Schopnost sestavit potrubí svépomocí je jednoznačným plusem polypropylenových výrobků. Pomocí pohodlného a lehkého materiálu můžete postavit kanalizaci vlastníma rukama, opravit a modernizovat vodovodní systém.
Hlavní věcí je pochopit specifika spojování prefabrikovaných prvků navzájem. Souhlasíte, je to důležitá část práce, zodpovědná za těsnost linky a její bezproblémový provoz.
Nabízíme vám podrobné informace o tom, jak se pájejí polypropylenové trubky, jaké zařízení se při práci používá, a také uvádíme nejčastější chyby, kterých se začínající svářeči dopouštějí.
Informace, které nabízíme, pomohou vybudovat bezproblémovou komunikaci. Pro zrakové vnímání je článek doplněn o grafické aplikace a video průvodce.
Specifika pájení polypropylenových trubek
Proces pájení se provádí díky výrazným termoplastickým vlastnostem materiálu. Polypropylen při zahřívání měkne – získává stav podobný plastelíně.
Při spojování polymerových trubek, jejichž průměr nepřesahuje 63 mm, se používá především hrdlové nebo hrdlové svařování
Pro spojení plastových trubek pájením se dvě protilehlé části (trubka a tvarovka nebo spojka) zahřejí do plastického stavu
Polymerové trubky a tvarovky ze stejného materiálu se spojují pájením: úhelníky, přímé spojky, tvarovky s kovovými závity pro instalaci uzavíracích a regulačních ventilů
Trubky o průměru větším než 63 mm se spojují natupo. Pokud však existuje tvarovka vhodného průměru, je lepší spojit se s jejím použitím.
Obecný popis technologie
Návrat materiálu do podmínek normálního teplotního pozadí přispívá k vytvrzení jeho struktury do normálního stavu. Tyto vlastnosti se staly hlavní technologií pájení, která se odborně nazývá polyfúzní svařování.
Technika pájení klempířských prvků na bázi plastu se rozšířila. Technologie je jednoduchá a vyžaduje minimální investice lidské síly a zdrojů.
V praxi se používají dva způsoby spojování svařovaných dílů:
Spojková metoda. Technika svařování ukazuje, jak lze pájet polypropylenové trubky pomocí tvarovky – spojky nebo trubky většího vnějšího průměru. Obvykle se tímto způsobem pájejí plastové trubky, jejichž průměr nepřesahuje 63 mm.
Princip svařování dvou dílů je v tomto případě založen na natavení části trubky po vnějším obvodu a části spojky po vnitřní oblasti. Poté jsou obě části pevně spojeny.
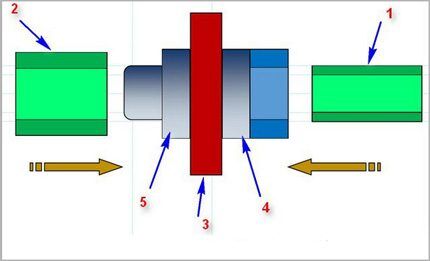
Pájení spojky: 1 – plastová trubka, 2 – spojka (nebo nátrubek), 3 – topné těleso páječky, 4 a 5 – kovové trysky (přířezy)
přímou cestou. Metoda je založena na stejném principu tavení malých úseků plastových trubek s jejich následným spojováním. Ale v tomto provedení dvě trubky o stejném průměru působí jako tupé prvky a jsou spojeny koncovými plochami.
Tento na první pohled jednoduchý způsob pájení polypropylenu vyžaduje vysokou přesnost opracování spojovaných ploch a přesné vyrovnání dvou dílů podél os při jejich pájení.
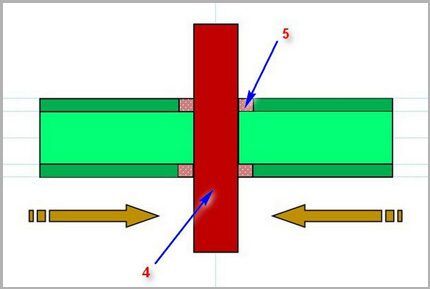
Přímé pájení: 4 – topné těleso páječky, 5 – oblast trubky vystavená tavení. Tato technika svařování plastových trubek se v domácím sektoru používá jen zřídka.
Spolu s určenými “horkými” technologiemi se praktikuje i technika “studeného” pájení. Zde se jako aktivní pájecí složka používá speciální rozpouštědlo, které dokáže změkčit strukturu polypropylenu. Tato technika se však neliší ve vysoké míře popularity.
Pájecí stroje pro svařování trubek
Jak spojka, tak přímá metoda vyžadují pájení plastových trubek speciálními svařovacími stroji. Strukturálně je technika pájení něco podobného jako elektrická žehlička.
Základem zařízení je masivní kovový topný článek, na jehož povrchu jsou instalovány odnímatelné trysky – kovové polotovary různých průměrů. Taková páječka se nazývá žehlička pro svařování.

Takto vypadá páječka (“žehlička”) pro polypropylenové trubky. Jednoduché elektrické zařízení, poloautomatické, díky kterému se pájejí plasty
Pro svařování na tupo se konstrukce páječek vyznačují zvýšenou složitostí. Obvykle takové zařízení zahrnuje nejen topné těleso, ale také systém pro centrování svařovaných dílů.
Zařízení pro přímé svařování, stejně jako samotná technologie, se v domácím sektoru zpravidla používá zřídka. Prioritou použití je průmysl.

Složitější zařízení, které se používá k přesnému vystředění svařovaných dílů s dalším procesem ohřevu a pájení. Používá se s technologií přímého svařování
Kromě páječek bude velitel potřebovat také:
- nůžky – řezačka trubek na polypropylenové trubky;
- stavba rulety;
- zámečnické náměstí;
- holicí strojek na trubky s výztuhou;
- značka nebo tužka;
- povrchový odmašťovač.
Protože se práce provádí na vysokoteplotním zařízení, používejte silné pracovní rukavice.
Postup svařování polypropylenu
Důležité upozornění! Svařování polymerních materiálů by mělo být prováděno v podmínkách dobrého větrání místnosti. Při zahřívání a tavení polymerů se uvolňují toxické látky, které mají v určité koncentraci vážný dopad na lidské zdraví.

Postup svařování polypropylenu je jednoduchý, ale vyžaduje přesnost a přesnost práce. Je třeba se také vyvarovat běžných chyb, jako je nedostatečné nebo nadměrné vytápění.
Nejprve se musíte připravit na práci:
- Nainstalujte polotovary požadovaného průměru na plato ohřívače.
- Nastavte regulátor teploty pájení na 260ºС.
- Připravte lícované díly – označte, zkoste, odmastěte.
- Zapněte pájecí stanici.
- Počkejte na nastavení provozní teploty – rozsvítí se zelená kontrolka.
Protikusy (trubka – spojka) by měly být současně umístěny na polotovary pájecí stanice. V tomto případě je polypropylenová trubka namontována ve vnitřní oblasti jednoho polotovaru a spojka (nebo objímka tvarovky) na vnějším povrchu druhého polotovaru.
Obvykle se konce trubky zasunou podél okraje dříve označené linie a spojka se zatlačí až na doraz. Při držení polypropylenových dílů na vyhřívaných polotovarech je třeba pamatovat na důležitou nuanci technologie – dobu expozice.
Trubky před pájením stříháme nůžkami na polymerové výrobky. Řez musí být přísně kolmý k ose potrubí
Vyzkoušíme tvarovku nebo spojku na odříznutý obrobek. Podél jejich okraje označíme hloubku pájení – kus trubky, který bude připojen ke svařované části
Díly určené ke svařování se současně instalují na kovové polotovary žehličky a zároveň se po uplynutí standardní doby ohřevu odstraní
Rychle a s jistotou spojujeme vyhřívané části, čímž zabraňujeme ztrátě plasticity zahřátého materiálu. Při spojování dodržujeme zarovnání, díly vůči sobě neotáčíme
Za předpokladu nedostatečného časového zpoždění existuje riziko získání nízkého stupně difúze materiálu, což ovlivní kvalitu křižovatky. Pokud jsou díly přeexponované, pak existuje vysoké riziko deformace struktury výrobku. To je plné zhoršení kvality pájení.
Doporučuje se použít tabulku, která udává optimální časovou hodnotu pro potrubí s různými technickými parametry.
Časový rozvrh pájení pro polypropylenové trubky
| Jmenovitý průměr trubky, mm | Doba ohřevu pro optimální difúzi, sec | Čas na pájení dílů, sec | Doba chlazení dílů, min |
| 20 | 5-8 | 8 | 2 |
| 25 | 7-11 | 10 | 3 |
| 32 | 8-12 | 12 | 4 |
| 40 | 12-18 | 20 | 5 |
Po optimálním přidržení dílů na polotovarech jsou tyto vyjmuty a rychle spojeny s nahřátými díly. Dokovací postup musí být proveden jasně, rychle (podle času v tabulce), při dodržení zarovnání pájených dílů.
Je povoleno provádět drobné úpravy podél os (během 1-2 sekund), ale je nepřijatelné otáčet díly, jeden vůči druhému.

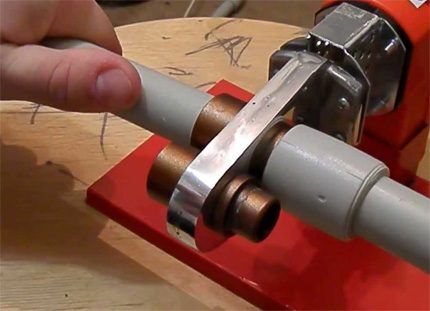
Vypadá to jako pájená konstrukce – fragment potrubí z polypropylenu. O vysoké kvalitě pájení svědčí charakteristický šev v místě vstupu trubky do tvarovky.
Uvedený čas pájení pro jakékoli polypropylenové trubky lze upravit v závislosti na podmínkách práce a materiálových indikátorech.
Pokud se například instalace provádí při teplotách okolí pod nulou, přirozeně se tyto normy zvyšují na 50 % jmenovité hodnoty. Pro každý jednotlivý nestandardní stav je doba ohřevu zvolena metodou zkušebního pájení.
Spojení trubek pájením s výztuží
Zvažte, jak správně pájet vyztužené polypropylenové trubky. Zde je povinné odstranit ochranný materiál. Přítomnost zesílené vrstvy (hliníkové fólie) ve struktuře potrubí vyžaduje dodatečné zahřívání. Ale o to nejde.
Obvykle mají takové výrobky zvětšený průměr a nehodí se na standardní trysky páječky. Před procesem pájení je třeba je vyčistit. Výjimkou jsou trubky vyztužené skelným vláknem. Standardně pájí.
Vzhledem k rozmanitosti technologií pro vyztužení polypropylenových trubek se před pájením používají různé způsoby zpracování. Ke svlékání se tradičně používá švadlena.
Před pájením vyztužených polypropylenových trubek a tvarovek se používá vrátný, který je připraví k připojení.
Aby bylo možné provést spojení, jsou z obrobku trubky odstraněny horní dvě vrstvy – polymer a hliník
Vnitřní průměr tvarovky je navržen tak, aby ji bylo možné připojit k zesílené trubce až po odstranění dvou vnějších vrstev trubky
Nevyztužené polypropylenové trubky není nutné zpracovávat s vrátným. Ale v obou případech je třeba svařovací zónu odmastit například lihovou utěrkou
Toto jméno má speciální zařízení ve formě kovového pouzdra s noži. Porter se nasadí na koncovou část trubky určené k pájení a rotačními pohyby kolem osy trubky se seškrábne zesílená vrstva na čistý plast.
Pokud je vyztužená vrstva umístěna ve střední části stěny plastové trubky, je rozumnější použít jiný nástroj pro zpracování – ořezávačku plastových trubek.

Dalším zařízením je trimr, který je nezbytný pro svařování armovaných trubek. Obklad se zpravidla používá na trubky, jejichž stěnová konstrukce obsahuje ve středové oblasti zesílenou vrstvu.
Svítidlo se od vrátného příliš neliší, s výjimkou umístění a provedení řezných prvků. Po opracování trimrem se koncová část trubky vyrovná podél konce a navíc se po celém obvodu vyřízne část vyztužené vrstvy do hloubky 2 mm. Tato úprava umožňuje pájení bez závad.
Vliv chyb na kvalitu svařování
Pomalé, pečlivě promyšlené akce jsou zárukou proti chybám, které mohou anulovat veškerou práci. Je třeba vzít v úvahu všechny detaily technologie pájení a neodchýlit se od nich ani o krok.
Časté chyby, v jejichž důsledku se objevují vadné uzly instalované propylenové vodovodní sítě:
- Povrch potrubí nebyl očištěn od mastnoty.
- Úhel řezu protilehlých dílů se liší od 90°.
- Volné uložení konce trubky uvnitř tvarovky.
- Nedostatečné nebo nadměrné zahřívání pájených dílů.
- Neúplné odstranění vyztužené vrstvy z potrubí.
- Korekce polohy dílů po ztuhnutí polymeru.
Někdy na vysoce kvalitních materiálech nadměrné zahřívání nedává viditelné vnější vady. Vnitřní deformace je však zaznamenána, když roztavený polypropylen uzavírá vnitřní průchod trubky. V budoucnu takový uzel ztrácí svou účinnost – rychle se ucpe a blokuje průtok vody.

Příklad závady při pájení způsobené chybným jednáním. Mistr přehřál plastovou trubku, která se naopak zevnitř deformovala
Pokud se úhel řezu koncových dílů liší od 90º, v okamžiku spojování dílů leží konce trubek ve zkosené rovině. Vzniká nesouosost dílů, která se projeví, když již bylo namontováno několik metrů dlouhé vedení.
Často z tohoto důvodu musíte celou sestavu znovu předělat. Zejména při pokládání potrubí ve stroboskopech.
Špatné odmaštění kloubových ploch přispívá k tvorbě “odmítacích ostrůvků”. V takových bodech k polyfúznímu svařování nedochází vůbec nebo k němu dochází částečně.
Po nějakou dobu potrubí s podobnou vadou funguje, ale každou chvíli se může vytvořit nával. Časté jsou také chyby spojené s volným uložením trubky uvnitř tvarovky.

Častou chybou při pájení polypropylenových trubek je uvolněný vstup konce trubky do hrdla. Trubka musí zasahovat k okraji ráfku nebo značkovací čáry
Podobný výsledek vykazují spoje provedené s neúplným vyčištěním výztužné vrstvy. Na vysokotlaká vedení se zpravidla umísťuje potrubí s výztuží. Zbytková hliníková fólie vytváří v oblasti pájení bezkontaktní zónu. Zde často dochází k únikům.
Největší chybou je pokus o opravu pájených prvků s rolováním kolem osy vůči sobě navzájem. Takové akce výrazně snižují účinek polyfúzního svařování.
V některých bodech se však vytvoří bodec a získá se takzvaná “přichycení”. S malou silou k přerušení “připínáček” drží spojení. Stačí však spoj pouze přitlačit, pájení se okamžitě rozpadne.
Další informace o svařování polypropylenových trubek jsou uvedeny v tomto článku.
Závěry a užitečné video k tématu
Profesionálové se mají vždy co učit. Jak pracovat s polypropylenem můžete vidět v následujícím videu:
Montáž potrubí vyrobených z polymerů pomocí jejich „horkého“ pájení je pohodlná a oblíbená technika. Úspěšně se používá v podmínkách instalace komunikací, včetně na úrovni domácnosti.
Tuto metodu svařování mohou používat i lidé bez zkušeností. Hlavní věcí je správně pochopit technologii a zajistit její přesné provedení. A technologické vybavení lze koupit nebo pronajmout.
Máte zkušenosti s pájením polypropylenových trubek? Podělte se prosím o informace s našimi čtenáři. Ve formuláři níže můžete zanechat komentáře a klást otázky k tématu.
Postupně se při pokládání potrubí nahrazuje tradiční kov polyethylenem a polypropylenem. A to není překvapující – při zachování potřebných vlastností mohou taková potrubí sloužit až 100 let.
Pro instalaci topných a teplovodních systémů je lepší použít polypropylenové trubky, protože bod tání tohoto materiálu je o 60 stupňů vyšší než u polyethylenu.
Pro pájení trubek se používá speciální páječka na polypropylenové trubky. Jedná se o topné zařízení napájené z domácí elektrické zásuvky 220 voltů.
Zařízení a princip činnosti

Naprostá většina páječek na polypropylenové trubky má odlévané kovové pracovní tělo ve tvaru železné podrážky.
Proto se mezi profesionály často nazývá – žehlička na pájení trubek. Ohřívá se jedním nebo více topnými články uvnitř, které zajišťují teplotu potřebnou k roztavení materiálu trubky.
Do těla jsou vloženy speciální trysky různých průměrů. V tomto případě se malé trysky zasouvají blíže k okraji, kde je bodnutí užší. Trysky každé velikosti jsou spárované – jedna je určena k ohřevu vnějšího povrchu prvního prvku z konstruovaného potrubí, druhá v tomto okamžiku ohřívá vnitřní povrch druhého prvku.
Při zahřátí na 260 ℃ se první prvek vloží do druhého. Po krystalizaci materiálu z polypropylenových trubek a tvarovek se získá pevný a těsný jednodílný spoj.
Existují různé páječky pro pájení polypropylenových trubek s kulatým nebo válcovým ohřívačem.

V tom, jak jsou ploché a kulaté páječky uspořádány, není zásadní rozdíl. Ale díky tomu, že hrot kulaté páječky má po celé délce stejný průměr, je zajištěno stejné zahřívání hlav bez ohledu na jejich velikost a polohu na páječce.
Této výhody se úspěšně využívá při pájení polypropylenových trubek v omezeném prostoru, například když vzdálenost mezi stěnou a trubkou neumožňuje pájení žehličkou.
Na kulatou páječku lze na úplný konec hrotu nainstalovat hlavu libovolné velikosti a pájet i těsně u stěny.
Pájecí stroje

Pro snadné použití je zařízení uzavřeno v plastovém pouzdře s rukojetí. Samotnou páječku je možné nainstalovat na speciální stativ, který bývá doplněn sadou.
Výsledkem je šikovná páječka, která se doporučuje pro většinu spojů. V tomto případě jsou celé úseky polypropylenového potrubí sestaveny samostatně a poté namontovány na místě instalace a připojeny.
Použití páječky ve formě obráběcího stroje umožňuje práci jedné osobě, zatímco při práci na závaží je obtížné se obejít bez asistenta.
Je zřejmé, že k ohřevu masivní trysky o velkém průměru je zapotřebí více tepla než k ohřevu malé trysky. A teplotu ohřevu je třeba dodržet co nejpřesněji, protože nedohřev nebo přehřátí spojovaných prvků vede k výraznému snížení kvality spoje.
V případě, že je teplota nižší, než je nutné pro roztavení polypropylenového dílu, konce se nemusí navzájem jednoduše „roztavit“ a spoj bude netěsný a při vysoké teplotě páječky může materiál unikat, a spoj bude vypadat ošklivě.
Profesionální nástroj pro pájení plastových trubek obsahuje také regulátor teploty ohřevu.
Pro domácí i profesionální práce
Výběr páječky pro pájení polypropylenových trubek musí být založen především na určení úkolů, které má tento nástroj provádět.
Na tom bude záviset odhadovaný výkon, teplota páječky, počet trysek, přítomnost termostatu, respektive cena sady, která je často důležitým faktorem při výběru.
Pro většinu polypropylenových potrubí používaných pro domácí účely se používají trubky o průměru 16, 24 a 32 mm. Ve výrobě je často nutné spojovat trubky o větším průměru – 110 a více milimetrů. Na základě toho se můžete rozhodnout o složení sestavy.
Pro instalaci domácích potrubí je vhodné nejjednodušší zařízení pro polypropylenové trubky s minimální sadou trysek. Při tak malé odchylce velikosti bude k ohřevu hlav potřeba přibližně stejný výkon, takže z důvodu ceny si můžete vybrat páječku s pevným výkonem bez termostatu.
Pro výrobu složitých potrubních sítí s polypropylenovými trubkami různých průměrů budete s největší pravděpodobností potřebovat vysoce výkonnou páječku a samozřejmě bude muset být upravena pro každou trysku, aby poskytovala požadovanou teplotu.
Profesionální páječku s tryskami různých průměrů a nastavitelným výkonem lze také použít pro pájení polypropylenových i polyetylenových trubek při vytváření venkovského nebo zahradního potrubí.
Teplota tání polyethylenu je asi 200 ℃ a přítomnost regulátoru výkonu zde bude velmi žádaná.
Výběr výkonu

Pro výběr výkonu páječky můžete použít zjednodušené pravidlo – vynásobte 10 průměr největší trysky, která má být použita pro připojení polypropylenových trubek, v milimetrech. Výsledná hodnota se zaokrouhlí nahoru.
Vždy je dobré mít určitou rezervu pro maximální výkon, protože nástroj, který je zatlačen na hranici svých možností, vydrží méně času.
Pokud je však páječka zakoupena pro jednorázovou práci, například pro výrobu topného systému v jednom soukromém domě, lze poslední prohlášení zanedbat a nemůžete utrácet peníze za extra energii. Jak se říká splněno a zahozeno. Je nepřijatelné používat zařízení s nedostatečným výkonem k ohřevu hlav s velkým průměrem.
Relativně velká plocha povrchu trysky zajistí silný odvod tepla a nemusí dosáhnout požadované teploty a roztavit polypropylenový materiál.
Насадки
Pokud by volba padla na páječku pro polypropylenové trubky s plochým hrotem, pak by byla nejlepší varianta, ve které je možné nainstalovat několik hlav různých velikostí najednou, aby se eliminovalo přerušení práce v případě nutnosti výměny hlavy .
V tomto případě je žádoucí, aby byla extrémní tryska instalována co nejblíže konci bodnutí. Na kulatou páječku lze díky její geometrii nainstalovat několik podložek najednou.
Potřebná sada trysek je dána průměrem použitých trubek a tvarovek.
Pokud projekt obsahuje několik sekcí s velkým průměrem, pak nemusí být nutné kupovat sadu s tak velkými hlavami, ale vyrobit tyto sekce z trubek z jiného materiálu s uspořádáním několika závitových spojů. Nyní se vyrábí polypropylenové fitinky-adaptéry pro jakýkoli průměr s bronzovými nebo mosaznými závitovými vložkami.

Zvláštní pozornost by měla být věnována materiálu trysek páječky. Musí být vyrobeny z kovu s dobrou tepelnou vodivostí, aby se rychle zahřály a rychle roztavily materiál potrubí. Je velmi dobré, když mají teflonovou vrstvu.
Čím lepší povlak, tím lepší bude spoj. Polypropylen se může přilepit na trysky s nekvalitním povlakem, který se pak spálí, zatímco kvalitní umožní udělat mnoho spojů bez ztráty vlastností.
Technologie pájení
Chcete-li získat dobrý výsledek při práci s páječkou, musíte dodržovat jednoduchá pravidla:

Trubky musí být řezány přesně v pravém úhlu k podélné ose. K tomu se používají speciální nůžky. Velmi často jsou takové nůžky součástí sady pro pájení plastových trubek.

Konce trubek musí být zpracovány odstraněním malých zkosení z nich a odstraněním otřepů.
Dále jsou polypropylenové trubky a tvarovky současně vloženy do trysky zahřáté páječky připravené k použití a drženy v této poloze po určitou dobu.
Doba ohřevu prvků pro každý průměr musí být uvedena v návodu k použití pro každé konkrétní zařízení a musí být respektována.
Snížení tohoto parametru vede k nedostatečnému zahřátí dílů a tím k nízké pevnosti budoucího spoje. Zvýšení vede k silnému zahřívání, v důsledku čehož se při připojování může vnitřní průměr trubky na křižovatce výrazně zmenšit a změnit parametry celého potrubí.

Po zahřátí jsou prvky vyjmuty z páječky a připojeny. Během pěti až šesti sekund se nesmí vůči sobě pohybovat. Polypropylenovou trubku nemůžete otáčet, vkládat ji do armatur a snažit se proces usnadnit.

Po jedné až dvou minutách již lze kloub operovat.

Pro montáž na stěnu se používají polypropylenové nebo kovové konzoly, které jsou předinstalované na místě. Mohou být upevněny hmoždinkami nebo hmoždinkami, pro které se používá děrovač nebo montážní pistole. Smontované potrubí není třeba natírat ani žádným způsobem chránit.
Polypropylen slouží správně po celá desetiletí, a pokud bude dodržena technologie montáže a materiál nebude vystaven mechanickému poškození, bude použití takových potrubí pohodlné a bezpečné.
















