Při provádění svařovacích prací je hlavní funkcí ochranného povlaku tyčí vytvoření struskové slupky na kapkách elektrodového kovu pohybujících se v obloukové mezeře a na povrchu materiálu hrany spojovaných prvků.
Díky vrstvě strusky se zpomaluje ochlazování a tuhnutí taveniny, což umožňuje zbavit se plynů a vměstků, které negativně ovlivňují kvalitu spoje. V mnoha typech povlaků elektrod dochází k tvorbě strusky v důsledku kaolinu nebo titanového koncentrátu.
V zásadě je potahování tyčí určeno pro:
- Vytvoření bariéry, která chrání oblouk a kov ve svarové lázni před interakcí s atmosférickým dusíkem a kyslíkem. Povlak navíc zabraňuje kontaktu slitiny s vodíkem obsaženým v odpařující se vodě.
- Ochrana samotného oblouku a kovu v oblasti svarové lázně před interakcí s dusíkem, kyslíkem a vodíkem obsaženým ve vodní páře přítomné v atmosféře. V tomto případě má ochrana dva stupně: obalení pracovního prostoru výpary oxidu uhličitého a oxidů a struskovým filmem na povrchu taveniny.
- Zajištění vysoce kvalitní krystalizace kovu bez tvorby pórů, struskování a praskání.
Mezi vedlejší úkoly nátěru:
- Udržuje stabilitu za různých podmínek svařování a zjednodušuje zapálení svařovacího oblouku. Nepřerušované spalování je zajištěno přítomností velkého počtu prvků, které nejsou náchylné k ionizaci, v povlaku. Zároveň se zvyšuje počet ionizovaných částic v oblouku, které zajišťují jeho rovnoměrné hoření.
- Odstraňování atomů kyslíku z taveniny. K tomu dochází díky schopnosti feroslitin přítomných v povlaku aktivněji interagovat s tímto plynem.
- Uvolnění roztaveného kovu ve svarové lázni od škodlivých vměstků. Tento proces se běžně nazývá rafinace.
Průměr povlaku elektrody
Dnes si můžete koupit různé typy svařovacích drátů v závislosti na typu kovu a předpokládané zátěži budoucího produktu. Obalené elektrody se vyznačují dvěma průměry: samotnou tyčí a obaleným povlakem. Při výběru možnosti pro konkrétní práci byste si měli pamatovat, že čím větší je průměr, tím objemnější prvky lze svařovat pomocí takových elektrod.

Pozor! Nastavení zařízení musí být nastaveno na základě dvou hlavních parametrů: průměru tyčí a tloušťky spojovaných obrobků. Proud je obzvláště důležitý, protože vysoká proudová síla je spojena s rizikem propálení součásti, a pokud jsou její hodnoty nedostatečné, nevznikne svařovací oblouk.
Pohodlí a rychlost svařování závisí na tloušťce elektrody. Kromě toho ovlivňuje kvalitu švu a spolehlivost vyráběných kovových konstrukcí.
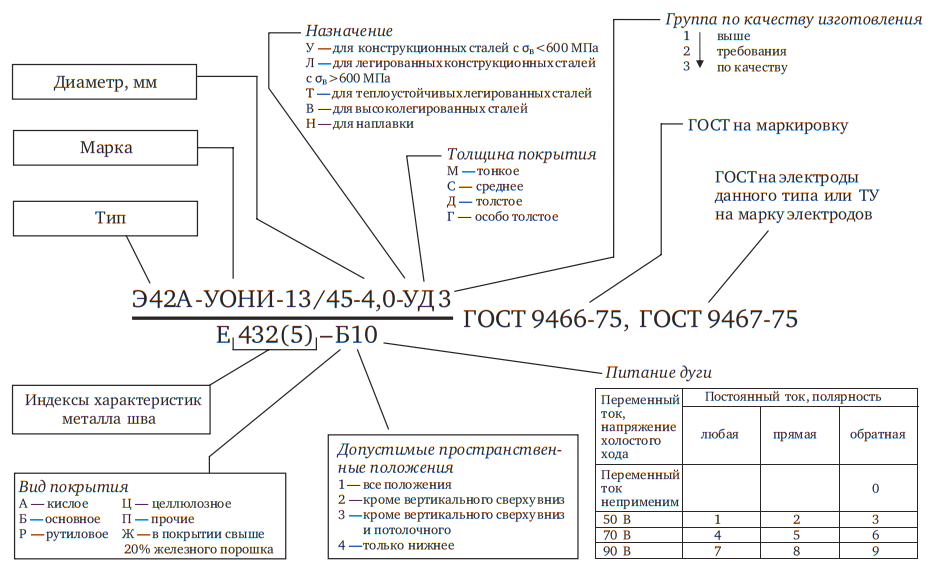
Základní údaje o vlastnostech a účelu elektrod jsou obsaženy v informacích vytištěných na obalu. Například v označení elektrod E42A a E46, používaných pro svařování prvků z nízkolegovaného kovu, písmeno E označuje kusové tyče, široce používané pro svářečské práce v každodenním životě.
Digitální index udává minimální garantovanou hodnotu pevnosti švu v tahu. Čím je tato hodnota nižší, tím je spojení slabší.
Například index 50 znamená pevnost v tahu 50 kgf/mm2. Tyče potažené E42A jsou určeny pro práci s kovem s podobnou pevností v tahu, když je nutné získat svar se zvýšenou rázovou houževnatostí a relativní tažností. Písmeno A označuje povlak kyselého typu.
Tloušťka povlaku elektrody
Při volbě elektrod pro určitý typ svařovacích prací se dbá nejen na objem povlaku a průměr tyče, ale také na tloušťku ochranného povlaku.

Je definován jako poměr celkové tloušťky elektrod (D) k průměru jejich tyčí (d). Jinými slovy, tenké elektrody mohou mít menší objem povlaku, pokud mají vyšší poměr D/d.
V závislosti na této hodnotě mohou elektrody patřit do jedné ze čtyř kategorií:
- poměr ≥1,2 je typický pro tenké nebo stabilizační elektrody (obvykle se označují písmenem M);
- poměr ≥ 1,45 znamená, že patří ke středním elektrodám (C);
- pro tlusté elektrody označené písmenem D je poměr ≤ 1,8;
- písmeno G ve značení znamená zvláště silné elektrody s poměrem >1,8.
Vysoce kvalitní elektrody mají tloušťku povlaku 0,5–2,5 mm nebo 20–40 % hmotnosti vnitřních tyčí. Tyče s železným práškem, které se používají k získání kvalitního svaru určeného pro vysoké zatížení, mají průměr 3,5 s hmotnostním zlomkem 50 %.
Pomocí tenkých nebo stabilizačních elektrod s tloušťkou povlaku 0,1 až 0,3 mm se získá stabilní oblouk, který však nemění kvalitu kovu, ze kterého je svar vyroben.
Dále budeme zvažovat hlavní typy povlaků elektrod.
Elektrody potažené kyselinou (symbol A)
Kyselý povlak obsahuje oxidy prvků, jako je železo, mangan a křemík. Je důležité pamatovat na toxicitu oxidů manganu, které jsou zdraví škodlivé. Proto se používají stále méně. Místo kyselých povlaků se v dnešní době častěji používají povlaky rutilovo-kyselé.

Meze pevnosti švů získané při použití elektrod s takovými povlaky (typy E38 a E42 podle GOST 9467 z roku 1975) nejsou větší než 412 MPa. Takové tyče se vyznačují nízkou citlivostí na okuje a rez na okrajích spojovaných prvků, lze je použít při svařování prodlouženým obloukem. Jsou vhodné i pro provoz se stejnosměrným i střídavým proudem.
Velké množství kyslíku, které se uvolňuje při svařování tyčemi s takovým povlakem, pomáhá zvýšit tekutost taveniny ve svarové lázni zvýšením teploty oblouku a snížením povrchového napětí. Díky tomu se urychluje proces svařování obrobků, ale zvyšuje se riziko defektů svaru jako jsou podřezy a zvyšuje se tendence svarového kovu k praskání za tepla.
Výhody kyselého povlaku na tyčích:
- snadné zapálení a stabilita oblouku;
- použití stejnosměrného a střídavého proudu;
- žádná tvorba pórů při práci s rezavým nebo okujeným kovem;
- odolnost proti vlhkosti a mechanickému poškození;
- rovnoměrnost výsledného švu;
- snadná separace strusky.
Nevýhody elektrod potažených kyselinou:
- tvorba defektů (podřezy a horké trhliny);
- toxicita.
Ve strojírenství a stavebnictví se takové elektrody používají při svařování nekritických kovových konstrukcí z nízkolegované oceli.
Elektrody s celulózovým povlakem (symbol C)
Mezi různé typy povlaků svařovacích elektrod patří povlaky, z nichž polovinu tvoří celulóza a jiné organické látky. Kromě toho může jejich složení obsahovat organické pryskyřice, mastek, feroslitiny a další látky.

Svarový kov získaný pomocí takové elektrody se vyznačuje zvýšeným obsahem vodíku. Chemické složení materiálu je podobné měkkým a poloměkkým ocelím a mechanické vlastnosti odpovídají typům E42, 46 a 50 (GOST 9467 z roku 1975) s pevnostními limity 412, 451 a 490 MPa.
Výhody, jako je značné množství ochranného plynu a nízká tvorba strusky, umožňují použití takových elektrod pro vytváření svislých úkosových svarů. Jednostranné svařování váhou pomocí tyčí s celulózovým povlakem je doprovázeno tvorbou stejnoměrných rubových housenek ve švech.
Za zmínku stojí i výrazné rozstřikování tekutého kovu a snížená tažnost materiálu švu, která souvisí s vodíkem uvolňovaným při spalování organické hmoty.
Mezi výhody použití tyčí s celulózovým povlakem patří:
- snadné zapálení a stabilní hoření oblouku;
- práce se stejnosměrným a střídavým proudem;
- snadné odstraňování strusky;
- možnost svařování spodních, vertikálních a stropních švů;
- dobrá ochrana svarové lázně;
- žádné toxické emise během svařování;
- čistota kořenového švu.
Nevýhody elektrod potažených celulózou:
- silné rozstřikování taveniny;
- šupinatý povrch švů;
- vysoká koncentrace vodíku v ochranných plynech;
- sklon k tvorbě malých podříznutí a prasklin na okrajích švu;
- nutnost kalcinace elektrod před svařováním.
Tyče potažené celulózou se používají pro svařování prvků z nízkolegované oceli. Často se používá k vytváření kořenových svarů na hlavních potrubích.
Elektrody s rutilovým povlakem (označení P)
Složení rutilového povlaku tyčí zahrnuje přírodní rutilový koncentrát nebo oxid titaničitý TiO2, oxid křemičitý (žula, živec, slída), uhličitany vápenaté a hořečnaté, feromangan.

Chemické složení kovu ve spojích je podobné jako u měkkých a polotichých ocelí. Nejčastěji elektrody s povlakem na bázi rutilu, podle charakteristik švu, patří k typům E42 a E46 s mezní pevností 412 a 451 MPa (podle GOST 9467 z roku 1975). Tendence svarového materiálu k praskání u tyčí potažených rutilem je nižší než u elektrod s kyselým povlakem.
Kromě čistě rutilového nátěru se často používají nátěry smíšeného typu s vynikajícími technologickými vlastnostmi: rutil-celulózový (RC), rutil-bázový (RB), acid-rutilový (AR).
Elektrody s takovým povlakem se vyznačují tichým tavením s mírným rozstřikem tekutého kovu a přechodem materiálu tyče do svarové lázně ve formě malých a středně velkých kapek. Navíc díky rutilu se oblouk snadno znovu zapálí i bez kontaktu elektrod s povrchem dílů. Vzhledem k těmto vlastnostem povlaku je vhodné svařovat krátké švy, když je nutné často přerušovat oblouk, struska se v místech překrytí snadno vzdaluje od kovu.
Elektrody s rutilovým povlakem se vyznačují nízkou citlivostí na vlhkost, oxidy a rez na svařovaných dílech.
Na rozdíl od jiných typů povlaků elektrod pro ruční obloukové svařování je rutilový povlak nejméně zdraví škodlivý.
Výhody rutilového povlaku tyčí:
- snadné opětovné zapálení oblouku;
- rovnoměrnost hoření oblouku;
- schopnost pracovat na nepřipravených hranách dílů;
- silné švy a absence horkého a studeného praskání;
- jemně šupinatý povrch švů;
- snadná separace strusky;
- možnost provozu na střídavý nebo stejnosměrný proud.
Nevýhody rutilového povlaku:
- nutnost kalcinace elektrod;
- kontrola síly proudu, protože zvýšení náboje vede ke snížení kvality švů.
Rutilové elektrody jsou oblíbené díky své všestrannosti. Používají se pro svařování konstrukcí z nízkouhlíkové oceli, úseků potrubí a opravy kovových výrobků, které se staly nepoužitelnými.
Elektrody se základním povlakem (symbol B)
Hlavní povlak tyčí obsahuje uhličitany hořečnaté, uhličitany vápenaté (dolomit, magnezit a mramor) a kazivec, který negativně ovlivňuje kvalitu svařování při práci se střídavým proudem. Obalené elektrody tohoto typu se obvykle používají se stejnosměrným proudem. Svařovací práce na stejnosměrný i střídavý proud lze provádět díky směsnému povlaku s nižším obsahem difluoridu vápenatého.

Chemické složení vylučovaného kovu při práci s tyčemi se základním typem povlaku je podobné jako u měkkých ocelí a jeho mechanické vlastnosti odpovídají typům E42A, E46A, E50, E55 a E60 (podle GOST 9467 z roku 1975). Nejoblíbenější z nich je E50A, má maximální pevnost v tahu 490 MPa. Písmeno A ve značení označuje zlepšenou tažnost návaru.
Tyto typy povlaků svařovacích elektrod umožňují vytváření svarů s vysokou tažností a houževnatostí v rozsahu od normálních po nízké teploty. Takové povlaky mají vysokou odolnost proti praskání za horka, což je možné díky nízkému obsahu plynu, nekovovým vměstkům a škodlivým složkám.
Prostředí ochranného plynu, které se většinou skládá z CO a CO2, navíc neobsahuje vodík, který způsobuje praskání povlaku za studena. Tekutý kov svarové lázně je přenášen ve formě středních a velkých kapiček a má vysokou viskozitu.
Neměli bychom zapomínat na nevýhody takového povlaku. Takové elektrody jsou náchylné k tvorbě pórů v důsledku přítomnosti korozních produktů, olejů a okují na okrajích spojovaných prvků. Tento efekt je také pozorován, když se vlhkost dostane na povlak nebo když je oblouk prodloužen. Tyče by měly být skladovány v suchých, větraných prostorách. Před zahájením práce je třeba je zahřát na vysokou teplotu. Nejlepší je svařovat stejnosměrným proudem s obrácenou polaritou.
Výhody základního nátěru:
- houževnatost a tažnost svarového kovu;
- nízký obsah plynu a cizích inkluzí ve slitině;
- získání švů odolných proti praskání za tepla;
- Možnost svaření spodních, svislých a stropních švů.
Nevýhody hlavního nátěru:
- citlivost na vlhkost;
- nestabilní oblouk při použití střídavého proudu;
- tvorba pórů s rozšířeným obloukem;
- zhoršení spojení při práci na mokrých površích;
- nutnost kalcinace tyčí s hlavním povlakem před zahájením práce;
- náročná příprava povrchu;
- obtížnost pro začátečníky.
Pomocí takových elektrod se svařují kritické kovové konstrukce, zejména pokud jsou vyžadovány vysoce kvalitní švy. Pomocí tyčí potažených základním typem se provádějí svářečské práce při výstavbě ropovodů a plynovodů, mostů a jiných podobných objektů.
doporučené články
Vzhledem k tomu, že většina povlaků je citlivá na vlhkost, je důležité elektrody skladovat v suchých a větraných prostorách a v případě potřeby tyče před zahájením práce zahřát a vysušit, aby nedocházelo k neustálému lepení a přerušování oblouku.
Při nákupu těchto svařovacích zařízení se ujistěte, že plastový obal je neporušený a že na kartonových krabicích nejsou žádné známky vlhkosti. Pokud jsou elektrody vlhké, lze je sušit v běžné peci.
Při výběru tyčí s ochranným nátěrem pro svářečské práce je důležité zvážit povahu a účel spojů. Podívali jsme se na hlavní typy ochranných nátěrů, jejich klady a zápory. Budeme rádi, když vám informace uvedené v recenzi pomohou při výběru prutů s optimálními vlastnostmi.
Při výběru svařovacích elektrod je třeba vzít v úvahu, že jejich vlastnosti a rozsah použití do značné míry závisí na typu povlaku, což je směs práškových materiálů nanášených na kovový drát. Hlavními úkoly povlakování elektrod je zajistit stabilitu oblouku, chránit svarovou lázeň a zajistit stanovené mechanické vlastnosti svaru.
Povlaky elektrod zahrnují kovy, organické materiály, minerály a pojiva. Při výběru elektrod věnují zkušení svářeči zvláštní pozornost typu povlaku, protože na tom budou záviset vlastnosti jeho aplikace. Tloušťka povlaku se zpravidla pohybuje od 1 do 3 mm, což odpovídá 15-30% jeho hmotnosti.
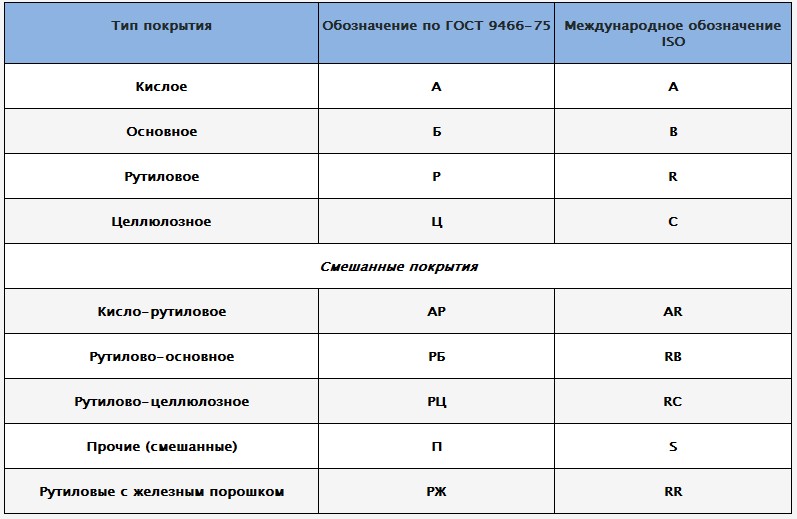
Druhy povlakování elektrod podle GOST 9466-75 se dělí na kyselý, celulóza, rutil и klíč. Existují také elektrody se smíšeným povlakem, např. rutil-celulóza nebo rutilová kyselina a elektrody s jinými typy povlaků, které nepatří k výše uvedeným a jsou označeny písmenem „P“. A pokud povlak obsahuje železný prášek v množství větším než 20 %, přidá se k označení typu povlaku elektrody písmeno „F“. Podle evropské normy EN 499 elektrody jsou také rozděleny do čtyř typů: C – celulóza, A – kyselina, R – rutil, B – zásaditá.
V našem článku se podíváme na elektrody se čtyřmi hlavními typy povlaků, na vlastnosti jejich aplikace a také na výhody a nevýhody různých typů povlaků. Přečtěte si o tom, jak vybrat elektrody pro svařování zde.
Obsah
- Elektrody potažené kyselinou (A)
- Výhody elektrod potažených kyselinou
- Nevýhody elektrod obalených kyselinou
- Aplikace
- Elektrody potažené celulózou (C)
- Výhody elektrod potažených celulózou
- Nevýhody celulózou potažených elektrod
- Aplikace
- Rutilové potažené elektrody (P)
- Výhody rutilem obalených elektrod
- Nevýhody rutilem obalených elektrod
- Aplikace
- Populární značky rutilem potažených elektrod
- Elektrody se základním povlakem (B)
- Výhody elektrod se základním povlakem
- Nevýhody elektrod s bazickým povlakem
- Aplikace
- Oblíbené značky elektrod se základním povlakem
Další užitečné věci:
Elektrody potažené kyselinou (symbol A)
Složení elektrod potažených kyselinou zahrnuje: oxidy železa, manganu a křemíku. Stojí za zmínku, že toxické oxidy manganu mohou být škodlivé pro lidské zdraví. Proto elektrody potažené kyselinou ztrácejí na oblibě a používají se stále méně. Místo toho se používají smíšené – rutil-kyselina.
Podle mechanických vlastností svarového kovu patří elektrody s tímto typem povlaku do následujících typů: E38 a E42 podle GOST 9467-75 s pevností v tahu až 412 MPa. Jsou necitlivé na okuje a rez na svařovaném kovu a umožňují také práci s prodlouženým obloukem. Svařování s nimi lze provádět na stejnosměrný i střídavý proud.
Při práci s elektrodami s tímto typem povlaku se vlivem uvolňování velkého množství kyslíku při svařování zvyšuje teplota oblouku a klesá povrchové napětí roztaveného kovu, což jej činí velmi tekutým. To umožňuje zvýšit rychlost svařování, ale nese to riziko podříznutí (jedna z vad svarového spoje). V tomto případě má svarový kov zvýšený sklon k tvorbě horkých trhlin.
Výhody elektrod potažených kyselinou
- Snadné zapálení a stabilní hoření oblouku
- Schopnost provádět svářečské práce na stejnosměrný i střídavý proud
- Při svařování rezavého nebo okujeného kovu se netvoří žádné póry
- Odolnost proti vlhkosti a mechanickému namáhání
- Poskytuje rovnoměrný svarový šev
- Dobré odstranění slupky strusky
Nevýhody elektrod obalených kyselinou
- Riziko podříznutí
- Uvolňování nebezpečných toxinů
- Nebezpečí praskání za horka při svařování
Aplikace
Tento typ elektrody se používá pro svařování nekritických nízkolegovaných ocelových konstrukcí ve stavebnictví a strojírenství.
Elektrody s celulózovým povlakem (symbol C)
Až 50 % složení elektrod s celulózovým povlakem tvoří organické složky, obvykle celulóza. Může také obsahovat organické pryskyřice, feroslitiny, mastek a další látky.
Svarový kov získaný pomocí celulózových elektrod odpovídá chemickým složením polotiché nebo klidné oceli. Zároveň obsahuje zvýšené množství vodíku. Podle mechanických vlastností svarového kovu odpovídají elektrody s tímto povlakem následujícím typům: E42, E46 a E50 podle GOST 9467-75 a mají pevnost v tahu až 412 MPa, 451 MPa a 490 MPa resp.
Jejich hlavním rysem je schopnost provádět vertikální švy shora dolů. Toho je dosaženo díky tvorbě malého množství strusky, která nestéká dolů, a také velkého množství ochranných plynů. Při jednostranném svařování hmotností se elektrody s celulózovým povlakem vyznačují vytvořením stejnoměrné housenky zadního švu.
Je třeba poznamenat, že tyto elektrody mají zvýšené množství rozstřiku a sníženou tažnost svarového kovu v důsledku velkého množství vodíku generovaného při spalování organických složek.
Výhody elektrod potažených celulózou
- Snadné zapálení a stabilní hoření oblouku
- Schopnost provádět svářečské práce na stejnosměrný i střídavý proud
- Snadná separace strusky
- Možnost svařování ve všech prostorových polohách
- Vynikající ochrana svarové lázně
- Žádné uvolňování nebezpečných toxinů
- Vyčistěte kořenový šev
Nevýhody celulózou potažených elektrod
- Silné cákance kovu
- Šupinatá povrchová sutura
- Vysoký obsah vodíku v ochranném plynu
- Tendence k malým podříznutím podél okrajů (praskliny)
- Před zahájením práce je nutné elektrody kalcinovat.
Aplikace
Celulózové elektrody se používají při svařování nízkolegovaných ocelí. Efektivní při svařování kořenového švu hlavního potrubí.
Elektrody s rutilovým povlakem (označení P)
Rutilový typ povlaku elektrody se skládá převážně z přírodního koncentrátu rutilu (oxid titaničitý TiO2), oxidu křemičitého (žula, živec, slída), uhličitanů vápenatých a hořečnatých, feromanganu.
Svarový kov vyrobený s rutilovými elektrodami odpovídá měkké nebo poloměkké oceli. Většina značek elektrod s rutilovým povlakem podle mechanických vlastností svarového kovu patří k typům E42 a E46 podle GOST 9467-75 a mají pevnost v tahu až 412 MPa, 451 MPa respektive. Rutilové elektrody mají zároveň vyšší odolnost svarového kovu proti praskání než elektrody s kyselým povlakem.
Kromě čistých rutilových povlaků jsou rozšířeny i smíšené: typy rutil-celulóza (RC), rutil-báze (RB), kyselina-rutilová (AR)., které mají i dobré technologické vlastnosti.
Elektrody s tímto typem povlaku se vyznačují tichým tavením s malým množstvím rozstřiku a také zajišťují přechod kovové tyče do svarové lázně v malých nebo středních kapkách. Mají snadné opětovné zapálení oblouku díky přítomnosti TiO2, často bez kontaktu elektrodové tyče se základním kovem. Díky této vlastnosti je docela vhodné pracovat s krátkými švy, když je nutné časté přerušování oblouku. Šev má jemný vzor a struska se snadno odděluje od svarového kovu. Další výhodou rutilového typu povlaku je jeho nízká citlivost při práci s mokrým a rezavým kovem a na zoxidovaném povrchu.
Je třeba poznamenat, že rutilové povlaky jsou méně škodlivé pro zdraví svářeče než jiné.

Výhody rutilem obalených elektrod
- Snadné opětovné zapálení
- Stabilní hoření oblouku
- Není třeba připravovat povrch pro práci
- Vysoká pevnost švu. Nevytváří horké a studené trhliny v kovu
- Poskytuje jemný vločkový šev
- Snadná separace strusky
- Lze použít se střídavým i stejnosměrným proudem
Nevýhody rutilem obalených elektrod
- Před zahájením práce je nutné elektrody kalcinovat.
- Je nutné kontrolovat sílu proudu, protože při jejím zvyšování se charakteristiky elektrod zhoršují
Aplikace
Rutilové elektrody jsou velmi oblíbené, protože jejich rozsah použití je poměrně široký. Používají se například při svařování nízkouhlíkových konstrukcí a výrobků, montáži potrubních konstrukcí a svařování a opravách opotřebovaných dílů.
Populární značky elektrod s rutilovým povlakem
- – rutil-celulóza, typ E46
- ANO-21 – rutil-celulóza, typ E46
- OZS-4 – rutil, typ E46
- OZS-12 – rutil, typ E46
- MP-3 – rutil nebo rutil-celulóza, typ E46
Elektrody se základním povlakem (symbol B)
Mezi elektrody s hlavním typem povlaku patří uhličitany hořečnaté a vápenaté (dolomit, mramor, magnezit) a kazivec (CaF2). Ten snižuje efektivitu práce při použití střídavého proudu, takže svařování s takovými elektrodami lze provádět pouze stejnosměrným proudem. Smíšené typy obsahující méně CaF2 umožňují práci na střídavý proud.
Kov nanesený elektrodami se základním povlakem odpovídá chemickým složením měkké oceli. Na základě mechanických vlastností svarového kovu patří elektrody se základním povlakem do následujících typů: E42A, E46A, E50A, E55 a E60 podle GOST 9467-75. Nejběžnější a nejoblíbenější typ E50A má dočasnou pevnost v tahu až 490 MPa. Index “A” udává, že svarový kov má zvýšené plastové vlastnosti.
Elektrody s tímto typem povlaku se vyznačují vysokou tažností a rázovou houževnatostí za normálních i nízkých teplot a mají také zvýšenou odolnost proti tvorbě trhlin za tepla. Toho je dosaženo díky nízkému obsahu plynů, nekovových vměstků a škodlivých nečistot. Rovněž plynové ochranné prostředí minerálního původu, sestávající převážně z CO a CO2, je zbaveno vodíku, což vede k tvorbě studených trhlin v uloženém kovu. K přenosu kovu do svarové lázně dochází ve středních a velkých kapkách, roztavený kov se stává viskózním.
Z hlediska technologických charakteristik však mají elektrody se základním povlakem své nevýhody. Jsou poměrně citlivé na tvorbu pórů v přítomnosti okují, rzi a oleje na okrajích svařovaných dílů, stejně jako při navlhčení povlaku a prodloužení oblouku. Rovněž vyžadují dodržení skladovacích podmínek (v suchém, větraném prostoru) a povinnou kalcinaci při vysokých teplotách před použitím. Svařování se obvykle provádí stejnosměrným proudem s obrácenou polaritou.
Výhody elektrod se základním povlakem
- Šev má dobrou houževnatost a tažnost
- Kov obsahuje malé množství plynů a nečistot
- Spoj je odolný proti praskání za tepla
- Možnost svařování ve všech prostorových polohách
Nevýhody elektrod s bazickým povlakem
- Citlivé na vlhkost – elektrody skladujte na suchém místě
- Při provozu na střídavý proud může být oblouk nestabilní
- Prodloužení oblouku vede ke vzniku pórů
- Při práci na mokrém povrchu se může spojení zhoršit
- Elektrody musí být před použitím kalcinovány.
- Před svařováním je nutné připravit povrch
- Obtížné pro začínající svářeče
Aplikace
Elektrody se základním povlakem se používají při svařování kritických konstrukcí, kdy jsou na svarový kov kladeny vysoké nároky. Široce se používá pro svařování ropovodů a plynovodů, mostů a dalších kritických konstrukcí.
















