
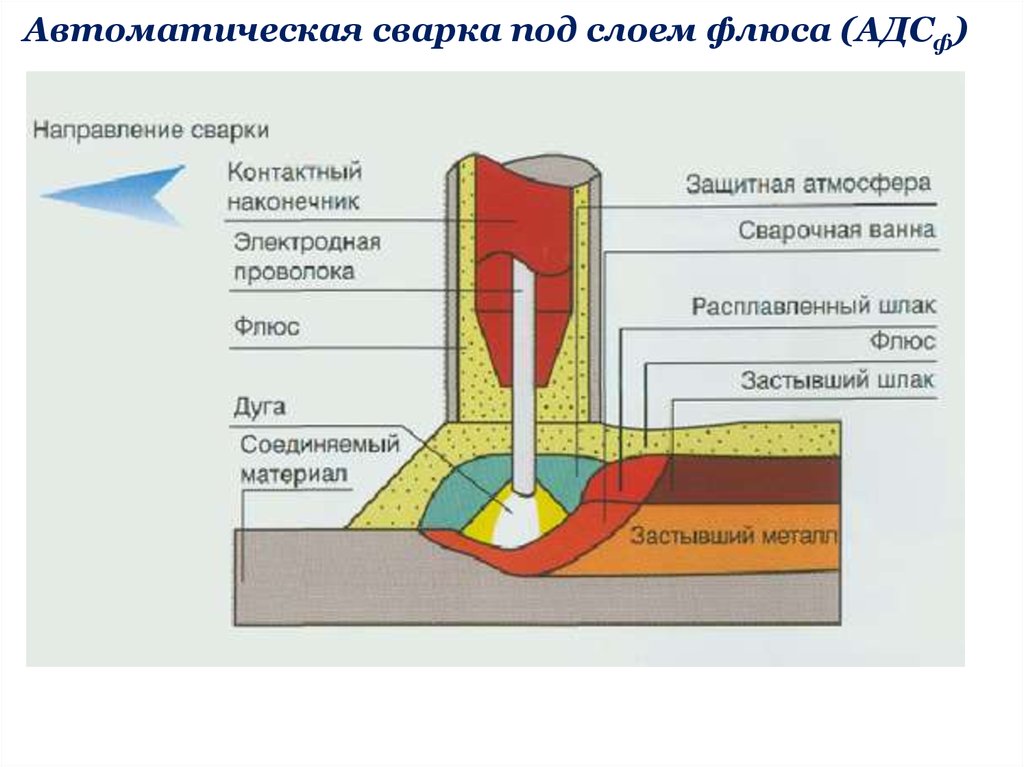
Automatické svařování pod tavidlem je považováno za proces pevného spojení dvou kovových povrchů pomocí elektrického oblouku mezi drátem a svarem pod roztavenou vrstvou tavidla. Tato metoda se používá ve stacionárních podmínkách (tovární dílna, loděnice) pro práci s ocelí a nepodobnými kovy v rozmezí tloušťky 1,5-150 mm.
Procesní technologie
Během druhé světové války zavedl akademik E.O.Paton v Kyjevském institutu, který dnes nese jeho jméno, automatické svařování pod tavidlem na průmyslových kolejnicích. Ale myšlenka této metody sama o sobě patří N. G. Slavyanovovi: jako tavidlo použil jemně drcené sklo.
Jak to funguje
Svařovací obvod pod tavidlem vypadá jako na fotografii výše, ale je lepší zvážit všechny tyto procesy podrobněji. V důsledku tavení/odpařování tavidla s kovem se vytváří oblak plynu, který obklopuje svařovací oblouk nebo plynový hořák. V procesu hašení nepřetržitého elektrického výboje se ve svarové lázni tvoří strusková krusta, která se snadno odlupuje.
Výhodou práce s automatickým strojem oproti ručnímu svařování v tomto případě je, že ztráty způsobené odpadem a rozstřikem kovu jsou výrazně sníženy, i když princip procesu zůstává v každém případě nezměněn.
V průmyslu se jako elektrody nejčastěji používá svařovací drát různých průměrů. Potřeba jsou ale také páskové elektrody o tloušťce do 2 mm a šířce do 40 mm nebo kombinace drátěná páska.
Objemové tavidlo váží v průměru 1,5 g/cm2 a jeho tlak na roztavený kov je 7-9 g/cm2. Taková svorka je dostačující k odstranění mechanických účinků elektrického oblouku na svarovou lázeň: i při velmi vysokých proudech je šev správně vytvořen.
Důležité! Obloukové svařování bez tavidla při proudech nad 500 A je prakticky nemožné. Dochází k rozstřiku kovu, který není omezován oblakem plynu, zatímco pod proudem lze aplikovat proudy až 3000-4000 A, aniž by byla ohrožena odolnost proti nárazu, houževnatost a estetika švu.
Tavidlo OSC-45 s vysokým obsahem manganu (Mn) je široce používáno v průmyslu. Jedná se o křemičitan manganatý se vzorcem MnOSiO2 s prvky fluoridu vápenatého CaF2. S přihlédnutím k těmto požadavkům jsou nejpoužívanější tavidla v průmyslové výrobě kromě OSTS-45 AH-348 a AH-348-A.
Poznámka. Pro svařování pod tavidlem existuje anglická zkratka SAW (Submerged Arc Welding).
Role tavidla při svařování
Podstata spojování kovů nebo to, co je svařování pod tavidlem, bude jasnější, pokud pochopíte principy fungování těchto stejných tavidel. Podle svého určení plní funkce odpovídající potahování nebo potahování elektrod pro konvenční obloukové svařování. V samotném výrobním procesu jsou vždy vysoké teploty, které roztaví tuto kompozici, což téměř úplně zablokuje přístup vzduchu, nebo spíše O2, do oblasti švu a rozpouštění oxidů podél okraje spoje. Kombinace takových procesů maximálně optimalizuje podmínky pro vytvoření oblouku.
Klasifikace výběru
V závislosti na kovu se mění fyzikální parametry procesu, proto se ke zlepšení kvality používají různá tavidla. Ke složení konkrétní kompozice se používají různé fluoridy, oxidy a podobné prvky.
Při výběru je věnována zvláštní pozornost chemickému složení, které lze klasifikovat jako:
- hlinitan-zásaditý (označený AB);
- hlinitan-rutil (označený AR);
- křemičitan vápenatý (označený CS);
- silikát manganu (označený MS);
- fluorit-zásaditý (označený FB);
- a další (označené W).
Základ rozdílu mezi tavidly spočívá v jejich aktivitě při interakci základního kovu součásti s přídavným materiálem. Například pasivní toky podporují tvorbu plynového mraku, který nijak neovlivňuje chemické složení spojovaných materiálů. Nízkolegované kategorie legují svar malým množstvím křemíku (Si), manganu (Mn) atd., což mu dodává houževnatost.

Druhy podle jmenování
Co je třeba vzít v úvahu při výběru svařovacích tavidel:
- Nízkouhlíkové oceli. Zde jsou dvě možnosti: jedná se o tavidla s vysokým obsahem křemíku (Si) a manganu (Mn) nebo svařovací drát s legujícími přísadami, ale s nízkým obsahem nebo dokonce úplnou absencí Mn.
- Nízkolegované oceli. Chemická inertnost tavidla by rozhodně měla být vyšší než v prvním uvažovaném případě. Zde se prvky Si a Mn nepoužívají nebo jsou přítomny v malých dávkách – jsou nahrazeny fluoritem (CaF2), známým také jako kazivec. To podporuje tvorbu nízkotavitelných strusek, které se snadno oddělují od svaru. Taková tavidla se často vyrábějí z oxidu hlinitého (Al2O3) a nehašeného vápna (CaO).
- Aktivní kovy (titan – Ti). Používají se fluoridové/chloridové soli alkalických kovů. V tomto případě jsou vyloučeny nečistoty O2 – prudce snižují tažnost švů.
Tabulka s příklady účelů svařovacích tavidel:
| Tavidla | |||
| Sloučený | Netavený | ||
| AH-348-A, AH-348-AM, AN-348-V, AN-348-VM, OSTS-45, OSTS-45M, AN-60, FC-9 | Srst. svařování a navařování nízkolegovaných a nízkolegovaných uhlíkových ocelí. a uhlík. svařovací drát | AHK-35 | Nízkouhlíkové svařování. nízkouhlíkové oceli. drát třídy Sv-08/ nebo Sv-08A |
| AH-8 | Elektrostruskový uhlík. a nízkonohý. uhlíkové oceli. a nízko položený drát | AHK-46 | Nízkouhlíkové svařování. a nízkonohý. oceli |
| AH-15M, AH-18, AH-20S, AN-20P, AH-20SM | Automatické svařování pod tavidlem a navařování vysokých a středních jakostí. oceli | AHK-30, AHK-47 | Pro švy se zvýšenou odolností proti chladu |
| AH-22 | Elektrostruskový obloukový stroj. n-ka. S-ka nízké a střední nohy. oceli | AHK-45 | Vysoce lehké svařování oceli |
| AH-26C, AH-26P, AH-26SP | Stroj. a poloautomatické. s-ka nerezová ocel korozi a žáruvzdorné oceli | AHK-40, AHK-18, AHK-19 | Nízkokarbonový povrch. drát Sv-08 nebo Sv-08A |
| AH-17M, AH-43, AH-47 | Oblouk s-ka a n-ka nízko- a středně uhlíkaté. Vysokopevnostní a vysokopevnostní oceli | AHK-3 | Jako přísada do tavidel značek AH-348A, AH-60, OSTS-45 pro odolnost proti tvorbě pórů |
Pro svařování plynem
Technologie svařování pod tavidlem zahrnuje také svařování plynem neželezných kovů, litiny, nástrojových ocelí (obsah C od 0,7 %) s použitím ochranné plynové vrstvy. K tomu se používají pastová a prášková tavidla, která se aplikují na:
- okraj spojovaných dílů;
- plnicí tyč;
- přímo do svarové lázně.
Tavidlo se do pracovní svařovací zóny přivádí různými způsoby a to závisí na fyzikálních vlastnostech materiálu. Například práškové kompozity mají tendenci být odfukovány plynovým hořákem, takže je nutné zajistit rovnoměrné proudění tavidla do taveniny.
Stávající standardy
Podle RD 34.15.132-96 se svařování pod tavidlem provádí podle následujících parametrů uvedených v tabulce níže.
| Síla proudu, A | Výška práškové vrstvy h, mm | Velikost granulí, mm |
| 200-400 | 25-35 | 0,25-1,2 |
| 600-800 | 35-45 | 0,4-1,5 |
| 1000-1200 | 45-60 | 0,8-2,5 |
Technologie automatického svařování pod tavidlem zahrnuje dávkované ruční nebo automatické nalévání prášku z násypky. Tato metoda má jednu významnou nevýhodu: neumožňuje provádět práci ve spodní poloze. Bylo však nalezeno řešení pro svařování potrubí: samotné trubky se otáčejí, zatímco hlava hořáku a podávací zařízení zůstávají nehybné. Svařovací drát s tavidlem má v této věci obrovskou výhodu – práci s ním lze provádět v jakékoli rovině (horní, boční, spodní).
Důležité! Kvalita všech svařovacích tavidel je regulována v souladu s GOST 9087-81. Existuje asi 50 značek takových kompozitních materiálů a požadavky, které se na ně vztahují.
Výhody automatizovaného svařování
Automatické svařování pod tavidlem má samozřejmě řadu výhod, pokud jde o mzdové náklady. Osoba může pouze ladit zařízení pro příslušný režim a pasivně řídit proces.
- Tavidlo je přiváděno na místo spojování dílů v automatickém režimu. Výška (h) vrstvy se nastaví v souladu s tloušťkou kovu a prášek se odebírá ze speciální násypky.
- Svařovací drát je přiváděn z kazetového mechanismu bez lidského zásahu.
- Rychlost procesu se nastavuje automaticky s ohledem na tloušťku kovu, aby se vytvořila vysoce kvalitní svarová lázeň.
Jsou ale situace, kdy musíte pracovat bez jakéhokoli návodu, například potřebujete udělat jen jeden svar na potrubí. V takových případech je lepší dodržovat následující pravidla:
- Oblouk musí být stabilní – jen tak lze dosáhnout vysoké kvality. Parametry lze upravit podle aktuální síly a tloušťky kovu, jak je uvedeno v tabulce v části „Stávající normy“.
- Rychlost svařování bude záviset na intenzitě podávání drátu.
- Rychlost. To je dáno dodávkou svařovacího drátu (počet m/hod). Použití tavidla urychlí tento proces asi 10krát.
- Jednotnost. Přiváděním drátu určitou rychlostí se výrazně zvyšuje odolnost proti nárazu, houževnatost a estetika švu.
- Napájení. Uzavřený oblouk nese vysoký výkon, který mu umožňuje roztavit kov do požadované hloubky. Při použití otevřeného oblouku výkon klesá, což vyžaduje předběžné oříznutí hran a snižuje se kvalita spoje.
- Autonomie. Po odladění zařízení není přítomnost operátora během procesu povinná.
- Ukládání. Při svařování zbývají pouze 2 % elektrody, které nelze použít.
- Struktura. Díky stabilitě oblouku je vytvořena krásná jemně šupinatá struktura švu.
- Jednoduchost. K práci svářeče v této oblasti nepotřebujete dlouhodobé školení – stačí získání všeobecných dovedností.

Zařízení pro automatické svařování pod tavidlem
K vytvoření pracoviště budete nejprve potřebovat zdroj střídavého nebo stejnosměrného proudu. Obvykle, aby ušetřili, používají střídavou síť vybavenou dostatečně výkonným transformátorem, který neumožňuje poklesy napětí. Ale někdy (většinou ve venkovských oblastech) výkon trafostanice nestačí a pak musíte zařízení připojit přes stabilizátor.
Dnes se nejčastěji používají transformátory značek TSD-500-1, TSD-1000-4 a TSD-2000. Pro velké objemy výroby nebo zvýšené požadavky na kvalitu můžete použít svařovací traktor Jasic MK-1, jako na fotografii výše, nebo ADS-1000-2, TC-17M-U, TC-35, ADF-500 atd. PS nově se vyrábí také měniče -500, PSO-500, PS-100 a svařovací usměrňovače BC-500, BC-1000-2, VDU-504, VDU-1001, VDU-1601.
Vraťme se k traktoru Jasic MK-1 a podívejme se na něj podrobněji. Pomocí této jednotky se provádí automatické obloukové svařování dlouhých rovných a/nebo kruhových svarů v libovolné rovině. Minimální proud dodávaný tímto zařízením je 100 A a maximální 1000-1250 A, v závislosti na modifikaci.
Traktor Jasic MK-1 umožňuje použití všech typů drátu Ø 2-6 mm pro svářečské práce. V případě potřeby lze příčník a svařovací hlavu horizontálně a vertikálně posouvat nebo otáčet. Kvalitní vyrovnání švu je zajištěno stabilním podáváním drátu kazetou se čtyřmi kladkami (možný výpadek rychlosti je od 0,3 do 3 mm/min).
Vozík zařízení je poháněn elektrickým stejnosměrným motorem s regulací rychlosti – rozsah je od 0,1 do 1,5 m/min. Na vozíku je rukojeť pro změnu režimů pohybu. Režim AUTO vám tedy umožňuje nezasahovat do procesu a MANUAL vyžaduje ruční ovládání – tato funkce vám umožňuje nastavit režim v souladu s technickými vlastnostmi svařovaných dílů.
Existuje mnoho dalších podobných zařízení pro provádění svařování pod tavidlem. Zvážit v rámci jednoho článku byť jen polovinu modelů, o jejich úpravách nemluvě, je prostě technicky nemožné, ale to není naším cílem.
Plazmové nanášení
V současné době je otázka plazmového navařování pro odborníky poměrně akutní, protože tato technologie svařování pod tavidlem výrazně zvyšuje životnost kompozic. Vysoká potřeba této metody v podstatě spočívá v obchodních zájmech: ve strojírenství to znamená uvolnění konkurenceschopných produktů a vyšší příjmy z prodeje. Tato metoda samozřejmě není nějaké know-how, ale její výhody jsou nepochybné.

Obecný stav
Plazmou se v tomto případě rozumí ionizovaný plyn a k jeho výrobě se používají různé metody (mechanické, elektrické). Některé zdroje vyjadřují názor, že plazma je stejné klasické nebo čtvrté skupenství hmoty po pevném, kapalném a plynném, ale je právem každého člověka s tím souhlasit nebo ne. Ať je to jakkoli, ionizovaný plyn, který má řadu užitečných vlastností, je široce používán ve vědeckém a technickém průmyslu.
Práce s plazmovým obloukovým navařováním
Svařovací operátor nejprve nastaví zařízení. Musíte nastavit správný úhel trysky plynového hořáku vzhledem k pracovní rovině, upravit mezeru mezi ní a součástí (obvykle 5-8 mm) a vložit svařovací drát. V případech, kdy je požadována vibrace trysky, je hlava vyrovnána přesně podél středové podélné linie švu. Střed je určen velmi jednoduše: amplituda kmitů se vydělí dvěma.
1 – wolframová elektroda; 2 – nepřímý obloukový zdroj energie; 3 – vnitřní tryska; 4 – plazmový paprsek nepřímého působení; 5 – vnější tryska; 6 – přímý plazmový paprsek; 7 – zdroj přímé akce Zdroj ipickfashion.ru
Navzdory jednoduchosti procesu navařování může jako operátor pracovat pouze poměrně zkušený svářeč – to vyžaduje maximální koncentraci. Pokud tyto požadavky nedodržíte, pravděpodobnost poškození obrobku se zvýší na maximum.
Plyn je ionizován pomocí konstantního elektrického výboje nebo oblouku: na atomární úrovni se oddělují záporně nabité částice (mechanická metoda). To je možné díky silnému tepelnému účinku výboje na proudění plynné směsi. Podobného výsledku lze dosáhnout při vystavení silnému elektrickému poli, ale bude muset být splněna řada dalších podmínek (elektrická metoda).
Pro ionizaci je vystřelen proud plynu pod tlakem 20-25 atm, který je propíchnut elektrickým obloukem o napětí 120-160 V a proudu až 500 A (pro srovnání: ve spotřebitelské elektrické síti 220 -230 V a 50 A). Kladně nabité ionty za pomoci magnetického víru přilétají ke katodě obrovskou rychlostí, která při srážce s kovem stačí k prudkému zvýšení její teploty na 10000 18000-15000 XNUMX °C. Rychlost pohybu iontů při tomto procesu dosahuje XNUMX XNUMX m/s!

Závěr
Na závěr je třeba poznamenat, že svařování pod tavidlem je regulováno požadavky GOST 9087-81, ale normy mezistátních norem mezi zeměmi SNS byly podepsány až v roce 1992. Výše zmíněný standard z roku 1981 však zůstal nezměněn pro Rusko, Ukrajinu a Bělorusko.

Každý svářečský mistr ví, jak kyslíkové prostředí ovlivňuje šev – ne tím nejpozitivnějším způsobem. Jakmile je v oblasti základního kovu, který dosáhl bodu tání, oxiduje pevný kov a různé slitiny.
Existují způsoby, jak se tohoto problému zbavit. Kov můžete ošetřit antioxidačními látkami, nebo můžete použít pomocné materiály, jako jsou tavidla.
Použití tavidla v kombinaci s automatickým zařízením je hlavní metodou svářeček. Díky „této dvojici“ jsou švy hladké a odolné vůči oxidační korozi.
Tavidlo pomáhá při svařování i „obtížných“ kovů, jako jsou neželezné nebo nerezové oceli. Automatické zařízení nevyžaduje od technika velké úsilí a samotný tavidlo poskytuje ochranu připojení.
V tomto článku budeme sdílet techniku automatického svařování pod tavidlem, popíšeme, co to je, a také budeme hovořit o výhodách a nevýhodách této metody.
Všeobecné informace
Použití pomocného materiálu výrazně nemění proces automatického obloukového svařování. Zařízení vytváří elektrický oblouk. Oblouk vytváří podmínky vysokého tepelného namáhání.
Pod vlivem vysokých teplot se kov roztaví, takže díly jsou navzájem spojeny.
Dobrá věc na používání automatických svařovacích strojů je, že většina procesů nevyžaduje ruční úsilí od mistra. Existují pro ně samostatné stroje, z nichž každý je určen pro vlastní akci.
Takové stroje mohou dodávat elektrodový materiál do zóny oblouku bez zásahu svářeče a dokonce se zastavit, když se svar přehřeje nebo je svar dokončen.
V našem případě zůstávají všechny tyto procesy nedotčeny, pouze se na povrch svařovaného kovu přidává tavidlo.
Kde používat?
Automatizace se používá pro různé účely. „Soběstačné“ zařízení má nyní své místo v každé velké výrobě, kde se díly vyrábějí ve velkých sériích na dopravnících.
Montáž automobilů, potrubí, nosníky, stavba lodí a další těžký průmysl se daří díky provozu svařovacích automatů a strojů.
Jsou schopny vytvářet těsné a spolehlivé spoje pomocí automatického svařování tavidlem, které jsou v těchto oborech vysoce ceněné.

Dozvěděli jsme se o automatickém svařování. Co je to svařovací tok?
Jedná se o materiál, který chrání jak hotový výrobek, tak samotný kov. Díky toku se zahřívání oblouku stává stabilnější a spojení je chráněno před „škodlivými“ vlivy atmosférických plynů, zejména kyslíku.
Tyto látky jsou obvykle na bázi fluoridů, chloridů nebo kyseliny borité ve formě granulí, prášku nebo i kapalin. Látky ve složení musí projít elektrickým proudem a toto pravidlo je základem pro jeho výrobu.

Aby nedošlo k poškození svařovacího procesu a výsledku, musíte vzít v úvahu typy tavidel. Za prvé, typ, který zvolíte, by měl záviset na vlastnostech svařovaného kovu.
Materiál vhodný pro svařování nerezové oceli může zničit ocel s vysokým obsahem uhlíku a naopak. Před nákupem je proto lepší poradit se s odborníkem nebo najít tabulky kompatibility.
Nejčastěji se pro automatické svařování používá tavené tavidlo. Prodává se ve formě malých granulí a je považován za univerzální pro všechny typy prací a kovů. Měl by se však používat, když neexistují žádné zvláštní požadavky na kvalitu a vlastnosti švu.
Pokud potřebujete nejen chránit oblast svařování před kyslíkem, ale také nakonec získat správné spojení, použijte keramiku. Má odrůdy, mezi nimiž najdete ten, který je potřeba speciálně pro váš kov.
Také toky mohou být aktivní nebo pasivní. Okamžitě poznamenejme, že pasivní typy se nepoužívají pro automatické svařování, protože nemohou plně chránit kov a posílit spojení.
Aktivní tavidla jsou kyselá, proto musí být na konci práce zcela odstraněna z kovového povrchu, aby se zabránilo korozi.
Svářeči se často na fórech a stavebních trzích dohadují o výrobcích. Někteří mistři jsou přesvědčeni, že není nic lepšího než zahraniční firmy. Jiní naopak kvalitu tuzemských výrobců hájí.
V praxi existují obě možnosti a jejich produkty fungují dobře v provozu.
“Výhody a nevýhody”

Hlavní výhoda automatického svařování pod tavidlem spočívá v jeho názvu. Mistr nemusí pro použití této metody studovat složitosti svařování, je důležité pouze vědět, jak vybrat materiály a nastavit stroj.
A absence „lidských“ chyb a nesprávných pohybů v procesu zaručuje rovnoměrný a správný šev na jakémkoli kovu.
Ne vždy však bude možné takové povrchové úpravy použít. Jeho použití neumožňuje vyrobit horní švy – pouze spodní.
Kromě toho díly, které „nakládáte“ do stroje, musí být osazeny s velkou přesností, protože stroj je nastaven tak, aby ukládal kov v jedné specifikované oblasti.
Pokud při spojování prvků něco přehlédnete, výsledek bude vadný. Před upevněním prvku musíte roztavit základnu konstrukce a připevnit ji na vodorovnou rovinu. Není možné spojovat kovové části hmotností.
Hlavní nevýhodou automatického svařování pod tavidlem je jeho cena. Koupit jej pouze pro domácí použití se nevyplácí. Navíc tato zařízení často zabírají hodně místa a spotřebovávají velké množství elektřiny.
Technologie svařování
Stejně jako u jakékoli jiné techniky musí být díly zpracovány a připraveny před automatickým svařováním pod tavidlem. Zpracování každého kovu je samostatný příběh, ale pro všechny platí obecná pravidla.
Nejprve se prvky očistí od zbytkového prachu a nečistot a prozkoumají se na korozi, deformace a nepravidelnosti. Poté se kovový povrch ošetří bruskou nebo jednoduchým kovovým kartáčem s hrubými zuby.
A teprve po těchto fázích může začít samotný proces.
Vzhledem k tomu, že svařování bude probíhat automaticky, nemusíte zahřívat oblouk, sledovat směr elektrody ani řídit rychlost podávání drátu.
Stačí zvolit nastavení a režim svařování a správně naložit tavidlo a díly.
Pro takové instalace existují různé typy výplňového drátu. Jeho materiál by se měl většinou shodovat s materiálem, ze kterého jsou zpracovávané prvky vyrobeny. Cívka drátu je vložena do vybrání mechanismu, který ji bude podávat.
Totéž platí pro tavidlo. Nalévá se (nebo nalévá) do nádrže, ze které bude přiváděn do přípojky. Jeho množství je přímo úměrné tloušťce kovu: pokud jsou díly široké, pak je potřeba hodně tavidla.
Závěr

Při vysokých teplotách se tavidlo taví, stejně jako kov. Jeho roztavení však neovlivní vlastnosti švu. Jediné, co může udělat, je zlepšit je tím, že zajistí odolnost vůči kyslíku a v důsledku toho i oxidaci.
Je však důležité odstranit veškerou zbývající látku, aby její kyselina nekorodovala kov. Zbytek naložené hmoty můžete znovu použít.
Nyní víte více o svařování pod tavidlem. Používá se nejen v automatických výrobních provozech, ale také pro ruční nebo poloautomatické svařování.
Každý z nich má však své vlastní charakteristiky, pravidla a opatření. O tom si povíme v dalších článcích na našem webu. A v komentářích níže se můžete podělit o své znalosti na toto téma. Hodně štěstí!
















