Nosníky I se zřídka používají v nízkopodlažních stavbách, ale často se používají při výstavbě průmyslových nebo vícepodlažních budov pro různé účely. Někdy je však pro stavební práce nutné spojit dva nosníky. V tomto případě, abyste zajistili spolehlivost připojení, musíte dodržovat některá pravidla.
Jaké nosníky výrobci vyrábějí a kde se používají?
Nosníky lze svařovat nebo válcovat za tepla. Ty válcované za tepla jsou považovány za nejoblíbenější. Díky své monolitické povaze jsou vysoce odolné a spolehlivé. Výrobci vyrábějí několik typů takových válcovaných výrobků o délce od 4 do 15 m:
- Nejběžnější je normální (označeno písmenem „B“). Používají se pro stavbu budov, mostů, nadjezdů a používají se při stavbě strojů a kočárů.
- Široká police (označená písmenem „Ш“) má ve srovnání s normálními policemi širší police. Používá se v kovových konstrukcích pracujících při vysokém zatížení.
- Sloupový (označený písmenem „K“) se vyznačuje zvýšenou tloušťkou stěny a polic. Používá se při instalaci nosných konstrukcí nebo sloupů.
- Hromada (označená písmenem „C“) může mít rovnoběžné nebo šikmé police. Tento typ válcovaného kovu se nejčastěji používá pro zpevňování dolů.
- Speciální válcované kovové výrobky vyráběné na individuální zakázky jsou označeny písmeny „DB“ nebo „DK“.
Jak připojit I-paprsky
Existují dva způsoby připojení nosníků: svařování a šroubové spoje.
Jak spojit I-nosníky pomocí svařování
Pokud je potřeba trám prodloužit, spojí se natupo. K tomu nejprve připravte spojovací hrany: vyfrézujte je a zkoste. Frézování je potřebné pro zarovnání hran a zajištění rovnoměrné mezery mezi nimi a řezání hran je nutné pro zajištění úplného proniknutí svaru. Dále jsou nosníky svařeny dohromady, čímž je zajištěna mezera při spojování 1–2 mm.
Spojovací bod lze dále posílit pomocí překrytí. K tomu jsou z plechu vyříznuty obdélníkové díly. Tloušťka obložení by měla být zvolena stejně jako tloušťka stěny nosníku. Dále jsou svarové švy na horní a spodní polici, stejně jako na obou stranách stěny, pokryty překryvy. Poté jsou po obvodu opařeni.
Tento způsob připojení se používá pro nekritické konstrukce, které nejsou vystaveny vysokému zatížení.
Takto lze schematicky znázornit svařovaný spoj I-nosníků. Nohy švu a geometrické parametry překrytí závisí na geometrických charakteristikách nosníků
V jiných situacích je třeba I-paprsky připojit v pravém úhlu. V tomto případě je jeden z nich hlavní a nese hlavní zatížení a druhý je považován za sekundární. Pro spojení nosníků je na horní polici hlavního proveden výřez ve tvaru rovnoramenného trojúhelníku s vrcholem 90°.
Poté se připraví sekundární paprsek. Na konci horní police označte její střed a proveďte z něj dva šikmé řezy pod úhlem 45°. Tím se zajistí, že horní police obou nosníků jsou spojeny podle principu „muž-žena“.
Poté se z koncové strany sekundárního nosníku odřízne část spodní pásnice o ½ její šířky. Při spojování nosníků se tento řez opře o spodní pásnici hlavního nosníku. Nyní zbývá jen spojit připravené nosníky a spoj po obvodu svařit. Aby byl šev spolehlivý a aby bylo zajištěno úplné proniknutí, jsou spojované hrany zkoseny.
Jak spojit I-nosníky pomocí šroubových spojů
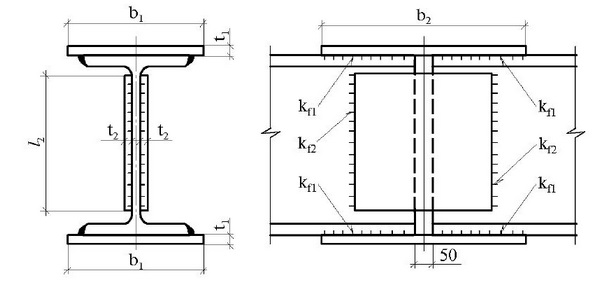
Tato metoda se používá pro spojování nosníků end-to-end. K tomu nejprve vyfrézujte konce trámů, aby bylo zajištěno pevné usazení, a připravte čtyři obdélníkové překryvy, které zakryjí spoje na horní a spodní polici a také na obou stranách stěny. Dále se vyvrtají otvory do desek s oběma sestavenými nosníky. Poté jsou do nich instalovány šrouby a utaženy maticemi. Místo šroubů můžete použít nýty, ale v tomto případě bude spojení trvalé.
Takto můžete schematicky znázornit šroubový spoj I-nosníků

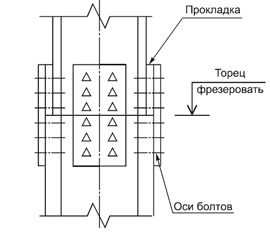
Takto to vypadá v praxi
Závěr
Při montáži různých kovových konstrukcí může být nutné připojení I-nosníků. Znalost základních pravidel učiní taková spojení silná a spolehlivá.
I-paprsek – Jedná se o kovovou konstrukci se dvěma horizontálními policemi spojenými vertikální propojkou. V řezu je vytvořeno obrácené písmeno H. Tato struktura poskytuje zvýšenou pevnost, když je výrobek umístěn v libovolné prostorové poloze. Nosníky se vyrábí válcováním za tepla nebo svařováním z předem připravených prvků. Druhá možnost je jednodušší na implementaci a vyžaduje méně vybavení a prostoru. Pro malé firmy je vhodné začít vydělávat ve své dílně. Podívejme se na vlastnosti svařovacích I-paprsků a jaké vybavení je k tomu potřeba.
Výhody metody svařování oproti válcování

Nosníky I vyrobené válcováním za tepla (tlakové zpracování) jsou vyráběny v souladu s GOST 8239-89, která stanoví požadavky na konvenční i širokopřírubové konstrukce. Technologie spočívá v použití kovové tyče určité jakosti oceli, která se v průmyslových podmínkách zahřívá na vysoké teploty 450-650 C. Poté je obrobek přiváděn do speciálního stroje s válečky a po protahování mění svůj tvar do I-paprsku.
Díl je vychladlý a připravený k použití. Jedná se o jednodílnou monolitickou konstrukci s vysokou pevností. Tato metoda však vyžaduje velkou místnost a topné zařízení. Obvykle se používají metodické pece, ale elektrický kontakt nebo indukční ohřev je přijatelný. K válcování samotného kovového nosníku a jeho komplexnímu tvaru budete potřebovat výkonnou instalaci.
Výroba I-paprsků svařováním nevyžaduje zařízení pro ohřev a tažení obrobků. Pro malé objemy výroby si vystačíte s ručním řezáním a poloautomatickým svařováním. K výrobě větších sérií budete potřebovat automatický řezací stroj a svařovací traktor. To vše ale zabírá málo místa a vejde se i do malé dílny. V teplé sezóně lze veškerou práci provádět venku, aby se zvětšil prostor.
Díky technologii montáže lze jednotlivé sekce I-nosníku zvětšit a více asymetricky, pokud to vyžaduje struktura konstrukce. Při válcování za tepla nebude taková rozmanitost a flexibilita tvarů. Svařované výrobky také nemají žádná omezení na délku a výšku, protože rozměry nezávisí na schopnostech válcovacího stroje.
Při požadavku na složitou architektonickou skladbu je možné individuálně měnit průřez jednotlivých prvků za účelem zvýšení pevnosti nebo snížení hmotnosti v určité ploše. Při plánování výstavby budovy ze svařovaných I-nosníků je možné snížit spotřebu kovu a hotovostní náklady, aniž by byla ohrožena nosnost v klíčových bodech.
Díky tomu zahájení miniprodukce nevyžaduje velké investice a pronájem velkých dílen. Investice se začnou vyplácet rychleji, a pokud chcete podnik rekvalifikovat, svařovací zařízení a řezací stroj budou užitečné v jiných odvětvích.
Typy I nosníků vyráběných svařováním
Pomocí svařování lze vyrobit I-nosníky následujících typů:
- sloupcový (K);
- normální (B);
- hromada (C);
- široká příruba (W).
Dále jsou zde šachtové nosníky pro zajištění tunelů, aby se zabránilo zřícení stropu. Jsou vyrobeny ve formě oblouků s nízkou stěnou a mezi policemi jsou položeny železobetonové vazby, na které je rozloženo zatížení ze skály. Obloukové konstrukce mohou být také vyrobeny svařováním dílů, ale bude vyžadováno další ohýbací zařízení.
V závislosti na konstrukčním zatížení se tloušťka kovové stěny I nosníku vyrobeného svařováním může pohybovat od 3,8 do 30 mm a průřez příruby od 5 do 32 mm. Výška I-nosníku je povolena v rozmezí od 100 do 780 mm a šířka police se pohybuje od 55 do 435 mm.
Pro nekritické konstrukce se používá nízkouhlíková ocel. Pro výškové budovy, mosty, nadjezdy se používá vysokopevnostní uhlíková ocel určená pro zvýšené zatížení. Na zakázku je možné vyrobit I nosníky z legované oceli, pokud to provozní podmínky vyžadují (například instalace následné konstrukce pod vodou).
Možnost použití svařovaných I nosníků

I-nosníky vyráběné svařováním se v Rusku používají při výstavbě obytných a kancelářských budov, jakož i při výstavbě dílen, obchodních center, skladů a hangárů. Trámy se používají k vytvoření svislých sloupů, stropů a základny pro střechu. Vyrábějí se z nich podpěry pro kladkostroje a mostové jeřáby.
I-nosníky se používají pro pokládku tunelů, stavbu mostů, nadjezdů, viaduktů a nadjezdů. Někdy jsou takové kovové konstrukce položeny jako základ, pokud je půda volná a jsou možné posuny. Pouze železo je dále upravováno na ochranu proti korozi.
Výrobní proces I-paprsku
Výrobu I nosníků svařováním lze rozdělit do několika etap.
Používá se při výrobě kovových výrobků na zakázku pro konkrétní předmět. Vypočítá se zatížení každé sekce (nosné stěnové prvky, stropy, střešní prvky) a určí se požadovaná výška stěny, šířka police a kovový profil. Okamžitě můžete přemýšlet, kde snížit spotřebu kovu bez ztráty nosnosti. Je zvolena třída oceli odpovídající provozním podmínkám.
Po určení rozměrů I-paprsku se připraví pásy pro svařování. Pro malé objemy výroby můžete ocel řezat propanovou řezačkou nebo ruční plazmou. Druhý způsob poskytuje hladší okraj – jeho následné zpracování bude vyžadovat méně úsilí a času.
Pro hromadnou výrobu I-paprskových kanálů v soukromé dílně je lepší zakoupit automatický portálový plazmový řezací stroj. Pokud obsahuje více plazmových hořáků (hlav), bude možné řezat 2-4 pásy najednou, což proces urychlí.

Po řezání jsou vnější okraje pásů zpracovány tak, aby získaly čistý vzhled. U malých objemů to lze provést ručně pomocí brusky, ale pro hromadnou výrobu se používá frézka.
Pásy jsou sestaveny do konstrukce. Nejprve je ke spodní polici připevněna svislá stěna. Předběžné označení je nutné, aby bylo zajištěno, že přepážka je umístěna přesně ve středu. Zkontroluje se úhel vzhledem ke spodní rovině – měl by být 90⁰. Svářeč uchopí stěnu na každé straně v rozestupech 20-30 cm.

Pokud lze malé trámy o délce 2-4 m sestavit na stůl, pak s obrovskými výrobky jednoduše na rovném povrchu to bude obtížnější kvůli zvýšeným rozměrům a hmotnosti. V tomto případě se používá montážní stolice, např. Z15, určená pro montáž konstrukcí z T a I nosníků o velikosti od 4 do 15 m délky. Má silnou základnu a portálový rám se svorkami, které podepřou a přitlačí jak svislou stěnu, tak horní polici. To usnadňuje práci a zabraňuje pohybu.
Mlýn má již dva hořáky pro poloautomatické svařování, umístěné pod úhlem 45°, pro okamžité svaření spojů. Ale cena mlýna je více než 2 miliony rublů, takže v počátečních fázích mladé výroby bude trvat dlouho, než se zaplatí. Při výrobě trámů o délce až 6 m můžete postavit rovnou základnu se svislými bočními podpěrami pro usnadnění fixace. Použití šablon pro standardní rozměry I-nosníku ušetří čas při montáži. Je to levné a snadné.
Když je konstrukce sestavena a zajištěna cvočky, začíná opaření. S přihlédnutím k následnému zatížení nosníku jsou švy aplikovány na všech stranách. Pro tento proces existuje několik možností:
Poloautomatické svařování rohových spojů ve spodní poloze. Je to pohodlné, protože výrobek stačí otočit pouze jednou. Svařování lze provádět současně na každé straně vertikální přepážky, pokud jsou k dispozici dva svářeči a dva poloautomatické stroje. Tím se proces výrazně urychlí. Jsou však zapotřebí vysoce kvalifikovaní svářeči, protože nanesený kov teče vlivem gravitace do spodní příruby, což oslabuje spojení. Metoda je vhodná pro sériovou výrobu I-nosníků pro nekritické konstrukce.
Poloautomatické svařování v pozici člunu. Výrobek se 4krát obrátí tak, aby každý šev byl v nejnižším bodě, když je umístěn ve tvaru V. Potom se nanesený kov rovnoměrně rozprostře na obě strany, šev je správný a odolnější a není potřeba vysoce kvalifikovaný svářeč. Proces se ale výrazně zpomaluje. Metoda je vhodná pro výrobu malých sérií I-nosníků určených pro kritické konstrukce.
Svařování v poloze člun se svařovacím traktorem. Výrobek se umísťuje výše popsaným způsobem tak, že spoj je umístěn ve spodním bodě V. Pouze místo ručního svařování poloautomatickým strojem se šev aplikuje traktorem. Ten se automaticky pohybuje poblíž podél svých vlastních průvodců. Švy jsou hladší, kvalitnější a proces je rychlý. Vhodné pro hromadnou sériovou výrobu I-nosníků používaných v kritických konstrukcích.
Při svařování se struktura lokálně silně zahřívá, což způsobuje pnutí kovu a porušení geometrie. K odstranění vnitřního pnutí se používá temperování a k vyrovnání je použita správná linka v podobě soustavy válečků, která zajišťuje ohýbání nerovností při válcování.
Možné vady svařování
Při výrobě I-nosníku svařováním pásů jsou možné některé vady, které je třeba znát a je třeba jim předcházet. Prvním je tvorba nových krystalických zrn, odlišných od hlavních, ke které dochází v důsledku vyhoření prvků při vysokých teplotách. Následně svar rychleji rezaví a ztrácí pevnost. Aby se tomu zabránilo, používají se různá tavidla, která nasycují kov svarové lázně dalšími chemickými prvky, které kompenzují ztráty.

Svařování koutových svarů bez převrácení výrobku do polohy „loďka“ vede k stečení tekutého kovu na spodní přírubu a nesprávnému rameni svaru. To oslabuje strukturu a omezuje následné použití nosníků v kritických projektech.
Pokud se svařování neprovádí automaticky, může v důsledku pohybů svářeče dojít k nerovnoměrné šířce a výšce švu. Foukání větru do svařovací zóny vede k interakci roztaveného kovu s prostředím a tvorbě pórů. Proto je lepší svařovat traktorem s přídavnou vrstvou tavidla, která chrání svarovou lázeň.
Jaké zařízení je vhodné pro svařování paprsků

Pro ruční poloautomatické svařování I-paprsků jsou vhodné profesionální MIG stroje BARSVELD. Pokud je tloušťka kovu do 10 mm, můžete použít BARSVELD Profi MIG-357 DT2 s maximálním proudem 350 A. Pro silnější kovy o průřezu 20 mm se používá BARSVELD Profi MIG-507 DT2 se svařovacím proudem 500 A a doba zatížení 60 % je užitečná.
Pro automatické svařování v hromadné výrobě jsou vhodné svařovací traktory, pohybující se pomocí vozíků po kolejích nebo vedení. Například ESAB A2 Multitrac svařuje proudem od 60 do 800 A, takže svaří kov až do tloušťky 30 mm. Svařování děleným obloukem je možné (současné podávání dvou drátů do svarové lázně) pro lepší kvalitu svaru a zvětšení objemu ukládaného kovu. Přiložená řídicí jednotka pomáhá konfigurovat následný provoz svařovací stanice s minimálním zásahem člověka. Více než 200 paměťových buněk se hodí pro programování různých scénářů svařování a jejich následné spouštění v několika akcích.
S dobrým vybavením pro svařování budete schopni vyrábět spolehlivé I-paprsky, které odpovídají GOST. Pak je lze použít v různých stavebních konstrukcích a výroba začne rychle přinášet zisk.
Odpovědi na otázky: výroba I-nosníků svařováním
Dokonce i švédský traktor ESAB A2 Multitrac stojí třikrát méně než průmyslový montážní stroj. Pokud neplánujete vyrábět obrovské nosníky dlouhé 15 m a vysoké 75 cm, postačí svařovací traktor.
K převrácení výrobku se obvykle používá kladkostroj nebo nosníkový jeřáb. Pokud je konstrukce velmi velká a těžká, bude zapotřebí mostový jeřáb.
Profesionální svařovací traktory jako ESAB A2 Multitrac nebo Automatic Welding MZ 1000 jsou schopny svařovat nepřetržitě při maximálním proudu (100% pracovní cyklus). Při provozu s nižšími ampérovými hodnotami se prodlužuje životnost zařízení.
Hlavním účelem vodítek je zajistit hladký pohyb vozíku. Vodicí lišty lze zakoupit nebo vyrobit samostatně. Pro prodlouženou délku neexistují žádná omezení.
Dva kanály získají velmi silnou stěnu s policemi s menším průřezem. Taková konstrukce nebude schopna odolat většímu zatížení než I-nosník vyrobený z pásů s podobnými rozměry. Ale svařovaný I-nosník bude lehčí, což sníží tlak na základ a sníží spotřebu kovu.
















