnání s řezáním vodním paprskem. Proud je také extrémně tenký a nevyvíjí žádný další tlak na obrobek.
Řezání vodou bez abraziva je ideální pro měkčí materiály, jako je pěna, plsť, dřevo, pryž, potraviny a tenké plasty.
Výhody řezání vodním paprskem
Řezání vodním paprskem má určité výhody, které z něj dělají vynikající volbu pro obecné i velmi specifické aplikace. Některé z těchto výhod jsou uvedeny níže:
- Vysoká přesnost;
- Žádná tepelně ovlivněná zóna;
- Není třeba měnit nástroje;
- Nákladově efektivní proces;
- Kompatibilní s různými materiály;
- Vysoká stabilita.
Vysoká přesnost
Řezání vodním paprskem je známé tím, že poskytuje vysoce přesné řezání. Díly řezané řezáním vodním paprskem jsou velmi kvalitní, i když jsou omezeny přísnými specifikacemi.
Stroj na řezání vodním paprskem zvládne tolerance až do 0,025 mm (0,001 palce), ale tolerance 0,075 až 0,125 mm jsou běžnější pro díly o tloušťce menší než jeden palec.
Tolerance se mohou zvýšit u silnějších materiálů v závislosti na technologii. Přesnost závisí na faktorech, jako je stabilita stolu, konstrukce stroje, tok abraziva, řízení toku řezání, zpoždění toku a nejistota procesu.
Žádná tepelně ovlivněná zóna
Tepelně ovlivněná zóna (HAZ) je vedlejším produktem většiny procesů řezání za tepla. Při procesech, jako je řezání laserem, se oblast kolem řezné hrany během zpracování neroztaví, ale změní se její vlastnosti.
Změna barvy, tepelné zkreslení a zpevněné hrany mohou ovlivnit výkon konečné součásti. Takové díly vyžadují před uvedením do provozu tepelné zpracování.
Protože se jedná o proces řezání za studena, řezání vodním paprskem nevytváří tepelně ovlivněné zóny. To má za následek, že finální díly mají vynikající kvalitu hran a robustnější vlastnosti, aniž by do součásti vnášely jakékoli napětí.
Řezání vodním paprskem proto snižuje potřebu starat se o nedokonalé řezy, slabá místa a deformace. Netepelný proces řezání také znamená žádnou strusku nebo okují.
Vysoce kvalitní hotové díly
Řezání vodním paprskem poskytuje vynikající kvalitu dílů s hladkými hranami a bez nutnosti odstraňování otřepů.
Konečná kvalita závisí na několika faktorech, jako je řezná rychlost, tlak, průtok abraziva a velikost trysky. Pro dosažení optimálních výsledků může být nutné upravit parametry procesu.
Není třeba měnit nástroje
Stroj s vodním paprskem nepoužívá žádné řezné nástroje a pro zpracování různých materiálů a tlouštěk není třeba měnit trysku. Stejná tryska se používá pro různé aplikace nastavením parametrů průtoku, jako je rychlost posuvu, aby se dosáhlo vhodné řezné rychlosti.
Protože není nutná výměna nástrojů mezi materiály, stroj na řezání vodním paprskem může řezat různé materiály jeden po druhém, což zlepšuje efektivitu práce tím, že šetří čas a náklady na výměnu nástroje.
Nákladově efektivní proces
Řezání vodním paprskem je v mnoha aplikacích, zejména v potravinářském průmyslu, nákladově efektivnější než alternativní metody řezání. Proces ne vždy vyžaduje přípravky, nástroje nebo svorky, což zvyšuje rychlost výroby.
Další výhodou tohoto procesu je schopnost pokládat a řezat více vrstev materiálu v jednom průchodu. Řezané díly také nevyžadují žádné následné zpracování, což snižuje celkové náklady. Proces také vytváří minimální materiálový odpad.
Kompatibilní s různými materiály
Jak bylo vysvětleno dříve, proces řezání vodním paprskem není omezen typem materiálu. Dokáže řezat širokou škálu materiálů, pokud jsou zvoleny správné parametry procesu a brusiva. Níže se na toto téma podíváme podrobně.
Vysoká stabilita procesu
V dnešní době je udržitelnost důležitým faktorem při výběru výrobního procesu. Pokud jde o šetrnost k životnímu prostředí, proces řezání vodním paprskem splňuje všechna ta správná políčka. Má úžasné výhody, jako je žádná tvorba strusky, žádný odpad z kotelního kamene a žádná potřeba zahřívat díly. Nevytváří ani toxické výpary ani skleníkové plyny.
Hotové díly také nevyžadují žádné další zpracování, například teplo. Hlavní řezný materiál, voda, je také recyklovatelný, což snižuje dopad na životní prostředí. Kromě toho nejsou zapotřebí žádné chladicí oleje, protože samotný proud vody působí jako chladicí kapalina.
Pokud se vám článek líbil, dejte like, sdílejte ho se svými přáteli a zanechte komentáře!
Populární model stroje s vodním paprskem:

Automatizovaný komplex řezání vodním paprskem IRON MAC – WATERJET 420S 3000Х1500 (2000) mm

Řezejte všechny druhy materiálů. Tloušťka řezu až 500 mm. Vysoká přesnost pro nákupní operace. Získání hotového výrobku s minimálními náklady podobnými operacemi jiných technologií řezání. Energetická náročnost. Programování a tvorba libovolných technologických zpracovatelských operací. Oblast použití: strojírenství, výroba letadel, stavba lodí, zemědělství, lehký a potravinářský průmysl a mnoho dalších průmyslových odvětví.
















